Технология анодирования металла, способы покрытия
Содержание:
- Анодирование титана в домашних условиях – Справочник металлиста
- Что дает анодирование
- Типичные ошибки при анодировании
- Анодирование в домашних условиях
- Анодирование в сернокислом электролите
- Материалы украшений
- Анодирование титана в домашних условиях — Металлы, оборудование, инструкции
- Как почернить алюминий в домашних условиях — Металлы, оборудование, инструкции
- Показания к анодированию алюминия
- окна для рассады
Анодирование титана в домашних условиях – Справочник металлиста

Перевёл alexlevchenko92 для mozgochiny.ru
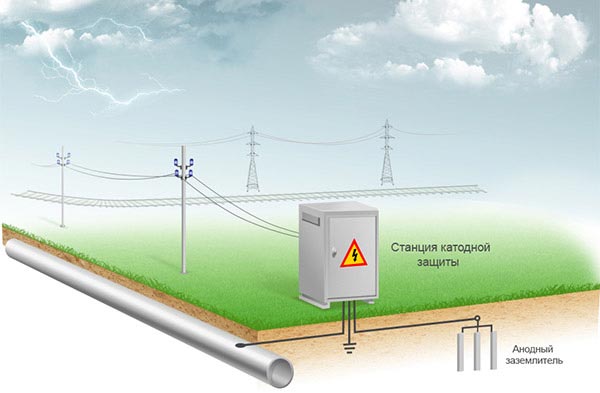
Анодирование титана является чрезвычайно интересным и полезный занятием, которое очень легко выполнить своимируками в домашних условиях.
Анодирование используется в промышленности для повышения (коррозионной) стойкости металлов.
Кроме того оно также используется в качестве декоративного украшения ювелирных изделий (благодаря широкому спектру получаемых цветов).
Анодирование стали, алюминия
Под анодированием металла понимается процедура наращивания оксидной пленки при помощи анодного окисления. Данная процедура может проводиться практически для любых металлов.
Но чаще всего речь идет о стали, алюминии и цветных металлах (в основном титане и тантале). В свою очередь анодирование меди и железа оказывается весьма затруднительно. Связано это с тем, что обозначенные металлы образуют не один устойчивый оксид, а два.
Это негативно сказывается на адгезии и существенно увеличивает риск растрескивания оксидной пленки.
Операция анодирования и ее специфика
Здесь видно 2 ванны с промывочной жидкостью (синего цвета) и жидкостью для анодирования (зеленная жидкость)
Анодирование металла как процедура не представляет собой особенной сложности и при желании может быть произведена собственными силами. Выполнение данной операции подразумевает выполнение следующих этапов работы:
Этап 1. Подготовка поверхности металла
Прежде чем приступать к анодному окислению, поверхность металла следует тщательно подготовить: отполировать, отшлифовать. Обезжиривание поверхности производится при помощи органических растворителей (например, бензина, ацетона или спирта). Затем поверхность обрабатывается любой щелочью.
В домашних условиях может быть использован обыкновенный мыльный раствор. Черные металлы отлично обезжириваются при помощи раствора едкого калия или натра, который предварительно нагревается до 80 градусов. Что касается алюминия, для него лучше подойдет 10% раствор фосфорнокислотного натрия.
Этап 2. Протравливание (декапирование) поверхности металла
Протравливание металлической поверхности производится с целью удаления окислов, которые препятствуют качественному нанесению нового покрытия. Для проведения процедуры применяется серная кислота (в соотношении 80 миллилитров кислоты на 100 миллилитров вводы с добавлением 2 граммов хромпика.
Этап 3. Анодирование металла
Процесс анодного окисления металла осуществляется в электролитном растворе под воздействием постоянного тока
Важно чтобы емкость, в которой производится анодирование, не пропускала ток. В качестве электролита чаще всего используется 20% раствор серной кислоты
ВАЖНО! При подготовке электролитного раствора необходимо лить серную кислоту в воду, а не наоборот. При от отсутствии серной кислоты может применяться раствор пищевой соли и соды
При от отсутствии серной кислоты может применяться раствор пищевой соли и соды.
