Двп: толщина и размеры листа, цена материала. что влияет на стоимость изделия?
Содержание:
- Где применяют ДВП
- Что за материал?
- Особенности изготовления ДВП
- Производство ДВП
- Виды ДВП
- Кашированные древесно-волокнистые плиты
- Подбор необходимого инструмента
- ДВП — что это такое?
- Технология изготовления ДВП мокрым способом производства
- Прочность на изгиб, поглощение влаги, звуковых волн
- Производители плит ДВП
- Категории материала
Где применяют ДВП
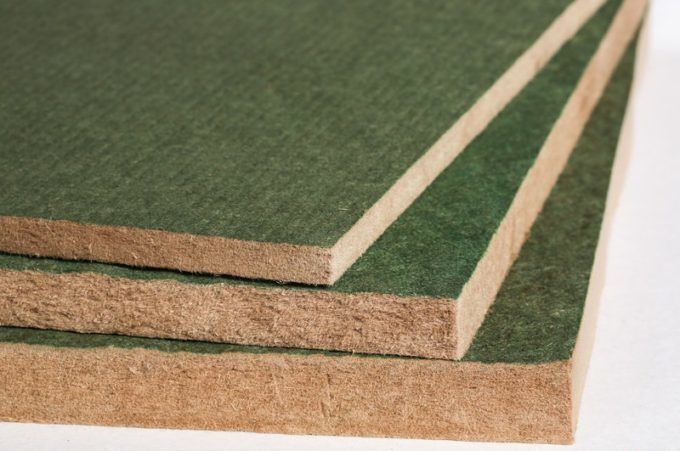
Отвечая на вопрос о том, что такое ДВП, можно сказать, что это довольно доступный материал, который различается по плотности и толщине. Буквальная расшифровка ДВП – древесноволокнистые плиты. Плотные отличаются своей прочностью, более тонкие – хорошо гнутся и используются во время отделки и обшивки кривых поверхностей.
Используют листы и при каркасном строительстве – для устранения неровностей стен и пола. Пассажирские вагоны в поездах также отделаны из листового ДВП. Благодаря своему строению, этот материал служит неплохой звукоизоляцией за счёт хаотичного расположения древесных волокон. Поэтому при поиске дешёвого материала для звукоизоляции приобретают ДВП. Для качественной отделки листы окрашивают, ламинируют и даже покрывают декоративной плёнкой.
Этот материал популярен и у производителей мебели. Обычно, его используют для вспомогательных частей – задней стенки или днища.
ДВП разной толщиныИсточник tss71.ru
Достоинства и недостатки
Многие пользователи интересуются свойствами ДВП, что это за материал и какие у него плюсы и минусы. Известны следующие преимущества древесноволокнистых плит:
- прочность;
- чистота для экологии;
- простота в обработке;
- сохранение внешнего вида в течение долгого времени;
- лёгкость покраски или лакирования.
Качественные ДВП сохраняют свой внешний вид и свойства даже при высокой влажности, не набухают после пребывания в воде. При всех плюсах материал сохраняет свою низкую стоимость.
Главный недостаток материала – ограничение при производстве. Плита не может превышать определённую толщину, что не даёт использовать листы во многих областях строительства. Низкокачественные ДВП при контакте с влагой разбухают, после сушки расходятся и приобретают волнистую форму.
Что за материал?
Древесноволокнистая плита или сокращенно ДВП представляет собой прессованный листовой материал, в котором древесные волокна связаны специальным наполнителем. Иногда используется термин фибролит, который объединяет разные типы древесноволокнистых материалов.
История возникновения начинается с 1858 года, когда был выдан патент Лайману на прообраз современной плиты. С тех пор материал и технология его изготовления постоянно совершенствовались. Горячий способ прессования плит из древесных волокон позволил Мюнху существенно улучшить их, но пока они изготавливались без связующего вещества.
Массовое производство началось после 1924 года, когда в США Мейсоном была разработана технология мокрого прессования. Так появился ДВП высокой плотности под названием «Мэйсонит». Уже в 30-х годах 20-го столетия он покорил Европу и начал активно использоваться в строительстве в качестве утеплителя и отделочного материала.
