Рейтинг лучших фрез для ручного фрезера на 2021 год
Содержание:
- Виды по конструкции
- Фрезы для ручного фрезера по дереву: конструктивные особенности
- Типы лезвий
- Рейтинг лучших
- Фрезы фигирейные
- Как ухаживать за фрезами?
- Размеры и диаметр хвостовика
- Виды по конструкции
- Описание
- Назначение
- Как ухаживать?
- Как сделать своими руками?
- Классификация
- Фрезы кромочные
- Фрезы комбинированные
- Как ухаживать за фрезами и что следует знать
- Советы по установке и снятию
- Что это такое?
- Виды фрез
- Как выбрать?
Виды по конструкции
С модульным наконечником фрезы дороже по стоимости, чем монолитно исполненные. Тем не менее пользователи предпочитают именно первый вариант – работа с такими резаками даёт определённую степень свободы по сравнению с монолитными изделиями.
Сборные
Сборные деревообрабатывающие резаки содержат установленную в инструмент опорную часть стандартного формата. Режущие острия размещены на её конце.

Монолитные
Монолитный резак обладает остриями, выточенными непосредственно на рабочей основе инструмента. Деформироваться настолько, чтобы отделиться окончательно, остриё не имеет возможности, несмотря на повышенные обороты привода и особо твёрдые сорта древесины. Но монолитный резак нельзя заточить повторно – при затуплении он попросту выбрасывается. Быстрорежущая сталь при обработке дуба или самшита способна затупиться уже после трёх сеансов резки заготовок.

Со сменными режущими кромками
Резаки этого подвида обладают гораздо большим сроком службы из-за особенностей геометрии построения. Кромки двусторонние – мастеру это позволяет перевернуть рабочую часть резака наоборот, когда одна из сторон затупилась и режет заготовки хуже. Сменно-режущая фреза выгоднее вдвое для пользователя, чем односторонняя.

Фрезы для ручного фрезера по дереву: конструктивные особенности
Ассортимент фрез для деревообработки на прилавках российских магазинов достаточно широк. Но если говорить о конструкции, то по этому признаку можно выделить три основных типа:
- Сборная фреза – это болванка с приваренными к ней режущими элементами. Технология изготовления таких насадок довольно проста, что явилось причиной их лидерства по количеству продаж – основная масса продаваемых насадок именно такого типа.
- Насадки со сменными режущими элементами. У таких фрез кромки заточены с двух сторон, что позволяет перевернуть насадку, если одна сторона затупилась, и продолжать обработку.
- Монолитная фреза представляет собой цельный элемент, кромки которого выточены в основании. Сломать подобную фрезу практически невозможно, однако несколько заточек приводят её в негодность.
Типы лезвий
Лезвия ответственны за высокое качество работы как таковое. Они определяют, насколько оперативной и эффективной окажется обработка заготовок у мастера.
Твердосплавные лезвия (HSS, высокоскоростная сталь) или быстрорежущие (HM, трудно поддающийся затуплению металл) – зависит от того, насколько больший, к примеру, перегрев заготовки и резака при работе образуется в ходе работ. Так, HSS легче переносят перегрев – их рабочий диапазон температуры значительно выше. Из-за этого их острия труднее затупить, а значит, работают они заметно дольше, позволяя обслужить большее количество заготовок. Деревянные заготовки не требуют твердосплавных резаков: допустимо применить и обычные быстрорежущие изделия.


В частности, вертикальные фрезы режут дерево на части, наклонные – отшлифовывают детали, удалив в процессе обточки лишние слои древесины. Для тонкой шлифовки применяются спирально-ножевые резаки. У срезающих резаков обработка в итоге дает идеально гладкую плоскость детали, где сколов и неровностей практически нет – дошлифовывание не нужно.