Сам процесс анодного окисления происходит следующим образом. К аноду при помощи специальной подвески производится крепление изделия из металла, а к катоду – свинцовой пластины (для изделий сложной формы потребуется несколько свинцовых пластин).
Расстояние до пластины при этом должно быть не более девяти сантиметров. Процедура проводится при температуре 20 градусов. При этом плотность электрического тока должна варьироваться от 2 до 3 А/кв. дм.
Что дает анодирование
Чем-то анодирование похоже на гальванические процессы, возникающие во время хромирования или оцинковки стали. Но есть существенная разница: исключено использование посторонних веществ, пусть даже похожих по свойствам и химическому составу. Оксидирование ведётся на основе самого металла, подвергаемого электрохимическому воздействию.
При анодировании процесс поддаётся регуляции, оксидному слою придаются заранее заданные свойства, а результатом служит прочность оксидируемого участка.
Лучше всего защитный слой в результате анодирования образуется на таких металлах, как алюминий, титан, сталь, тантал. Главное же требование к технологии, чтобы металл имел только один оксид с высокими адгезивными свойствами.

Но для обеспечения адгезии нужна пористая структура, которая обеспечит соприкосновение рабочей смеси с чистым металлом поверхности, что значительно ускоряет процесс оксидирования.
- Первый тип – пористая поверхность оксидной плёнки. Получается при воздействии на металл кислых электролитов. Структурированная порами поверхность служит отличной основой для того, чтобы на неё легли лакокрасочные материалы, которые своей структурой, образующейся в процессе полимеризации основы, закрепляется во фракталах пор. То есть анодированная поверхность способствует повышенной адгезии.
- Барьерная. Относится ко второму типу. Это самостоятельное защитное покрытие, которое защищает металл от контактов с внешней агрессивной средой.
Впрочем, созданием защитных слоёв процесс анодирования не ограничивается. Применяя разные материалы и меняя уровень напряжения, можно получить разные оттенки анодированной плёнки. Чем активно пользуются дизайнеры при оформлении интерьеров, когда облицовочным материалом служит алюминий.

Типичные ошибки при анодировании
Если не соблюдать все правила анодирования, то полученное покрытие не будет прочным к воздействию извне и держать краску. Кроме этого, необходимо соблюдать технику безопасности. Обязательно наличие защитной одежды, перчаток и очков.
Температура электролита
От температуры электролита зависит то, какой получится окраска детали. Если температура будет слишком низкой, то сопротивление электролита будет слишком высоким и для поддержания плотности тока трудно будет установить необходимое напряжение. Но устанавливать напряжение порядка 100 Вольт небезопасно в домашних условиях, поэтому лучше всего будет поддерживать правильную температуру – около -10°С. Если температура будет слишком высокой, то покрытие будет слабо держаться, и окрашивание будет мутного оттенка.
Анодная плотность
Процесс образования анодного покрытия идет довольно медленно. Если плотность будет слишком низкая, то слой будет хоть и относительно прочным, но мутно-белого цвета.
Оптимальной плотностью является 2-2,2 А на квадратный дециметр. Это обеспечит страховку в случае возможных ошибок. Не стоит увеличивать ток, так как на образце могут возникнуть дефекты. Увеличивать плотность тока можно только в случае, если электролит хорошо перемешивается и существует хороший отвод тепла от детали.
Катодная плотность
Катодную плотность тоже необходимо поддерживать в необходимых пределах, иначе деталь может повредиться, особенно если она больших размеров. Если размер катода будет слишком мал, то силовые линии тока будут распределяться неравномерно, и именно поэтому на детали могут появляться различные дефекты и пробоины. Поэтому используются катоды по размеру в два раза больше, чем поверхностная площадь образца.
Контакт детали с подвеской
Для достижения нужной силы тока деталь должна хорошо контактировать с подвеской. Иногда рекомендуется обматывать образец проволокой, но это ненадежно. Хороший зажим должен состоять из алюминиевой резьбовой контактной шпильки, это позволит тщательно прижать электрод к детали.

Анодирование в домашних условиях
Самостоятельное анодирование практически всегда осуществляется по холодной методике. Такой же технологии придерживается и большинство компаний, предоставляющих подобные услуги. Холодной методика называется из-за того, что в процессе создания пленки нет нужды в высоких температурах: рабочий диапазон температур колеблется между -10 и +10 градусов по Цельсию.