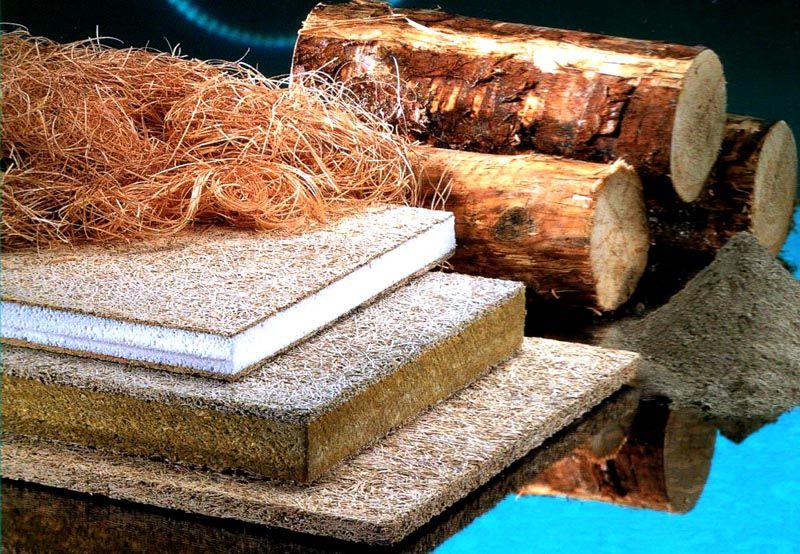
Особенности ДВП связаны с технологией его изготовления. В качестве сырья используются отходы лесопилки и деревообработки, различная древесная щепа и растительная костра, которые превращаются в древесные волокна на дефибраторах.
Наполнителем служат синтетические смолы, добавляемые в количестве 5-9%, а для улучшения свойств добавляются гидрофобизаторы (канифоль, церезин, парафин), антисептики и антипирены. Смесь раскладывается в виде ковра и прессуется горячим способом.
В конечном итоге в зависимости от состава ДВП может иметь плотность в широком диапазоне от 200 до 1100 кг/м³. После сушки остаточная влажность материала не превышает 11-12 %. Низкая теплопроводность (от 0,045 до 0,09 Вт/мхград) позволяет использовать его в качестве утеплителя.
Плюсы и минусы
Можно выделить такие преимущества ДВП:
- достаточно высокая прочность;
- экологическая чистота;
- отсутствие деформации от старения;
- влагоустойчивость;
- простота обработки;
- возможность надежного крепления с помощью обычных крепежных элементов (гвозди, шурупы);
- возможность нанесения практически любых защитных или декорирующих покрытий.
Плиты не набухают даже при длительном пребывании в воде и могут эксплуатироваться при влажности выше 60%. Главный плюс материала – низкая стоимость.
Недостатки связаны в основном с невозможностью изготовление плит большой толщины. По технологическим причинам она не превышает 10-12 мм, что несколько ограничивает области использования. Соответственно и высокую прочность панелей обеспечить невозможно, несмотря на то, что удельная прочность материала достаточно высока.
Особенности изготовления ДВП
Дешевизна ДВП объясняется во многом тем, что изготавливаются плиты из отходов, оставшихся после деревообработки — это опилки, кора, щепа и костра. И утилизация – и одновременно получение доходов от этого!
Вот так может выглядеть сырье для изготовления плиты ДВП на этапе его первичной обработки
Подготовленное сырье до его переработки тщательно промываются, затем просушивается, после чего поступает в специальные машины — дефибратор и рафинатор, где производится измельчение сырья на мельчайшие волокна и частицы. Измельчение может быть буквально до микроскопической или более крупной фракции — в зависимости от марки изготавливаемой продукции.
Следующий этап зависит от дальнейшего способа обработки, а их существует два. По сути, оба они представляют собой прессование подготовленной массы в особых температурных и барических условиях. — под давлением в 3÷5 (30 ÷ 50 технических атмосфер!) при температуре, превышающей 300 градусов. За счет таких экстремальных воздействий сырье уплотняется, и отдельные частицы скрепляются между собой. Перед отправкой на прессовку в материал добавляются компоненты, придающие ему определенные качества — связующие смолы, антипирены, гидрофобизаторы и другие.
Ну а само прессование может быть сухим и мокрым:
Процесс сухого прессования позволяет получить плиты, имеющие толщину в 12÷15 мм. В сырье добавляются синтетические смолы, служащие связующим веществом для измельченного сырья. Время прессования сухой массы зависит от заданной толщины и класса будущего материала, в среднем оно составляет 3÷5 минут.
ДВП сухого прессования отличается тем, что обе его стороны имеют гладкую поверхность.
В сухую массу добавляется меньшее количество дополнительных компонентов, так как они не вымываются водой при уплотнении сырья. Этот фактор снижает стоимость материала. Однако следует помнить, что слишком дешевые плиты, получаемы по этой технологии, изготавливаются из не слишком качественного сырья. А в качестве связующего вещества в них используются формальдегидные смолы, выделяющие токсичные испарения, чрезвычайно опасные для здоровья человека.