У пазовых фрез присутствует возможность проделать на выпиливаемой заготовке центральные или расположенные ближе к краю отверстия или канавки – так, идеально они подходят для формирования шипов и пазов. Достоинство пазных резаков – выставление ширины реза при неизменном диаметре хвостовика. Пазные резаки подразделяются, в свою очередь, на дополнительные подтипы.
-
Прямой резак – наиболее простое изделие. Его форма – ровный цилиндр. При работе образуется строго прямоугольная канавка в древесине.
-
Галтельная фреза: в продольном разрезе этот инструмент обладает U-образной формой.
Однако есть и V-образная разновидность галтельного резака
Стенки в обоих случаях обладают небольшим наклоном, что важно при прорезании непрямоугольных пазов
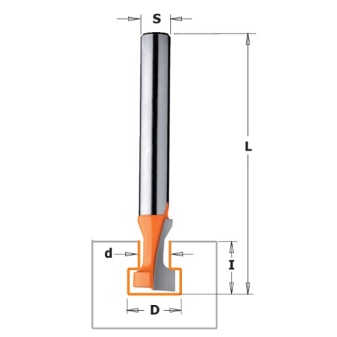
Пазовые конструкционные – Т-образные и «ласточкин хвост» – рассчитаны на прорезание фигурных канавок с плавными и резкими гранями одновременно. Первая обладает продольным разрезом изделия в виде буквы «Т», вторая – лепестками, в совокупности с остальными частями изделия напоминающими реальный хвост ласточки.
Фигурная фасонная фреза имеет строение рабочей части, напоминающей фигурные скобки. Паз, выемка, прорезаемые ею, обладают характерным для изделия заглубленной и заострённой центральной вогнутостью. Обработка заготовки фигурной фрезой производится по краям или ближе к центру детали: инструмент справится и с той, и с другой задачей.
Рейтинг лучших
Не считая китайских производителей, фрезовая продукция представлена различными фирмами:
-
Bosch;
-
Hahnreiter;
-
Walter;
-
CMT;
-
JET;
-
SGS;
-
Micro100;
-
Best Carbide;
-
Onsrud;
-
Kyocera;
-
XEBEC;
-
Mitsubishi;
-
NS Tool;
-
Dijet;
-
Yestool;
-
TnC SHARK;
-
Dine.
В России стремительную популярность завоевала компания «Энкор». «Энкоровские» инструменты – народная марка за последние несколько лет. Но есть и иные компании чисто российской локации:
-
«Инструмент-М»;
-
«Корвет»;
-
«Глобус»;
-
«Волжский инструмент».
Сомневаться в том, что это не Китай, не приходится – металлургические комбинаты Урала со времён СССР поставляют качественную сталь для производства фрез и резаков всевозможных типов и назначения.
Общемировой рейтинг фрезерующих резаков выстроился следующим образом.
|
Товарный знак |
Число модификаций |
Диаметр хвостовика |
Область использования |
|
«Энкор» |
6 |
12 |
Выделка филёнок |
|
HAMMER 222-005 |
12 |
8 |
Сращивание деталей |
|
Fit |
6 |
6 |
Выделка фасок |
|
Stayer |
12 |
6 |
Выделка кромок и филёнок |
Фрезы фигирейные
Востребован для неординарной, художественной работы. Есть обязательно подшипник, который эффективен с фигурными и прямыми деталями.
Фигирейные горизонтальные
Филенка — трудный в получении тип поверхности. Используются производственные фигирейные вариации, снимающие ограничения вставок. Опорный подшипник дает преимущество, так как препятствуют смещению.
Фигирейные вертикальные
Универсальные инструменты, позволяющие выполнить плинтуса. Ширина и глубина определяется настройками оборудования.
Концевые выполняются с поводком. Оснастка не требуется.

Дисковые фрезы
Их нечасто применяют при работе с деревянным сырьем. Предназначение — металл. Происходит распилка. Если поверхностность угловая, то выполняет роль шлифовки. Отдельно отмечают мастера качество и остроту дуг.

