Сущность и применение пайки металлов
Содержание:
Припои для драгоценных металлов
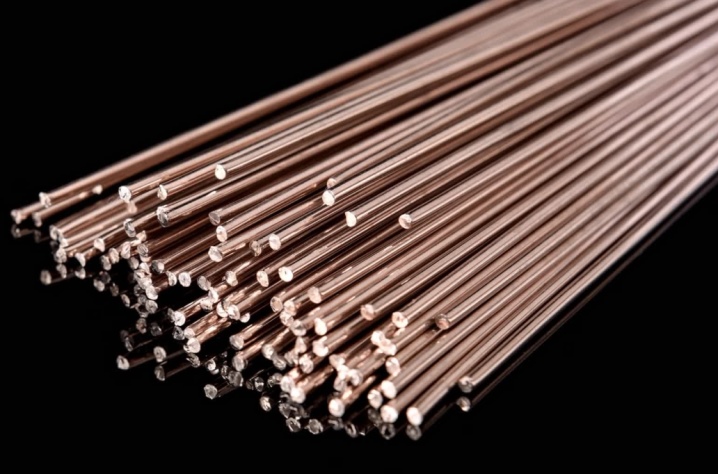
Основным материалом при пайке является припой, специальный расплавляемый сплав. Ювелирные припои имеют в своём составе драгоценные металлы.
Классификация этих сплавов осуществляется по температурной шкале их плавления. Сплавы для пайки, применяемые в ювелирном деле, обычно плавятся при температуре от 650 до 1000 ℃.
Эти относительно высокие значения температур и определяют газопламенное оборудование в качестве основного в ювелирной пайке.
 Электрический паяльник не в состоянии обеспечить нагрев до такой степени. Условно припои делятся на мягкие и твёрдые. Чем ниже температура плавления такого сплава, тем он мягче, и наоборот.
Электрический паяльник не в состоянии обеспечить нагрев до такой степени. Условно припои делятся на мягкие и твёрдые. Чем ниже температура плавления такого сплава, тем он мягче, и наоборот.
Выбор сплава для ювелирной пайки представляет особую важность и должен осуществляется индивидуально к каждому изделию. Важнейшим критерием в этом вопросе является цвет изделия
Дело в том, что в зависимости от пробы металла, из которого изготовлено украшение, а также состава добавок, применённых в сплаве, цвет материала может иметь различные оттенки.
Очевидно, что при пайке ювелирных изделий, цвет применяемого сплава должен совпадать с цветом основного материала, в противном случае, работа может быть признана браком.
С этой целью, сплав, использующийся для ювелирной пайки золотых и серебряных изделий должен иметь ту же пробу, что и материал изделия, а также по возможности близкий состав.
Готовить самому или купить
Припои могут приобретаться в готовом виде, либо готовятся самостоятельно. При самостоятельном изготовлении сплавов для ювелирной пайки, необходимые компоненты в нужных пропорциях помещаются в тигель и расплавляются пламенем газовой горелки.
Весовые доли компонентов должны быть выверены очень точно, для чего обычно используются тонкие аптекарские весы. После расплавления и перемешивания всех составляющих, из жидкого расплава отливаются прутки, для чего используются специальные формы.
Многие мастера, для удобства последующей ювелирной пайки, раскатывают прутки в тонкие пластины и нарезают их на кусочки.
Состав
 Для пайки изделий из золота используют золотой сплав, для – серебряный. В соответствии с различными стандартами, принятыми в разных странах, при изготовлении ювелирных украшений используются драгоценные металлы разных проб.
Для пайки изделий из золота используют золотой сплав, для – серебряный. В соответствии с различными стандартами, принятыми в разных странах, при изготовлении ювелирных украшений используются драгоценные металлы разных проб.
В продаже можно найти по несколько видов припоя каждой имеющей распространение пробы, которые отличаются друг от друга по составу и соответственно, по цвету.
Кроме пробы и цвета, сплавы, применяемые для ювелирной пайки должны обладать специфическими качествами, которые обеспечиваются введением в них особых добавок, иногда не содержащихся в соединяемых металлах. Например, в золотые припои могут включаться серебро, медь, цинк и кадмий.
Кроме этого, серебро ослабляет желтизну оттенка золотого сплава. Введение меди напротив, повышает тугоплавкость и твёрдость припоя и добавляет красноватые тона в его окраску.
Добавление в припой кадмия и цинка снижают твёрдость, но при этом, первый придает изделию зеленоватый оттенок, второй же, ослабляет интенсивность окраски сплава.
Кроме названных компонентов, золотой ювелирный припой может содержать никель и палладий, которые придают сплаву белый цвет. Припои, содержащие эти элементы, используются для пайки ювелирных изделий из белого золота и платины.
К припоям для пайки серебряных изделий не предъявляются столь жёсткие требования в части пробы, как к золотым. Серебряные припои изготавливаются с содержанием меньшего количества компонентов, чем сплавы для пайки золота. Кроме самого серебра, в серебряном припое обычно присутствует либо только медь, либо медь с цинком.
Типы припоев
Все припои, при помощи которых может осуществляться пайка нержавейки, делятся на две большие группы: мягкие и твердые. Одни из них подходят для посуды пищевого назначения, поскольку не содержат опасных соединений. В эту категорию входят оловянные припои без свинца в составе. Все остальные изделия можно соединять составами марки ПОС. Они довольно эффективно скрепляют детали из нержавейки технического назначения.
Листовую сталь, сплавы с медью (латунь, бронзу, чугун), другие разнородные металлы соединяют при помощи твердых многокомпонентных или серебряных припоев. Это наиболее простое решение, позволяющее получить прочное крепление элементов между собой
Чтобы лучше разобраться в особенностях каждой группы, стоит обратить внимание на популярные типы и марки составов