Достоинства холодного анодирования:
- Поверхностный слой получается достаточно толстым благодаря тому, что скорость роста и растворения оксидной пленки с ее наружной и внутренней стороны различаются.
- Пленка выходит очень прочной.
- Обработанный металл отличается высокой стойкостью к коррозии.

Единственный недостаток методики состоит в сложности дальнейшей окраски металла материалами, основанными на органике. Однако металл, вне зависимости от его характеристик, в любом случае получает окраску естественным образом. Цвет может различаться от оливкового, до черного или сероватого.
Для проведения работ понадобится следующее:
- ванны (алюминиевые емкости для анодирования, а также пара стеклянных или пластиковых – для изготовления растворов);
- алюминиевые соединительные провода;
- источник напряжения на 12 Вольт;
- реостат;
- амперметр.
Приготовление раствора
Как уже говорилось выше, основной электролит для анодирования – серная кислота. Однако вне пределов производственного помещения использование такого электролита опасно. Поэтому в домашних условиях обычно используют соду.

Приготовление раствора:
- Приготавливаем 2 раствора – содовый и соляной. Компоненты засыпаем в емкости с дистиллированной теплой водой в пропорции 1 к 9.
- Хорошо перемешиваем раствор и даем ему настояться.
- Сливаем раствор в другую емкость таким образом, чтобы туда не попал содовый осадок. От чистоты раствора в значительной степени зависит результат анодирования.
Анодирование
Прежде всего, нужно подготовить деталь. Задача подготовительного процесса — очистить, отшлифовать и обезжирить поверхность перед анодированием. Если на изделии не убрать видимые дефекты, полученная пленка не сможет их скрыть, так как ее толщина не превышает 1/20 миллиметра. Прямо перед анодированием смешиваем оба раствора в одной посуде.

Емкость для анодирования должна быть достаточно объемной, чтобы в нее можно было полностью погрузить деталь. Кроме того, деталь должна быть зафиксирована так, чтобы не касаться дна посуды. Для этого можно использовать стойку или любой другой вариант – на личное усмотрение. Также нужно вдумчиво подойти к вопросу крепления детали, так как после анодирования в местах фиксации останутся следы.
Ток подается, по крайней мере, 30 минут. На необходимость завершать анодирование указывает изменение цвета детали. Когда деталь готова, напряжение отключаем, а металл извлекаем из ванночки.
После изъятия тщательно промываем заготовку. Чтобы результат был качественным, на 15 минут кладем металла в марганцевый раствор. Затем вновь промываем деталь сначала в теплой, а затем в холодной воде. Далее высушиваем металл. Если технология не нарушена, изделие приобретет светло-серую тональность. На качественно проделанную работу указывают равномерный цвет поверхности, отсутствие потеков и пятен.

Завершающая стадия анодирования – закрепление пленки. Необходимо закрыть микроскопические поры, имеющиеся в пленочном покрытии. Для этого кладем металл в емкость с дистиллированной водой и кипятим в течение получаса.
По желанию можно также покрасить или отлакировать металлическую поверхность. Лакокрасочный слой наносится методом погружения.
Итак, анодирование алюминия может осуществляться разными способами. Однако лишь холодная обработка металла содовым и соляным растворами доступны в домашних условиях. Также стоит заметить, что при соблюдении технологических требований вне зависимости от вида раствора отсутствует существенная разница в качестве полученных поверхностей.
Анодирование в сернокислом электролите
Анодирование в серной кислоте позволяет получить полупрозрачные, бесцветные покрытия толщиной около 35 мк. Если процессу анодирования предшествует процесс глянцевания поверхности деталей, покрытия получают высокие декоративные качества (блестящее анодирование). В серной кислоте получают также пластичные анодные пленки, которые не разрушаются при формовке изделий.