Как ухаживать за фрезами?
Чтобы фреза служила как можно дольше, очень важно следить за надежностью ее фиксации на станке. Любые проявления биения на повышенных оборотах приводят к расколу лезвия
Чтобы этого не допустить, нужно крепко зажать фрезу перед работой, а затем в процессе обработки детали время от времени останавливаться и проверять крепость её фиксации, так как во время обработки заготовок она может ослабеть. Нужно правильно подбирать инструмент. Не стоит использовать фрезу, плотность которой соответствует жесткости обрабатываемой поверхности. В этом случае интенсивность стирания будет идентичной, и режущая кромка очень быстро сядет. Еще одним требованием является корректный подбор скорости. Обычно на упаковке инструмента производитель указывает допустимую частоту вращения. Если разогнаться до большего уровня, это приведет к отколу зуба или перегреванию металла.
Не стоит забывать о том, что во время обработки металл имеет свойство нагреваться. Поэтому время от времени нужно останавливать станок для полного остывания. При обработке металлических заготовок дополнительно можно использовать смазку. По завершении работ необходимо очищать лезвия от налипшей стружки. Хранить инструмент нужно в герметичном боксе, не допуская контакта с водой и влажным воздухом. Если инструмент утратил свою остроту, использовать его нельзя. Затупленное лезвие приводит к быстрому перегреву металла, и это вызывает порчу всего инструмента в целом – в этом случае никакая заточка его уже не спасёт.
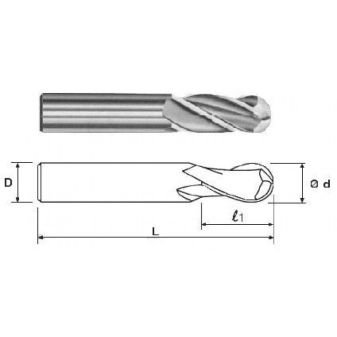
Размеры и диаметр хвостовика
Без хвостовика фреза не закрепится надёжно в зажимном патроне привода устройства. Выпускаются фрезы с коническим и цилиндрическим хвостовиками. Для предупреждения лишнего прокручивания на хвостовик наносится лыска. Дело в том, что, когда фреза – да и любой инструмент, даже обычное сверло – начинает прокручиваться, она в этом месте перегревается. Слои стали снимаются один за другим. Инструмент расцентровывается, и появляется вибрация, быстро довершающая своё чёрное дело – резак в итоге сломан. Для зацепления за лыску цанги предусмотрен специальный промподшипниковый комплект, служащий упором. В ходе износа обнаружив, что фреза всё же понемногу скользит в патроне, мастер заменяет сам подшипник. Диаметр фрезы – 6-12 мм, у определённой модели фрезера он свой. Промежуточное значение диаметра хвостовика фрезы – к примеру, 8 мм. Нестандартный диаметр – 4, 7 или 20 мм. Заграничные аналоги резаков измеряются по хвостовику в дюймах, в которых, как известно, не десятичная, а двоичная, «пополамная» система: полдюйма, четверть, ?, 1/16 и 1/32 часть.

Резаки с «дюймовым» диаметром не рекомендуются для использования в отечественных фрезерах, особенно советского производства. Впрочем, попытки установить в миллиметровую цангу дюймовый хвостовик не дадут никакого результата. К тому же небольшое расцентровывание всей сборки, кроме поломки, способно привести мастера к травме.

Виды по конструкции
Фреза как инструмент (резак) обладает первоначальными техническими характеристиками. Хвостовик и резцы – основные части фрезы. Наиболее высококачественными выпускаются инструменты из цельнолитой или цельновыточенной (кусковой, или брусковой) стали. Второй вариант изготовления фрез – совмещение определённых частей, их диффузное слияние методом сваривания или спайки. Оба метода легко достижимы в условиях производства – первый демонстрирует большую износостойкость, а из-за сложности выточки, гравировки он более дорогостоящий, чем второй.
Цельнолитые фрезы выдерживают большую нагрузку, неприхотливы при длительной работе. Фреза-монолит выплавляется из твердосплавной стали: показатель твёрдости по шкале Роквелла примерно равен 60 единицам. Режущая часть фрезы после литейных работ затачивается при помощи других, более твердосплавных и прочных фрез, либо на специальном затачивающем станке.