Мокрый способ прессования — наиболее экологичный, так как плиты производится иногда вообще без применения синтетических добавок. А скрепление волокон сырья между собой происходит за счет естественного клеевого вещества, находящегося в древесине — так называемого лигнина.
ДВП, выполненная по технологии мокрого прессования
Этот процесс изготовления предполагает замешивание измельченного сырья в своеобразную влажную массу, которая через дозатор поступает на сетчатую ленту, на которой попадает под пресс. Благодаря сетчатой основе ленты, вода при сжатии быстро удаляется из сырья, а обратная сторона листа получает соответствующий решетчатый «оттиск». По нему, кстати, можно сразу определить, что плита выполнена методом мокрого прессования. Подобная технология получается более затратной, поэтому плиты имеет достаточно высокую стоимость.
Завершающим этапом при изготовлении ДВП после стадии прессования является так называемое дозревание материала в специальной камере, где на плиты воздействуют повышенные температуры и строго выдержанный влажностный режим. В этой камере материал находится несколько часов — в течение этого срока частицы и волокна склеиваются и спекаются между собой, благодаря чему материал получает однородность и прочность.
Затем ДВП перемещается в другую камеру, где происходит процесс доведения его уже до установленной влажностной нормы.
На последней стадии листы ламинируются, окрашиваются, или же поступает потребителю без отделки.
Производство ДВП
Увеличение стоимости ресурсов и забота об экологическом состоянии окружающей среды заставляет многих производителей изобретать все новые строительные материалы и внедрять технологии, которые позволяют существенно экономить сырье без особого ущерба для качества конечной продукции. Ярким показателем таких изменений является сфера производства мебели, где на смену натурального массивного дерева пришли различные синтетические материалы.
 Листы ДВП широко используются в мебельном производстве.
Листы ДВП широко используются в мебельном производстве.
Первая импортная мебель, которая была ввезена в нашу страну во второй половине двадцатого века своей эстетичной и прочной конструкцией показала, что для изготовления можно использовать отходы от переработки дерева. Дальнейшее развитие технологии производства ДВП позволило приблизить внешний вид материала к натуральному дереву, облагородив плиты специальной пленкой, схожей по фактуре с древесиной. Производство ламинированных ДВП возрастало в геометрической прогрессии. Сегодня этот материал можно приобрести по весьма доступной цене. Размеры листа ламинированной ДВП различны и удовлетворят любой, даже самый нестандартный, запрос потребителя.
Виды ДВП
Существует множество признаков, классифицирующих древесноволокнистые плиты. Подробную характеристику целесообразно приводить основным показателям, необходимым для понимания нюансов при подборе материала и дальнейшей работе с ним.
Плиты, в зависимости от технологии обработки поверхности делятся на:
- Не облагороженные, частично облагороженные или с двухсторонним облагораживанием;
- Нешлифованные или шлифованные;
- С окрашенной или облицованной рабочей поверхностью. Например, покрытые лакокрасочными или ламинирующими составами.

По сфере применения ДВП можно разделить на:
- Общего назначения. Такие материалы используются для черновой отделки, они не имеют специализированных защитных покрытий, обладают средними показателями плотности, теплопроводности и гигроскопичности.
- Специального назначения. Эти древесные изделия обладают свойствами, характерными для выполняемых с их помощью технологических операций. Например, битумированные плиты обладают повышенными показателями устойчивости к влаге. Трудносгораемые листы используются для помещений с присутствием влияния повышенных температур.
Виды ДВП, характеризующиеся определенным свойством, принято обозначать маркой — уникальным разрядом, объединяющим образцы одного типоразмера со схожими физическими и технологическими показателями. В зависимости от плотности волокнистые ДВП условно делятся на мягкие и твердые.
Мягкая пористая плита ДВП
Эти древесные плиты применяются в качестве теплоизоляционного материала. Благодаря пористой структуре они обладают низкими теплопроводящими характеристиками и небольшим весом. Плотность мягкой ДВП от 100 до 400 кг/м3. Они имеют хорошие звукоизоляционные показатели. Состав пористых ДВП отличается отсутствием большого количества клеящих синтетических смол.
Вид этих плит маркируется заглавной буквой М.И подразделяется на классы, в соответствии с показателями плотности М — 1,2,3.
Твердая плита ДВП
Этот вид характеризуется высокими физико-механическими свойствами. Отличительной чертой является показатель плотности.
- Сверхтвердые образцы отличаются плотностью от 950 до 1100 кг/м3. Разрушающая нагрузка работы на изгибание таких плит от 33 до 50 мПа. Маркируются буквами СТ.