Концентрация серной кислоты и температура электролита
Концентрация серной кислоты для анодирования в промышленных условиях принимается в диапазоне 8-35% (по массе). В концентрированном растворе анодная пленка получается мягкой и пористой, эластичность пленки высокая. Классической является концентрация 15% (по массе). Температуру в процессе анодирования задают в пределах от 18С до 25С. В большинстве случаев принимается температура в 20С. С применением серной кислоты получают также твердые анодные пленки, в этом случае процесс анодирования проводится при низких значениях температур (от -5 до +5 С).
Контроль температуры в процессе анодирования является обязательным, от температуры зависит плотность тока и скорость растворения пленки, что в свою очередь оказывает прямое влияние на качество и характеристики покрытия. Для того, чтобы избежать локального перегрева раствора электролита используют специальные перемешивающие устройства.
Напряжение и плотность тока
При анодировании в серной кислоте используется стандартный выпрямитель с выходным напряжением до 24 вольта. При стандартном режиме сила тока составляет 16 вольт при плотности тока 1,5 а/дм2. Для получения коррозионностойких пленок большой толщины напряжение силу тока поднимают до 18 вольт, а при обработке сплавов алюминия с кремнием до 22 вольт. В отдельных случаях, например, при анодировании рулонного материала или проволоки используется переменный ток. Использование пониженной плотности тока позволяет получать тонкие, прозрачные окисные пленки, превосходящие по прозрачности пленки аналогичной толщины, полученные при стандартных значениях плотности тока.
Длительность процесса
Продолжительность процесса анодирования зависит от требуемых значений толщины пленки, а также используемой плотности тока. Для чистого алюминия это соотношение можно предложить в виде:
Толщина пленки, мк. = (Плотность тока, а/дм2 Х Время, мин.)/3
Соотношение является приблизительным, т. к. на продолжительность процесса может зависеть от типа сплава и режима обработки.
Рабочий процесс
Технологический процесс анодирования отличается от процессов нанесения гальванических покрытий прежде всего тем, что рассеивающая способность электролитов анодирования значительно выше, чем у электролитов, использующихся при процессах хромирования, меднения, цинкования или никелирования металла. Эффективная рассеивающая способность при активном перемешивании позволяет получать равномерные по толщине пленки на всей поверхности изделий, включая внутренние поверхности отверстий и пазов.
В остальном технологический процесс анодирования аналогичен процессам электрохимического нанесения покрытий – изделия погружают в предварительно нагретый электролит на подвесах или зажимах, детали не соприкасаются друг с другом, расстояние до катода должно быть не менее 15 см. (для габаритных изделий значения выше). Затем включается перемешивание раствора и подается ток. В обычных условиях площадь катода должна быть равна площади анода, сечение катода должно быть достаточным для обеспечения требуемой плотности тока.
По окончании процесса прекращают подачу тока и незамедлительно извлекают изделия из гальванической ванны. Изделия промывают в проточной воде и сушат.
Материалы украшений
Черная сталь — это хирургическая сталь 316 покрытая с применением PVD-процесса (метод напыления покрытия, тонкой пленкой в вакууме). Покрытие является сверхстойким к царапинам.
Анодированная сталь — при анодировании сталь приобретает более яркие и красочные цвета. Анодированная хирургическая сталь не совместима с пирсингом языка!
Титан степени 23 (6AL-4V-ELI), прошел все мировые тесты и признан лучшем в мире сплавом для хирургических целей. Обладает антикоррозионными и антитоксичными свойствами. Украшения из G23Ti могут быть использованы для всех видов первичного пирсинга, в соответствии с Европейской Никилевской Директивой от 2001 года. G23Ti биосовместим и может быть анодирован в различные цвета.
Золотые украшения 14 карат (585 проба) и 18 карат (750 проба), не содержат примесей никеля.
Биофлекс — превосходный материал для пирсинга. Подлежит стерилизации на пару и биосовместим. Абсолютно безопасный и антиаллергенный материал. Не содержит примесей никеля и соответствует стандартам Европейской Директиве по Никелю. Обладает гибкими свойствами. Биофлекс один из видов медицинского акрила, прошел USP (фармакопею США), прошел тест класса VI на биосовместимость. Биофлекс соответствует изложенным нормам и требованиям Европейской Фармакопеи 1997 года.