У сборной фрезы режущая часть, выполненная из высокопрочной и твёрдой стали, напаяна или точечно вварена на «болванку». По сути, при заметном перегреве пайка может развалиться, что сразу же бросается в глаза при ровном изломе. Сломанную фрезу можно запаять самостоятельно, используя более тугоплавкие припои (не путать с оловянно-свинцовыми) и специальный паяльник, но по прошествии некоторых сеансов работы режущая часть отвалится повторно.
Ручной станок требует использования фрез с добавлением медно-серебряных включений – такой резак является более качественным, чем простой стальной, по твёрдости цветмет значительно уступает стали. Удобство сменяемости наконечников оценят мастера, чья работа поставлена на широкий поток. Быстросборные фрезы дают возможность установить на одну болванку режущие части двух и более типов. Такая сборка со сменными ножами применяется при выполнении более сложных работ по вытачиванию деталей.
Описание
Станок без фрез, как перфоратор без буров и свёрл: он бесполезен, пока не подберётся оптимальная для конкретного вида и этапа предстоящих работ фреза. Она, в свою очередь, представляет собой резак, позволяющий вырезать произвольные выемки и фигурные отверстия. При этом сохраняется плавность линий и гладкость обработки, труднодостижимые при работе пилой и болгаркой с обычным пильным диском по дереву, перфоратором со сверлящими коронками и простыми свёрлами.
Особенность фрез по дереву – наличие большого количества размеров, видов и разновидностей разрезающих рёбер и кромок. Доступна также обработка деревянных и пластиковых материалов сбоку и по оси вращения. Оснастив фрезер программатором на основе числового программного управления (получится станок с ЧПУ), мастерство начинающего изготовителя предельно приблизится к совершенству.
Отличие ручного инструмента от жёстко установленного на верстаке – универсальность. В отличие от простого копирования нескольких десятков разновидностей однотипных деталей ручной фрезер даёт возможность для полёта фантазии мастера. Достаточно лишь подобрать набор фрез более или менее универсальных для нескольких видов разнотипных работ. Несквозные отверстия создать на стационарном станке затруднительно – ручным станком мастер лучше контролирует усилие направляющей контур выемки при помощи своих рук.
Ручной фрезер даёт возможность исполнить художественную обработку. Если мастер ещё и неплохой художник, оформитель, и кисть в его руках становится как бы частью его самого, он обладает «чувством плавных линий» и способностью сделать простое красивым в авторском стиле, то набор фрез для его станка станет отличным подарком для него.
Назначение
Фрезы используются для обработки половой доски, дверей, мебельных фасадов, евровагонки, фанеры, кованых и металлических изделий. Чаще всего они идут в ход при работе с металлом или деревом, реже требуются модели по пластику и камню. Инструмент для металла нужен при обработке алюминиевых, стальных, а также чугунных заготовок. Они могут быть цельнолитыми либо сборными, обычно выполняются из быстрорежущей стали. При обработке древесины используются другие типы фрез – они имеют меньшие габариты, так как древесина сама по себе мягкий материал. При этом они характеризуются более высокой оборачиваемостью. Обычно их вставляют в стационарные станки или ручные фрезеры.
Фрезы позволяют выполнять следующие типы работ:
- изготовление углублений разных форм, гнезд и копирование по шаблону;
- придание кромки заданного профиля;
- формирование зубчатого профиля для продольной склейки;
- снятие слоя металла;
- создание фигурной поверхности для филенок.


В зависимости от функционала фрезы подразделяют на несколько разновидностей.
Пазовые – режущая поверхность у такого инструмента распространяется на боковую и торцевую стороны. Они позволяют формировать глухие или продольные гнёзда, углубления под необходимые детали и пазы.


Как ухаживать?
Не держите резаки во влажных местах с агрессивной средой (соли, щёлочи, кислотные пары в воздухе и прочее). Быстрорежущая сталь – ржавеющая; резаки из цельной нержавейки стоят дорого и весьма редки. Кислота и щёлочь разъедят даже победитовую кромку.
В целях порядка содержания и оперативности, скорости, эффективности работы резаки рекомендуется хранить в их оригинальных коробках-пеналах. Это похоже на содержание сборных отвёрток с насадками: инструменты должны быть всегда доступны.