- Твердые плиты используются для устройства полов в условиях эксплуатации с повышенными показателями влажности, так как имеют пониженный порог уязвимости к разбуханию, составляющий 10 %. У некоторых образцов это значение может достигать 20 %. Их маркировка обозначается буквой Т. Их плотность варьируется до 800 кг/м3. Также выделяются добавочные буквенные обозначения, определяющие способ обработки поверхности. Например с тонкодисперсным покрытием (Т — С) или с подкрашенной поверхностью (Т — П).
- Полутвердые образцы имеют плотность до 600 кг/м3. Они используются для отделки и изготовления внутренних элементов мебели, не подвергающихся воздействию влаги.
Благородная ДВП
Эти древесные плиты имеют облагороженную поверхность, которая значительно улучшает их декоративные характеристики. Их принято обозначать сочетанием букв ДВПО — древесноволокнистая плита облагороженная.

Их поверхность покрыта специальным ламинирующим составом, который может имитировать древесный рисунок или быть затонированным в определенный цвет. Они имеют схожие с твердыми плитами технологические характеристики.
Кашированные древесно-волокнистые плиты
Кашированные плиты ДВП получают путем приклеивания на поверхность декоративных облицовочных материалов. Каширование ДВП производится в заводских условиях:
- холодным способом, при этом листы ДВП сначала обрабатываются щеточными валиками, затем на них наносится клей и рулонный отделочный материал. Для прочного соединения поверхность прокатывается специальными вальцами. После затвердевания клея в процессе просушки, листы складируются и могут быть отправлены на реализацию.
- горячее каширование (термокэширование) предполагает предварительный нагрев обрабатываемых плит перед нанесением на них клеящего состава. Для разогрева используются инфракрасные излучатели. Кроме того, прикатывание декоративной пленки тоже происходит горячими валами (каландрами). В результате качество (и, соответственно, цена) полученной продукции получается гораздо выше.
Обычно плиты, подвергнутые кашированию поверхности – гладкие, фактурное теснение (эффект апельсиновой корки, древесных волокон и т.п.) им не придается.

Кашированное ДВП
В качестве клеящего материала используется мочевидно-формальдегидные смолы или расплавы.
Технология каширования, по сравнению с процессом ламинирования имеет все же более упрощенную схему. Поэтому цена мебели, выполненной из кашированного ДВП несколько ниже. Однако следует учесть, что ее износостойкость, сопротивление ультрафиолету и механическая прочность тоже уступают ламинированным изделиям.
Подбор необходимого инструмента
Прежде чем приступать к обработке поверхности ДВП следует заранее собрать весь инструмент, который может для этого понадобиться. Это позволит закончить работы с минимальными усилиями и в кратчайшие сроки – ведь в середине процесса не придется отвлекаться на то, чтобы найти нужную вещь.
Итак, для покраски потребуется:
- Меховой малярный валик (поролоновый не подойдет).
- Кисточка для краски (валиком везде достать не получится).
- Кювета, в которую можно будет макать инструмент.
- Шпатель (если планируется использовать герметик).
- Пылесос (после затирки поверхность потребуется очистить).

После того, как инструмент будет собран, можно приступать к подготовительным работам. Здесь имеется очень важный момент: перед тем, как производить какие-то работы с ДВП вначале требуется довести листы до определенного уровня влажности. В противном случае со временем они могут пойти волной, испортив весь пол. Сделать это достаточно просто — смачиваем теплой водой оборотные стороны листов, а после складываем их по парам и оставляем на сутки.
ДВП — что это такое?
С чего все начиналось? Стоит отметить, что до появления древесных композитов, выход изделий из массива древесины в лучшем случае составлял всего 40%, остальные 60% дерева уходили в отходы. Сегодня цифра отходов составляет всего 10-12%, во многом благодаря появлению композитных материалов, основу которых составляют отходы древесины от основного производства. Немцев не зря считают бережливой нацией, именно в Германии, в 1930-х годах появилась ДСтП – древесно-стружечная плита, чаще ее называют ДСП.
Ее основу составляли отходы от производства: щепа и стружка, пропитанные фенольными смолами. Первые образцы композитов были достаточно непрочными, обладали рядом недостатков, кроме того были несколько ядовиты, так как связующее , на основе фенольных смол, выделяло в атмосферу вредные вещества. Сегодня от этих проблем удалось избавиться. Современные композиты прочны, влагостойки и абсолютно безвредны для человека: что ДСП, что ДВП. Это касается и всех материалов на их основе.
 ОСБ, ДСП и прочие композиты
ОСБ, ДСП и прочие композиты
Не все знают, какими особенностями обладает материал ДВП. Что это за сырье, как его производят и где применяют постараемся выяснить далее.