Уникальность ПТФЕ состоит в том, что он обладает гибкостью, не теряя своей упругости, биологически нейтрален и абсолютно устойчив к коррозии(химически устойчив). Может быть нарезан любой длинной и подлежит стерилизации (выше 260 *). Период заживления первичного прокола пирсинга при использовании ПТФЕ гораздо меньше благодаря своей гипоаллергенной формуле. Совместим с любыми шариками.
В органических пирсинг украшениях используется костная и роговая часть буйвола. При производстве ни одно животное не пострадало
Пирекс (Боросиликатное стекло) — стекло обычного состава, в котором заменяют щелочные компоненты в исходно сырье на окись бора. Этим достигается повышенная химическая стойкость и малый коэффициент температурного расширения. Таким образом, оно не подвержено погодным условиям и исключает примерзание к уху или треску. Гипераллергенно.
Акрил — непрочный материал. Например, при попадании в алкоголь дает трещину и мутнеет. Применяется только на заживленный пирсинг.
Анодирование титана в домашних условиях — Металлы, оборудование, инструкции

Перевёл alexlevchenko92 для mozgochiny.ru
Анодирование титана является чрезвычайно интересным и полезный занятием, которое очень легко выполнить своимируками в домашних условиях.
Анодирование используется в промышленности для повышения (коррозионной) стойкости металлов.
Кроме того оно также используется в качестве декоративного украшения ювелирных изделий (благодаря широкому спектру получаемых цветов).
Анодирование металла
- Характеристики
- Процесс
- Материалы
-
- Алюминий
- Титан
- Сталь
- Медь
- Анодирование дома
В современном мире имеется большое количество методов обработки металлов и металлических изделий. Они применяются и в промышленных масштабах, и в домашних условиях.
Характеристики анодирования
Анодирование представляет собой процедуру образования на поверхности различных металлов оксидной пленки путем анодного окисления. Наращивание оксидной пленки осуществляется в проводящей среде. На поверхности металла такая пленка держится достаточно хорошо.
Наращивание оксидной пленки может осуществлять и благодаря методу повышения температурного режима. Однако при этом она получается низкой по прочности и не держится длительное время. Благодаря электрохимическому способу образования оксидной пленки она получается оптимальной толщины и отлично держится на поверхности материала.
Анодированию можно подвергать разные виды металлов. Основным требованием является то, что они должны иметь возможность образовывать только один оксид. Он должен обладать максимальным уровнем устойчивости.
Если металл обладает способностью образовывать сразу несколько оксидов, это может привести к тому, что пленка просто начнет трескаться и не появится защитного эффекта.
Именно по этой причине только на редких промышленных объектах встречаются случаи анодирования железа или меди.
Кроме того оксидная пленка на поверхности металлов должна обладать пористой структурой. Это необходимо для того, чтобы электролиты лучше в нее проникали.
В результате получается, что лишь небольшая часть всех имеющихся на земле металлов способны удовлетворять данным параметрам. К ним относятся алюминий, тантал, титан.
В промышленной и бытовой сфере чаще всего встречается обработка при помощи анодирования алюминиевого материала.
Процесс анодирования
Технология анодирования различных видов металлов является несложной. Главное только иметь под рукой все необходимое для ее осуществления.
Она осуществляется в несколько этапов:
Подготовка металлов к образованию оксидной пленки.
На данном этапе проводятся подготовительные работы для анодирования. Они заключаются в том, чтобы тщательным образом очистить и отмыть поверхность металла. Сначала удаляются все загрязнения и налеты. Затем при помощи воды или специальных растворов проводится промывка материала. После этой процедуры его необходимо высушить.
На данном этапе осуществляется подготовка раствора с кислой или любой другой средой и подключают к положительному плюсу источника тока.
Покрытие поверхности металлов или их сплавов оксидной пленкой.
На данном этапе осуществляется погружения металла или изделии я из него в приготовленный раствор.
Материалы для анодирования
Сегодня для анодирования используются различные металлические материалы.
В настоящее время выделяются такие виды анодирования в зависимости от используемых материалов, как:
Анодирование алюминия
Данный процесс сегодня встречается чаще всего. Он заключается в покрытии оксидной пленкой алюминиевого материала. Алюминий в процессе опускается в кислую среду, и к нему проводится положительный плюс источника тока. В результате на материале появляется тонкая оксидная пленка.