Работая с металлами и их сплавами, регулярно смазывайте места реза и сам резак индустриальным маслом – так инструмент прослужит дольше. Хотя это, по сути, расходник, это не означает, что он должен работать в режиме перегрузки и постоянного масляного голода, перегрева: инструментарий быстро тупится (а то и ломается) при небрежной работе.
Регулярно подтачивайте резаки – при первых признаках неэффективной работы: скрипе, лязге, скрежете, писке при работе, перегреве, рваных отверстиях и выемках в процессе обработки деталей.
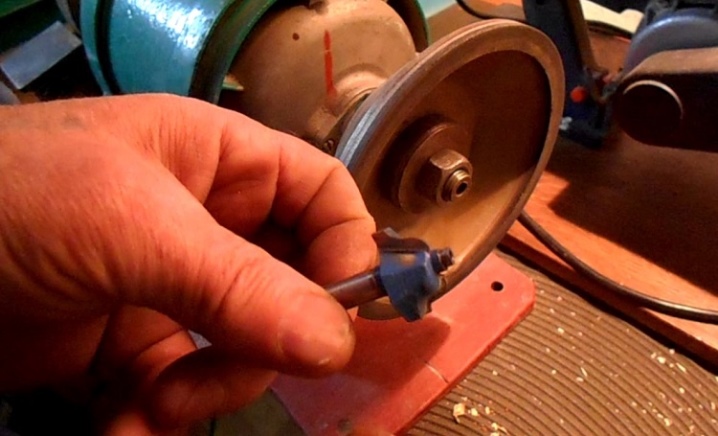
Как сделать своими руками?
Изготовление фрезы своими руками возможно только в том случае, если вы имеете навык работы с металлом, и у вас есть доступ к специальному токарному инструменту. В домашних условиях изготовление фрез с для работы по металлу ограничивается изменением диаметра режущей части или перешлифовкой лезвия. Любое более глубокое вмешательство требует применения промышленного оборудования, поскольку в этом случае придется выполнить такие сложные процедуры, как:
- отпуск металла;
- придание формы, заточка и затылование на станке;
- закалка фрезы.
Для выполнения таких работ требуется профессиональная подготовка и навыки подобных работ, мало кто из домашних мастеров соответствует этим требованиям. Поэтому в быту обычно ограничиваются только самыми доступными процедурами, предполагающими изменение исходного состояния заготовки.

Классификация
Определившись с характером работ и сталью, из которой сделана фреза, мастер обращает внимание на назначение изделия. По его области применения та или иная фреза относится к одному из следующих видов и разновидностей резаков:
-
торцевые резаки применяют для обработки торцевых граней заготовки;
-
конические – служат для обточки древесины любого сорта и породы под произвольным углом;
-
V-тип используется для вырезания надписей и стачивания фасок под углом в 45°, прорезания V-пазов в заготовках;
-
дисковые – прорезают горизонтальные пазы и канавки произвольной ширины и глубины, облегчающие отрезную работу по дереву;
-
профилированные – позволяют художественно дополнить изготавливаемый элемент интерьера, декора;
-
фальцевые – фрезеруют четверти;
-
калёвочные, в свою очередь, сглаживают острые кромки и рёбра;
-
резаки типа «ласточкин хвост» формируют шипы под конкретный паз;
-
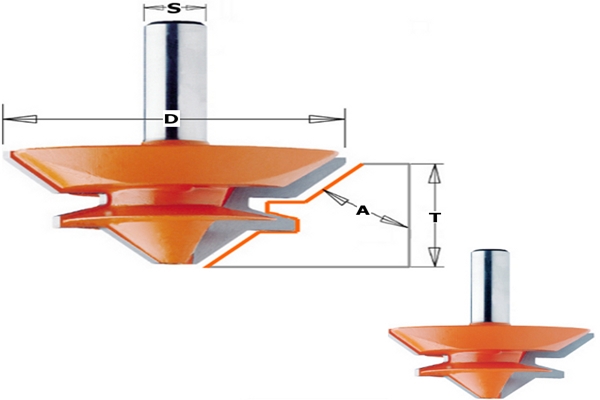
фигирейные – позволяют обработать филёнки для дверей старого образца, выполненных из сплошных сборных элементов, но филёнка – не только элемент двери или дверцы шкафа;
-
галтельные – формируют желоба на узких гранях и кромках деталей и заготовок.


Кроме вышеописанных видов резаков, выпускают и комбинированные – сочетание фрезы для формирования шипа и паза. Это позволяет, к примеру, прошпунтовать одинаковые по ширине и толщине обрезные доски, чтобы те при сборке легко входили одна в другую и создавали непродуваемые ветром и сквозняками соединения, применяемые, скажем, при сборке потолочного настила в жилых помещениях.
Шаровой, или сферический со скруглённой головкой, резак служит для декоративной резьбы по дереву. Несколько отличающиеся по расположению режущих элементов, их структуре фрезы дают возможность обработать (Л) ДСП, ламинат, ДВП, МДФ-композит, а также сформировать деревянные ручки и «набалдашники», оформить планки тумб и шкафов, облагородить перила, поручни и деревянные парапеты.


Наконец, погружаемые резаки дополнительно подфрезеровывают пазы на нужную глубину.