Древесноволокнистая плита представляет собой листовой материал изготовленный методом горячей прессовки основы из древесного волокна, пропитанной связующими смолами. Используется в строительстве, в отделке жилых помещений, в производстве мебели и в промышленном производстве. Область применения композитных материалов на основе древесного волокна широка, и её не охватить в рамках одной статьи. Древесноволокнистые плиты ДВП есть в любом современном помещении, это может быть лист, уложенный на пол в качестве подложки под ламинат, отделка стен дачи и задние стенки шкафов в вашей квартире.
 Древесное волокно
Древесное волокно
Технология изготовления ДВП мокрым способом производства
Изготовленная в рубительной машине щепа обязательно сортируется на трехуровневых ситах: размер верхнего сита 39×39, нижнего 5×5 мм. Крупную фракцию доизмельчают на дезинтеграторах. В производство ДВП идет щепа без мятых кромок, с длиной частиц 10-35 мм, с толщиной не более 5 мм, с углом среза 30-60 градусов. Содержание гнили допускается не более 5 %, минеральных включений не более 1 % , коры не более 15 %.
Оптимальная влажность щепы перед размолом 50-70 %, при истирании она снижается примерно на 30 %.
Основой изготовления качественных плит является высокое качество древесного волокна, однородность свойств и геометрических размеров. Первичный горячий размол щепы осуществляется в дефибраторах, вторичный – в рафинёрах или конических мельницах. Внешний вид системы размола Defibrator приведен на рис. 1. Она состоит из пропарочного бункера (камеры), со шнековым питателем, подогревателя, шнековой подающей системы и размольной установки. Пропарочный бункер предназначен для выравнивания температуры и влажности массы щепы с повышением температуры до 80-90 С. Воздействие пара на щепу делает ее менее ломкой, смягчает реакцию на динамические нагрузки. В зону размола могут подаваться добавки специального назначения: гидрофобизаторы, модификаторы и др.
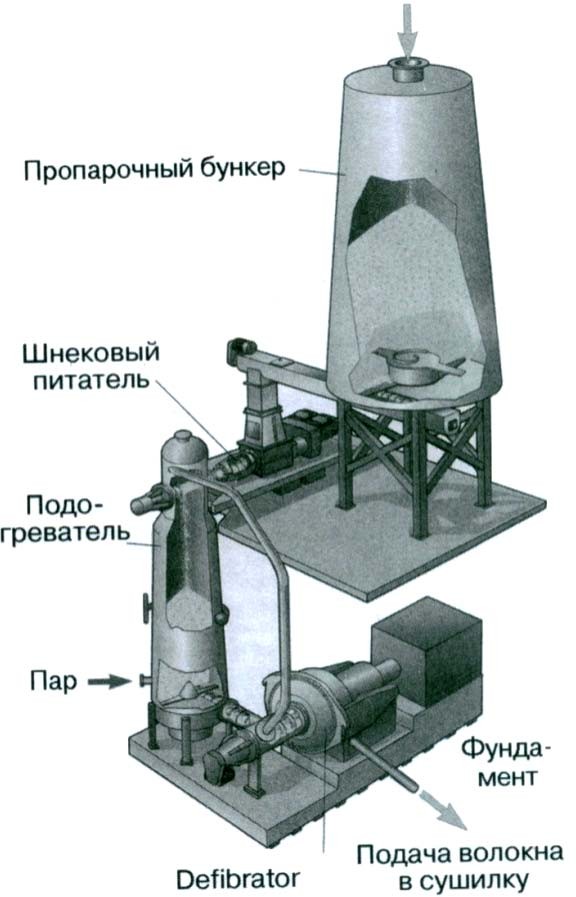
Рис. 1. Система размола Defibrator
Степень размола массы измеряется на аппарате «Дефибратор-секунда», характеризуется в градусах помола и имеет обозначение ДС. Для твердых плит степень помола должна быть в пределах 22-28 ДС, для мягких 28-35 ДС.
На рис. 2 видно, как различаются волокна, вышедшее из дефибратора и рафинера.
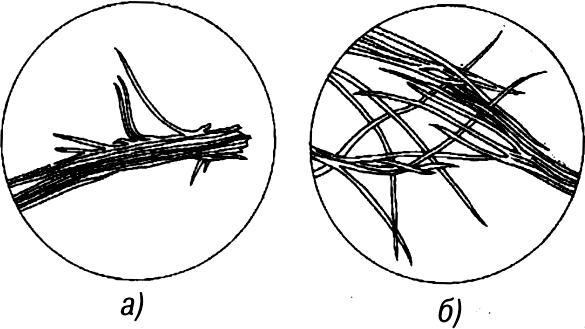
Рис. 2. Древесные волокна после размола: а) в дефибраторе; б) в рафинере
Древесноволокнистый ковер формируется в воздушной среде по сухому способу производства или в водной среде по мокрому способу производства. Взаимодействие сформированных в ковер древесных волокон между собой происходит в условиях горячего прессования при изготовлении твердых, полутвердых ДВП или при сушке (для мягких плит).