Анодирование титана
Всем известно, что титан относится к категории металлов, которые нашли широкое применение в промышленности, но они обладают низким уровнем износостойкости. Для придания ему прочности и устойчивости к разным условиям окружающей среды применяется процедура анодирования. При этом вся анодная обработка металла осуществляется в кислой среде при температуре от 40 до 50 градусов Цельсия.
Анодирование стали
Анодирование стали является сложным процессом. Для этого используется либо щелочная среда, либо кислая. В результате образуется оксидная пленка, которая придает высокий уровень прочности.
Анодирование меди
Медь является достаточно гибким видом металла. Для придания ей прочности используются различные методы. Одним из них является анодирование. Благодаря помещению медного материала в кислую среду, на поверхности образуется плотная пленка оксида, которая придает материалу большое количество полезных характеристик.
Как почернить алюминий в домашних условиях — Металлы, оборудование, инструкции
Сущностью процесса анодирования является наращивание оксидного покрытия, которое на алюминии и его сплавах выполняет защитную функцию от воздействий среды. Другое название – анодное оксидирование. Кроме того, оксидирование применяют для повышения эстетичности внешнего вида изделий.
Устраняются поверхностные дефекты– небольшие царапины, мелкие сколы. Можно имитировать покрытие драгоценными металлами или повысить адгезивные свойства. Покрытие можно наносить не только на производстве, но и дома.
Анодирование алюминия в домашних условиях пользуется большой популярностью у домашних умельцев. В изделиях, подвергнутых анодному оксидированию, повышается стойкость защитного покрытия.
Анодирование алюминия
Общие сведения о технологии анодирования
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.
Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
Результат анодирования алюминияЧерное анодирование алюминия
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа.
Черный алюминий широко используется в строительстве и отделке.
Подготовка электролита
Растворы кислот считаются небезопасными реактивами, поэтому для проведения анодирования алюминия в домашних условиях прибегают к другому типу раствора. Для его приготовления используют соль и соду, которые всегда есть под рукой.
Для приготовления электролита берут две пластмассовые емкости. В них наводят солевой и содовый составы, соблюдая пропорцию: на порцию соли или соды 9 порций дистиллированной воды.
Анодирование в домашних условиях
После растворения компонентов раствор выдерживается с целью оседания не растворившихся частиц на дно. При переливании в емкость для анодирования его необходимо процедить.
Способы анодирования алюминия
Разработано несколько способов обработки алюминиевых сплавов, но широкое применение нашел химический способ в среде электролита. Для получения раствора используют кислоты:
- серную;
- хромовую;
- щавелевую;
- сульфосалициловую.
Для придания дополнительных свойств в раствор добавляют соли или органические кислоты. В домашних условиях в основном используют серную кислоту, но при обработке деталей сложной конфигурации предпочтительнее использовать хромовую кислоту.
Процесс происходит при температурах от 0°С до 50°С. При низких температурах на поверхности алюминия образуется твердое покрытие. При повышении температуры процесс протекает значительно быстрее, но покрытие обладает высокой мягкостью и пористостью.
Технология твердого анодирования алюминия
Кроме химического метода в некоторых случаях используются следующие методы анодирования алюминия:
- микродуговое;
- цветное:
- адсорбцией;
- опусканием в электролит;
- опусканием в красящий раствор;
- гальваникой;
- интерферентное;
- интегральное.
Теплое анодирование
Способ теплого анодирования используется для получения основы под покраску. Покрытие пористое, но за счет этого обладает высокой адгезией. Нанесенная сверху эпоксидная краска надежно защитит алюминий от внешних воздействий.
Недостатком считается низкая механическая прочность и коррозионная стойкость покрытия. Оно разрушается при контакте с морской водой и активными металлами. Данный способ можно произвести в домашних условиях.
Процесс протекает при комнатной температуре или выше (не более 50°С). После обезжиривания заготовки устанавливаются на подвесе, который удерживает их в растворе электролита.
Анодирование продолжается до тех пор, пока на поверхности не появится покрытие молочного цвета. После снятия напряжения заготовки промываются в холодной воде. Затем детали подлежат окрашиванию. Красят их путем помещения в емкость с горячим красителем. После чего полученный результат закрепляют на протяжении 1 часа.