Фрезы кромочные
Чаще всего изготавливаются с подшипником, который позволяет обрабатывать кромки и торцы заготовок не только посредством настройки опорного стола, но и по шаблону.
Кромочные прямые
Для получения плоскости торца заготовки, перпендикулярной пласти (верхней части обрабатываемой детали). При наличии на фрезе подшипника можно обрабатывать кромки округлой формы. Сам подшипник может быть настроен заподлицо к режущим лезвиям или иметь больший/меньший диаметр, что расширяет возможности использования оснастки.
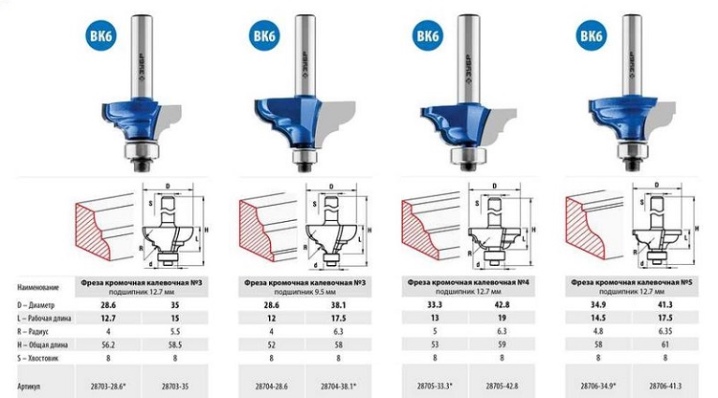
Кромочные калевочные
Для получения прямой, дугообразной или волнистой фигурной кромки – в зависимости от используемой части фрезы можно смягчить ребро заготовки, скруглить его (двойные фрезы позволяют делать это за один проход), сделать кромку с фальцем и губкой или получить полустержневой выступ. Широко используются для изготовления орнаментов сложной формы
При выборе двойной фрезы надо обращать внимание на возможность регулировки расстояния между режущими лезвиями
Кромочная колевочная регулируемая фреза.
Кромочные фальцевые
Используются при необходимости выбрать паз прямоугольной формы или четверть на ровной или изогнутой заготовке. Применяя двойной проход, получают шип нужного размера. Глубина выборки регулируется положением фрезеровочной машины или упорным подшипником.
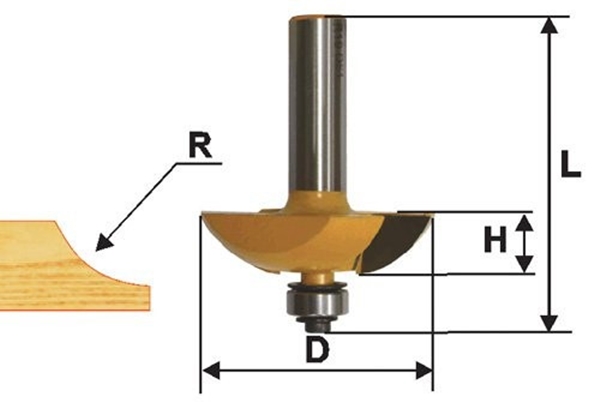
Кромочные конусные
В зависимости от угла наклона кромки фрезы, они используются для подготовки заготовок перед соединением, получения декоративной фаски или для обработки деталей мебели, которые затем будут соединены в изделия круглой (многоугольной) формы.
Кромочные галтельные
Применяются для получения паза округлой формы на кромке прямой или фигурной заготовки. Для исключения возможности перекоса фрезы, изготавливается с двумя подшипниками. Результат работы получается такой же, как и при использовании пазовых галтельных фрез, но в ряде случаев кромочные применять гораздо удобнее.
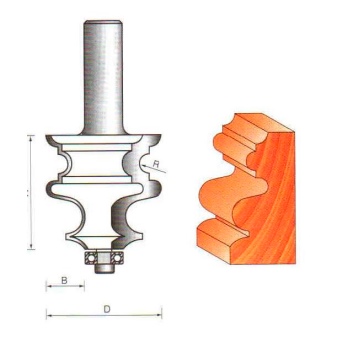
Кромочные фигурные
Другое название – мультипрофильные. Так как они достаточно массивные и одновременно работают с большой площадью заготовки, применение таких фрез рекомендуется на фрезеровочных машинах мощностью не меньше чем 1600 Ватт. Для работы используется весь профиль фрезы сразу или в различных комбинациях, что позволяет получать кромку стандартной или заданной мастером формы.
Кромочные полустержневые
Прямое назначение фрезы – обработка кромок заготовок для получения полукруглого выступа. Также есть много дополнительных способов применения – к примеру, если обработать такой фрезой прямоугольную заготовку с двух сторон, то она станет стержнем. Кроме этого с ее помощью получают профили с фаской и кромкой сложной формы, а также шарнирные соединения (при обработке заготовки в паре с галтельной или калевочной фрезой).
Фрезы комбинированные
Используют модели для объединения двух заготовок. Сделать это возможно по торцу или кромке. Сочетают преимущества шаровых и пазовых, при этом дополнительно шлифуют и расширяют плоскость.
Комбинированные универсальные
Получают паз-шип, которые находятся напротив. Не сменяются, как это бы было в случае работы стандартными методиками.
Пазо-шиповые
Конкретно такие вариации нужны для произведения паза в заготовке первой, а шипа во второй. Размеры подгоняются идентичными, дополнительных манипуляций не требуется.
Для изготовления вагонки