При мокром способе производства (рис. 3) готовую массу помещают в массный бассейн, где концентрация волокна перед отливом устанавливается в пределах 0,9-1,8 %. Обезвоживание ковра происходит последовательно фильтрацией, отсосом и отжимом. Горячее прессование происходит на поддонах с использованием сеток для создания условий удаления воды и пара. Температура прессования плит 200-215 С, давление 5,0-5,58 МПа на фазе отжима с последующим снижением на фазе сушки и повышением на заключительной фазе – закалке.

Рис. 3. Схема технологического процесса твердых и сверхтвердых плит: 1 – щепа; 2 – круглая древесина и кусковые отходы; 3 – рубительная машина; 4 — циклон; 5 – сортировка щепы; 6 – дезинтегратор; 7 – ёмкость для связующего; 8 – ёмкость для парафина; 9 – ёмкость для серной кислоты; 10 – мешки с эмульгатором; 11 – эмульсатор; 12; 13; 14 – расходные ёмкости соответственно для осадителя, парафиновой эмульсии и связующего; 15 – бункер щепы; 16 – установка для мойки щепы; 17 – ленточные конвейеры; 18 – расходный бункер для щепы дефибратора; 19 – дефибратор; 20 – рафинатор; 21 — рафинаторный бассейн; 22 – массный бассейн; 23 – ящик непрерывного проклеивания; 24 – отливная машина; 25 – пресс, 26; 35 – загрузочное и разгрузочное устройство; 27 — вагонетка; 28 – траверсный путь; 29 – камера термообработки; 30 – камера увлажнения; 31 — емкость для пропитывающего состава; 32 – пропиточная машина; 33; 34 – роликовые конвейеры; 36 – форматно-обрезная установка; 37 – электропогрузчик; 38 – склад готовой продукции
Сверхтвердые плиты получают введением дополнительной операции пропитки отпрессованных плит маслами, после чего плиты поступают на термообработку. Термообработку отпрессованных плит в специальных камерах проводят при температуре 160-170 С.
Схема получения мягких ДВП по мокрому способу производства аналогична схеме получения твердых плит. Однако отсутствуют такие операции как горячее прессование плит окончательная термообработка (рис. 4).
Производство ДПВ по мокрому способу организуется таким образом, чтобы минимизировать потребление воды. Объем сбрасываемых стоков находится на уровне 3 м3/т плит.

Рис. 4. Схема технологического процесса изготовления мягких плит: 1 – конвейер для подачи щепы; 2 – дефибратор; 3 – рафинатор; 4 — мельница третьей ступени размола; 5 – промежуточный массный бассейн; 6 — расходный массный бассейн; 7 – ящик непрерывной проклейки; 8 – отливная машина; 9 – загрузочное устройство; 10 – роликовая сушилка; 11 – форматно-обрезная установка; 12 – штабель плит склада готовой продукции.
Прочность на изгиб, поглощение влаги, звуковых волн
Более чем в 10 раз отличается у ДВП различных групп стойкость к изгибающим нагрузкам. Мягкие листы марки М-3 способны благополучно выдержать воздействие около 0,5 МПа, в то время как самые твердые выдерживают 47 МПа.

Нормативным документом не прописаны ограничения величины возможного разбухания и влажности изделий мягкого вида ДВП. Лимитируется только верхний предел значений концентрации влаги, равный 12 %.
Влажность остальной продукции составляет 3-4 %, а величина разбухания варьируется от 19 до 23 %. Максимальная концентрация влаги в материале не может превышать 10 %.
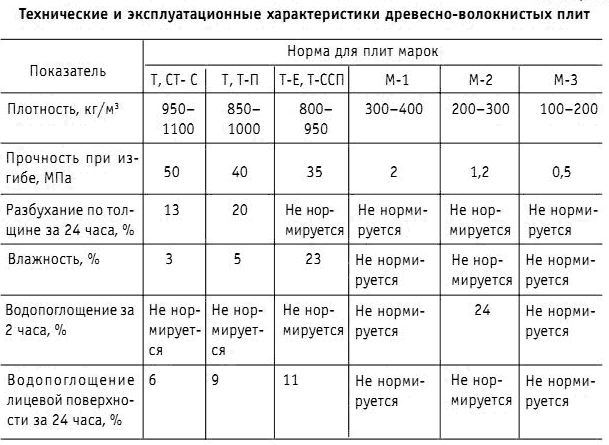
В стандарте указаны требования к способности поглощения воды всей плиты и ее лицевой поверхности в частности. Для плотных изделий регламентирована величина механической силы, прилагаемой перпендикулярно плоскости листа.