Мягкие
Чистое олово и оловянно-свинцовые припои обладают определенными преимуществами при пайке нержавеющей стали. Мягкие металлы имеют малую температуру плавления, позволяют не перекаливать сплав. Процесс подготовки к пайке занимает минимум времени. Соединение получается довольно прочным, но для значительных механических нагрузок не годится.
Среди мягких припоев общего назначения выделяются составы ПОС. Они широко распространены, выпускаются в различных формах и объемах. Наиболее популярными считаются следующие варианты.
- ПОС-18. В составе присутствует 18% олова, сурьма в пределах 2,5%, среди других легирующих добавок – висмут, мышьяк, медь. Остальной объем занимает свинец.
- ПОС-30. Здесь доля олова достигает 30%, сурьмы – 1,5%.
- ПОС-40. Доля свинца не превышает 58%, олово занимает около 40%, 2% объема приходится на сурьму.


Твердые
При создании соединений на ответственных, нагружаемых участках, при скреплении листового металла более эффективным решением становится использование твердых припоев. Они изготавливаются из смеси серебра, цинка и меди, в некоторых случаях в качестве добавок здесь используют также палладий, кадмий, фосфор, никель. Объемная доля благородного металла здесь варьируется от 10 до 80%, но наиболее часто применяют варианты с долей от 25 до 45%. Включение кадмия в состав в основном связано с необходимостью понижения температуры, при которой металл способен оплавляться.

Среди популярных марок таких припоев можно выделить следующие варианты:
- ПСр 25;
- ПСр 40;
- ПСр 45;
- ПСр 70.
Важно учесть, что цифра в маркировке соответствует объему серебра в составе. Чем она выше, тем ниже будет температура плавления
Например, у ПСр 10 она составляет 850 градусов по Цельсию, а у ПСр 72 – всего 779. Наличие фосфора в составе позволяет, не применяя флюсов, паять омедненные нержавеющие стали. Никель и кадмий помогают повысить текучесть припоя.
Технология пайки
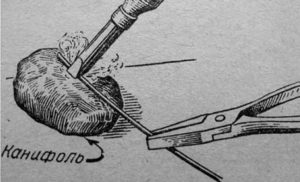
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Пайка с канифолью
 Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Припой – это сплав олова и свинца. Пайка – процесс создания электрического или механического соединения 2 металлических частей при помощи химической реакции, происходящей между расплавленным припоем и металлом, без повреждения припаиваемых частей.
Зачем нужен флюс?

Это вещество обеспечит равномерное растекание припоя по поверхности зоны пайки и создаст условия для качественной адгезии материала к металлическому покрытию. Флюсы в настоящее время классифицируются по степени воздействия на следующие разновидности:
- Неактивные (нейтральные), в составе которых отсутствуют кислоты. Помимо этого, они почти не проводят электроток.
- Активные (кислотные) флюсы.
- Защитные (антикоррозийные), цель которых — защитить зону пайки готового соединения от коррозии и разрушения.
Если возникает вопрос, для чего нужен флюс для пайки, то ответить можно так: это вещество необходимо для соблюдения технологии, поскольку оно обязательно понадобится в ходе паяльных работ. Однако способ применения состава зависит от его исходного состояния:
- если флюс находится в твердом состоянии, жало паяльника необходимо сначала окунуть в реагент, а после захватить им немного припоя;
- готовую жидкую смесь придется наносить на зону пайки с помощью кисточки;
- пастообразным веществом следует обрабатывать поверхность посредством обычной палочки.
Кроме того, флюс иногда продается в специальных тюбиках.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
 После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
 Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Сущность паяльной технологии
Пайкой называют соединение металлических деталей с помощью припоя, являющегося более легкоплавким металлом, который, будучи расплавленным, смачивает соединяемые поверхности.
 Таким образом, процесс паяния связан с нагреванием и протекает при температуре, превышающей точку плавления припоя, но не достигающей температуры плавления соединяемого металла.
Таким образом, процесс паяния связан с нагреванием и протекает при температуре, превышающей точку плавления припоя, но не достигающей температуры плавления соединяемого металла.
В процессе пайки соединяемые детали основного металла не изменяют форму, поскольку сами не подвергаются плавлению.
Прочность создаваемого соединения определяется механическими свойствами, которыми обладает припой для пайки. Когда стальные детали припаивают друг к другу, соединение всегда уступает по прочности основному материалу.
Главным препятствием для создания является окисел, образующийся на поверхности любого металла. Слой окисла не позволяет расплавленному припою равномерно смочить поверхность детали, поэтому металл должен предварительно зачищаться.
Для защиты поверхностей от окисления в процессе спаивания, применяются специальные вещества – флюсы. Для соединения разных материалов используются различные флюсы. Например, для того, чтобы , применяют буру. Флюсами для стали могут служить канифоль, паяльная кислота.
Основным процессом, сопровождающим создание паяного соединения, является нагрев заготовок. В зависимости от массы спаиваемых деталей и вида применяемого припоя, нагрев может осуществляться следующими способами:
- паяльником;
- газовой горелкой;
- высокочастотным индуктором;
- в специальных печах.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Источники
- https://www.rmnt.ru/story/instrument/kak-pravilno-pajat-pajalnikom-instruktsija-dlja-chaynikov.1256556/
- https://pochini.guru/sovety-mastera/kak-pravilno-payat-payalnikom
- https://elektroznatok.ru/tools/pajka-payalnikom
- https://Elektrik-a.su/kabeli-i-provoda/dlya-prokladki/pajka-provodov-239
- https://YaElectrik.ru/elektroprovodka/kak-payat-provoda
- https://tokar.guru/instrumenty/payalniki/kak-pravilno-polzovatsya-payalnikom-s-kanifolyu-uchimsya-payat.html
Особенности
Чтобы спаять нержавейку, может быть использован припой разных составов. Особенность заключается в том, что в таком материале преимущественно должно присутствовать олово. Мягкий припой традиционно относится к маркам ПОС. В нем преобладает содержание олова, что придает ему плавкости и тягучести.