Принцип действия похож на предыдущий, но оснастка позволяет получить фигурные выемки паза и шипа с увеличенной рамой соприкосновения. Это в результате улучшает соединение деталей.
Комбинированные рамочные
Включают упорные подшипники, режущие ножи, фиксатор и шайбу, установленные на общей платформе. Исполняются в мультикомплексных работах. Не вынимаются деталь фреза, достаточно выставить настройки.
Как ухаживать за фрезами и что следует знать
Наборы продаются в специальных фанерных ящичках со специальными гнездами для установки фрез. Ухаживать за таким инструментом проще всего — надо защитить их от контактов с атмосферной влагой. Проще всего поместить контейнер в полиэтиленовый пакет, что обеспечит надежную защиту от сырости. Отдельные элементы хранят в собственных упаковках (если есть) или в отдельных контейнерах.
Для них также следует обеспечить максимальное отсутствие влаги, в чем поможет полиэтиленовый пакет или герметичная коробка. Хранить их следует в сухом отапливаемом помещении, иначе при внесении в теплую мастерскую они сразу отпотеют и покроются капельками водяного пара.
Мнение эксперта
Кузнецов Василий Степанович
Советы опытных владельцев единодушны — специального ухода за режущим инструментом такого типа не требуется, надо лишь обеспечить условия для хранения.
Приходилось ли вам работать ручным фрезером по дереву?
Постоянно!Не довелось
В заключение следует отметить:
Для того, чтобы использовать наиболее качественный и надежный инструмент, надо иметь некоторый опыт обращения с продукцией разных фирм. Нередко самые дорогие модели уступают по качеству более дешевым образцам. При этом, для ответственных и чистых работ надо применять изделия ведущих производителей, которые демонстрируют наибольшую эффективность и отсутствие изъянов поверхности.
- УШМ с регулировкой оборотов и плавным пуском. Рейтинг моделей
- Электролобзик: как выбрать, характеристики, рейтинг моделей
- Аккумуляторные шуруповерты: рейтинг моделей, советы по выбору
- Сучкорезы для обрезки деревьев. Разновидности и рейтинг лучших моделей
Советы по установке и снятию
Тщательно, правильно закрепите режущий инструмент в станке, как это указано в инструкциях к прибору.
Перед началом работы запустите станок без заготовки: биений в разные стороны быть не должно.
Не пытайтесь установить резак при запущенном станке. Это не дрель и не шуруповёрт – придерживание патрона при фиксации резака во время вращения может привести к тяжёлой травме руки. В отличие от саморезной биты или сверла, резак – инструмент с множеством граней. Запустившись на скорости в 10-20 тысяч оборотов в минуту, эти грани и кромки, подобно тёрке овощерезки, в месте соприкосновения сточат кожу на руке полностью.
Устанавливайте резак по хвостовой метке либо на глубину, равную длине оси в месте режущей насадки.
В процессе работы пользуйтесь штатными регуляторами глубины сверления и угла наклона резаков. Придерживайтесь рекомендаций конкретных мастеров. Например, если вы в керамограните вытачиваете рельефные буквы надписи на мемориальной доске для входа здания, то не превышайте глубину и углы обточки выемок, указанные в инструкции.
Не пренебрегайте техническим пылесосом. Скопившаяся и несвоевременно удалённая пыль, крошка может сделать обточку незавершённой. Либо работа будет проделана с ошибками, испортившими заготовку.
Снять резак допускается, лишь отключив станок. Действия по высвобождению фрезы выполняются в обратной последовательности.