Потребителей часто интересует способность панелей поглощать аудиоволны. Стандартом показатели звукоизоляции не оговариваются, но, анализируя структуру материала, можно сделать вывод – мягкие виды смогут поглощать звуковые колебания в минимальной мере, твердые – в значительной степени.

Производители плит ДВП
ДВП АртСтройСиб
Тем не менее, ниже приведен небольшой список деревообрабатывающих компаний, чья продукция славится качеством. Это – не рейтинг, и никаких мест никому не присваивается. Просто если в поисках ДВП читатель вдруг увидит упоминаемые ниже фирмы – он может на этом и остановится.
Отличным качеством славится продукция ОАО «Изоплит»
ОАО «Изоплит» (г. Обоянь Курской области) изготавливает ДВП плиты по технологии «мокрого» прессования, имеющие маркировку «ТСА», а также изделия с печатным декоративным рисунком. Продукция полностью соответствует нормам ГОСТ 4598-86.
В Зауралье одним из лидеров по деревообработке и производству стройматериалов, в том числе ДВП, является компания «АртСтройСиб» из Новосибирска.
- Компания «АртСтройСиб» предлагает твердый вариант ДВП разной толщины и размеров, произведенный путем сухого горячего прессования. Продукция имеет только положительные отзывы.
- ООО «Вятка-Лес-Инвест» производит обычные плиты, без декоративного слоя, разных габаритов и толщины. Качество — на уровне, продукция пользуется широким спросом.
Высококачественные листы ДВП в ассортименте предлагает ОАО «Борисовский ДОК» из Беларуси
ОАО «Борисовский ДОК», Республика Беларусь производит по технологии сухого прессования ДВП толщиной 3,6; 3,2; 3,0 и 2,5 мм, форматом 2500×1230; 2440×2050; 2440×1845 и 2440×1220 мм. Продукция комбината востребована в том числе в странах Евросоюза, а это, с их жесткими стандартами, говорит о многом. А сам завод имеет уже более, чем вековую историю.
Бобруйский завод приводит не только листы ДВП, но и другие детали, например, круглой или кольцеобразной формы.
«Бобруйский завод ДВП», также из Республики Беларусь, считается одним из крупнейших на всем постсоветском пространстве. Соответственно, и предлагаемый им ассортимент, наверное, удовлетворит самых взыскательных заказчиков. Предприятие изготавливает плиты с покрытием тонкодисперсной массой и природными красителями
Важно, что эта компания полностью отказалась от технологии использования связующего на базе формальдегидов. Вся ее продукция на 100% считается экологически чистой!
* * * * * * *
Кроме этих предприяти,й материал производит множество других компаний. Отзывов, как правило, о строительных материалах такого типа оставляется немного, и по ним судить — почти невозможно. Поэтому при выборе ДВП остается ориентироваться только на характеристики производителя, которые он указывает в сопроводительных документах, а также на визуальную оценку качества и сохранности материала.
Завершим публикацию небольшим видеороликом, также полностью посвященным особенностям этого материала – ДВП.
Категории материала
Технология производства зависит от 3-х главных параметров — толщина, фактура и плотность. Готовые компоненты помещают в формы и прессом (холодным или горячим) придают изделиям законченный вид.
В состав плит оргалита включены отходы деревообработки, в основном это щепа, переработанная до состояния волокон. Связующими ингредиентами служат канифоль, синтетические полимеры и парафин.
Разберём свойства материалов из каждой категории.
Мягкий: напоминает войлок
Таблица размеров:
| Длина, мм | Ширина, мм | Толщина, мм |
| 1220 | 1220 | 8; 12; 16 |
| 1600 | ||
| 1800 | ||
| 2500 | ||
| 2700 | ||
| 3000 | ||
| 5500 |
Мягкий оргалит хоть и не обладает выдающимися показателями прочности, но вполне подходит для решения типовых задач:
-
Теплоизоляция комнат, которые находятся внутри мансард.
-
Отделка и шумоизоляция стен из кирпича, железобетона.
-
Подложка под ламинат и другие виды напольных покрытий.
По степени пористости, материал подразделяется на марки от плотных к более мягким:
-
М-1.
-
М-2.
-
М-3.
Главное полезное свойство мягкого материала — гипоаллергенность. В процессе производства плит используют минимум химических компонентов, поэтому воздух в помещении остаётся свежим и безопасным даже при высоких температурах.