Показания к анодированию алюминия
Хотя большинство марок Al имеют хороший внешний вид и коррозионную стойкость во многих случаях, иногда требуется дальнейшее повышение этих свойств. Это может быть достигнуто с помощью вышеназванного процесса. Следующие сплавы лучше всего подходят для получения анодированного алюминия:
- 5XXX серия;
- 6XXX серия;
- 7XXX серия.
Покрытие из оксида алюминия может не иметь требуемой степени защиты на некоторых сплавах. Кроме того, они могут иметь слой оксида алюминия после процесса анодирования, который оставляет нежелательный цвет, такой как непривлекательный желтый, коричневый или темно-серый.
Несмотря на то, что существуют некоторые вариации от каждого сплава к сплаву, вот краткий анализ анодирования по типу серии:
1XXX – эта серия покрывает чистый Al. Он в этой серии может быть анодирован. Образующийся слой оксида алюминия, который образуется, является прозрачным и несколько блестящим. Поскольку нижележащий чистый Al является относительно мягким, обработанные предметы могут быть легко повреждены и не иметь механических свойств по сравнению с другими сериями Al-сплавов.
2XXX – эта серия используется для обозначения Al, легированного медью. Медь в этих сплавах создает очень прочный и твердый Al -сплав. Хотя медь полезна для улучшения механических свойств Al, она, к сожалению, делает эти сплавы плохими кандидатами на анодирование, матовый цвет не дает привлекательности таким изделиям.
3XXX – эта серия листового алюминия, легированного марганцем. В то время как анодированный слой обеспечивает достойную защиту Al подложки из марганца, он создает нежелательный коричневый цвет.
4XXX – эта серия состоит из Al, легированного кремнием. Анодированный материал 4XXX хорошо защищен слоем оксида алюминия, созданным в процессе анодирования
Тем не менее, важно отметить, что серия 4XXX имеет темно-серый, почти черный цвет, которому не хватает эстетической привлекательности.
5XXX – эта серия обозначает Al, который легирован марганцем. При анодировании сплавы 5XXX имеют в результате оксидный слой, который является прочным
Они превосходные кандидаты на анодирование, тем не менее, некоторые легирующие элементы, такие как марганец и кремний, должны находиться в пределах установленного диапазона для нормального протекания процесса анодирования.
6XXX – эта серия была создана для Al, легированного магнием и кремнием. Эти сплавы являются отличными кандидатами для процесса, полученный оксидный слой прозрачен и обеспечивает превосходную защиту. Поскольку сплавы 6XXX обладают отличными механическими свойствами и легко анодируются — алюминий анодированный данной серии часто применяется для конструкционных проектов.
7XXX – эта серия легированного Al использует цинк в качестве основного легирующего элемента. Очень хорошо подходит для процесса анодирования. Последующий оксидный слой прозрачен и обеспечивает отличную защиту. Если уровень цинка становится чрезмерным, оксидный слой, может стать коричневым.
 Анодированный алюминий “под золото” и “под серебро”
Анодированный алюминий “под золото” и “под серебро”
окна для рассады
Новинка подробности в офисах и по тел. +73432220202
Высокая степень теплозащиты зимой
Надежная защита от солнца летом
Прозрачность изнутри — сохранение освещенности помещения
Небольшая зеркальность снаружи
Дилером компаний «Арсенал — А» может стать организация любой формы собственности, готовая принять на себя обязательства по продаже , установке и сервисному обслуживанию пластиковых окон ПВХ и других светопрозрачных конструкций компании «Арсенал — А».
Арсенал-А Екатеринбург приглашает к сотрудничеству
в области поиска подрядов на изготовление и монтаж светопрозрачных конструкций (ПВХ и алюминиевых окон, витражей, зимних садов, фасадов). Предоставившим информацию выплачивается вознаграждение. Оказавшим содействие в заключении договора на выполнение подрядных работ компания «Арсенал-А» выплачивает %. Подробности по тел. : +7(343) 233-99-06. Готовы выполнить работы по остеклению не только на территории Екатеринбурга и Свердловской области, но и всего УрФО.