Что это такое?
Фреза – режущий инструмент, который нашел свое применение при обработке древесины, металла, реже камня или пластика
Фреза крепится в специальных ручных или автоматизированных установках, задающих ее вращение, что важно для обработки деталей. Фреза получила широкое распространение при формировании на заготовках срезов различных форм, глубины и длины
При помощи этого устройства можно выполнять канавки, отверстия, а также снять верхний слой материала нужной толщины.

Конструкция любой фрезы включает несколько основных элементов:
- рабочие детали;
- хвостик;
- центральное отверстие;
- торцевые зубья с канавками;
- шейки;
- удлинитель (по необходимости).
Фрезы бывают однозубыми и многозубыми. Каждый резец имеет острое лезвие, а также две поверхности – переднюю и заднюю. Механизм действия фрез сводится к тому, что станок вращается с высокой скоростью при одновременном передвижении заготовки. При их взаимодействии под давлением выполняется срез верхнего слоя металла или приведение обрабатываемой заготовки к желаемой форме.

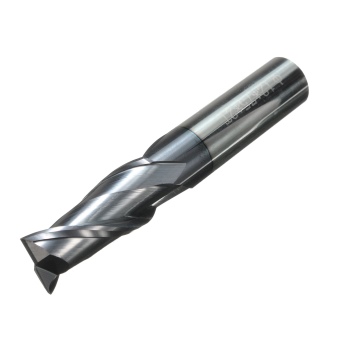
Виды фрез
Концевые фрезы – предназначены для обкатки кромок изделий. Оснащены подшипником в качестве направляющей, что позволяет делать проход фрезой на одинаковую глубину. К концевым также относят спиралевидные фрезы.

Пазовые с плоским торцом – для пробора прямоугольного паза в древесине. Не имея упора, работать такой фрезой крайне затруднительно, поэтому используются они вместе с шаблоном.

Галтельные – позволяют выбирать округлые и V-образные канавки по длине изделия. Регулируя положение фрезы, есть возможность отобрать канавки разной глубины. V- образная фреза позволяет сделать паз, стенки которого располагаются под прямым углом относительно друг друга.

Шиповая с обратным конусом – предназначена для пробора “ласточкиного хвоста”. Используется данный паз для надежного пазогребневого соединения деталей между собой.

Конусная – для обкатки кромок изделия, в декоративных целях либо в силу его конструктивных особенностей. Оснащена подшипником в качестве упора.

Калевочная – так же, как и конусная фреза, оборудована упором и предназначена для обработки кромок изделия, но получаемая кромка имеет скругленную форму, а при максимальном опускании фрезы можно получить еще и прямую линию на кромке.

Дисковые фрезы применяют для пробора паза, причем рабочей частью фрезы является не только ее торец, но и вся ее периферическая поверхность. Применяются для пробора узких глубоких пазов, например, под стекло или оргалит.

Комбинированная фреза применяется для того, чтобы выполнять две и более функций за один проход, к примеру, пазовая и шиповая.

Хотя перечисленные фрезы изготовлены с расчетом на то, что ими будут обрабатывать древесину, но в принципе позволяют работать также с фанерой, гипсокартоном, ориентированно-стружечной плитой, дсп и некоторыми другими материалами.

Как выбрать?
При выборе фрезы в первую очередь необходимо определиться с разновидностью режущего основания, формой лезвия, наличием подшипника и другими конструкционными особенностями
Именно поэтому важно заранее представлять, для каких типов работ необходим инструмент, каков объем работ, и насколько твердый материал будет обрабатываться. Обязательно потребуйте у продавца сертификат соответствия требованиям ГОСТ, так как в наши дни рынок наводнили дешевые подделки из стран Юго-Восточной Азии
Они отличаются низким качеством обработки и малым периодом использования. Если вам отказывают в предоставлении документов, сделайте покупку в другом месте. Предложение на рынке в наши дни настолько велико, что отыскать образец, соответствующий вашим требованиям, никакой сложности не составит.

В целом выбор обычно производится по следующей схеме:
- для грубой обдирки – торцовые и концевые фрезы;
- для чистовой плоскостной обработки – цилиндрические;
- для формирования канавок – дисковые, торцевые;
- для обработки углов и кромок – угловые, фигурные;
- для выборки шпоночных углублений – шпоночные;
- для вырезки сквозных пазов – Т-образные, фигурные.



