Полутвёрдый: похож на плотный картон
Таблица характеристик:
| Длина, мм | Ширина, мм | Толщина, мм |
| Для макс. длины 6100 мм | ||
| 2140 | 1220; 1525; 1830; 2140 | 6; 8; 12 |
| 2440 | ||
| 2745 | ||
| 3050 | ||
| 3355 | ||
| 3660 | ||
| 6100 | ||
| Для макс. длины 5500 мм | ||
| 1220 | 610; 1220; 1700 | 6; 8; 12 |
| 1700 | ||
| 1830 | ||
| 2050 | ||
| 2350 | ||
| 2440 | ||
| 2745 | ||
| 3050 | ||
| 3660 | ||
| 5500 |
Полутвёрдый оргалит гораздо прочнее и плотнее мягкого. Его применяют на мебельных производствах для обивки торцевых стенок, выдвижных ящиков.
При толщине от 7 до 12 мм плиты идут на нужды сборки упаковочных материалов, способных выдержать деформацию и серьёзные механические нагрузки. В редких случаях ДВП подкладывают под линолеум или ковролин.
Твёрдый: прочный и без пор
Табличные значения размеров:
| Длина, мм | Ширина, мм | Толщина, мм |
| Для макс. длины 6100 мм | ||
| 2140 | 1220; 1525; 1830; 2140 | 2,5; 3,2; 4; 5; 5 |
| 2440 | ||
| 2745 | ||
| 3050 | ||
| 3355 | ||
| 3660 | ||
| 6100 | ||
| Для макс. длины 5500 мм | ||
| 1220 | 610; 1220; 1700 | 2,5; 3,2; 4; 5; 6 |
| 1700 | ||
| 1830 | ||
| 2050 | ||
| 2350 | ||
| 2440 | ||
| 2745 | ||
| 3050 | ||
| 3660 | ||
| 5500 |
При значительной толщине от 2,5 до 6 мм твёрдые древесностружечные плиты применяют для обивки лёгких щитовых дверей. Как правило, лицевую сторону материала покрывают декором: плёнками из синтетики с фактурным, однотонным или геометрическим рисунком.
Существует 7 марок материала:
-
Т. Без декора.
-
Т-С. Фасад с тонким гладким покрытием.
-
Т-В. Повышенная влагостойкость.
-
Т-СВ. Комбинация Т-С и Т-В.
-
Т-П. Одна сторона покрашена.
-
Т-СП. Т-П плюс Т-С.
-
НТ. Низкая плотность.
Сверхтвёрдый: максимальная жёсткость
Характеристики в таблице:
| Длина, мм | Ширина, мм | Толщина, мм |
| Для макс. длины 6100 мм | ||
| 2140 | 1220; 1525; 1830; 2140 | 2,5; 3,2; 4; 5; 6 |
| 2440 | ||
| 2745 | ||
| 3050 | ||
| 3355 | ||
| 3660 | ||
| 6100 | ||
| Для макс. длины 5500 мм | ||
| 1220 | 610; 1220; 1700 | 2,5; 3,2; 4; 5; 6 |
| 1700 | ||
| 1830 | ||
| 2050 | ||
| 2350 | ||
| 2440 | ||
| 2745 | ||
| 3050 | ||
| 3660 | ||
| 5500 |
Сверхтвёрдый материал достаточно прочный. Из него можно формировать такие конструктивные элементы, как межкомнатные перегородки и арки. Плиты подходят для электромонтажных работ без использования высоковольтного оборудования.
Различают 2 марки материала:
-
СТ. Повышенной твёрдости без декора.
-
СТ-С. Лицевая сторона с тонким гладким покрытием.
Зачастую ДВП этой категории с одной стороны покрывают декором (кэшируют). Покрытие отличается повышенной устойчивостью к истиранию и обладает солидной защитой от влаги. При этом на фасадную часть во время производства наносят несколько декоративных слоёв.
Ламинированный
Табличные параметры:
| Длина, мм | Ширина, мм | Толщина, мм |
| 2440; 2745; 2850 | 1220; 1700; 2070; 2140 | 2,5 |
| 3 | ||
| 3,2 | ||
| 4 | ||
| 5 | ||
| 6 |
Среди сортов оргалита есть не только те, что предназначены для черновых работ, но и плиты с презентабельным внешним видом, пригодные для финишной отделки.
Ламинированные листы покрыты облицовкой из синтетических смол, которая отличается повышенной защитой от истирания и влаги. Для выбора материала достаточно определиться с форм-фактором:
-
Стандартный лист. Универсальный тип. Подойдёт для всех видов облицовочных работ.
-
Под плитку. Впишется в любой интерьер, где будет органично выглядеть плитка.
-
Под вагонку. Главная особенность — соединение типа «шип-паз». Для потолков и полов.