Преимущество олова заключается еще и в том, что этот материал является превосходным раскислителем. Недостаток мягких припоев заключается в невысокой прочности получаемого соединения. В твердом припое тоже содержится достаточное количество олова. Для твердости в припой такого типа добавляется серебро. Припои с таким составом обозначаются ПСр.

Работа с припоем из олова имеет множество преимуществ.
- Доступность используемых материалов. Купить такой припой можно в большинстве магазинов по незначительной цене.
- Хорошая плавкость состава.
- Легкое проникновение материала в труднодоступные участки. Это обеспечивается хорошей текучестью состава.

Недостатки тоже имеются, но они не такие существенные. К ним можно отнести: высокую текучесть состава, незначительную прочность соединения (опять же из-за мягкости припоя). Кроме того, запаянные изделия нельзя нагревать до температуры, при которой припой начнет плавиться.
Например, если запаять чайник и поставить его на огонь, то в какой-то момент припой может просто потечь. В итоге образуется дырка на месте даже самого качественного шва.
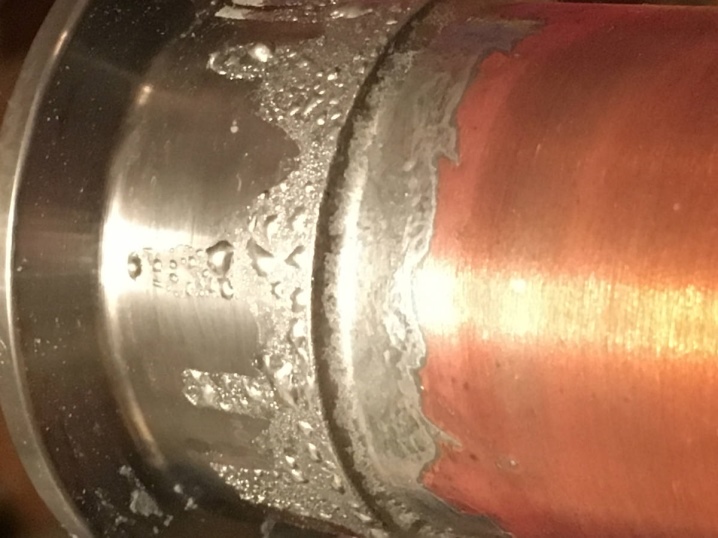
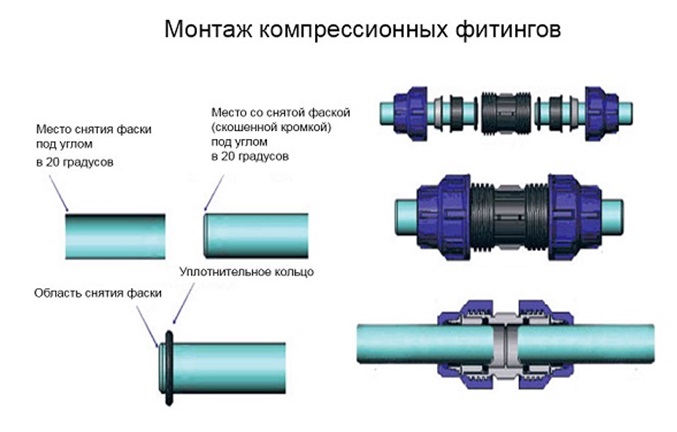
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
 ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
 ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
 Watch this video on YouTube
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
 ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
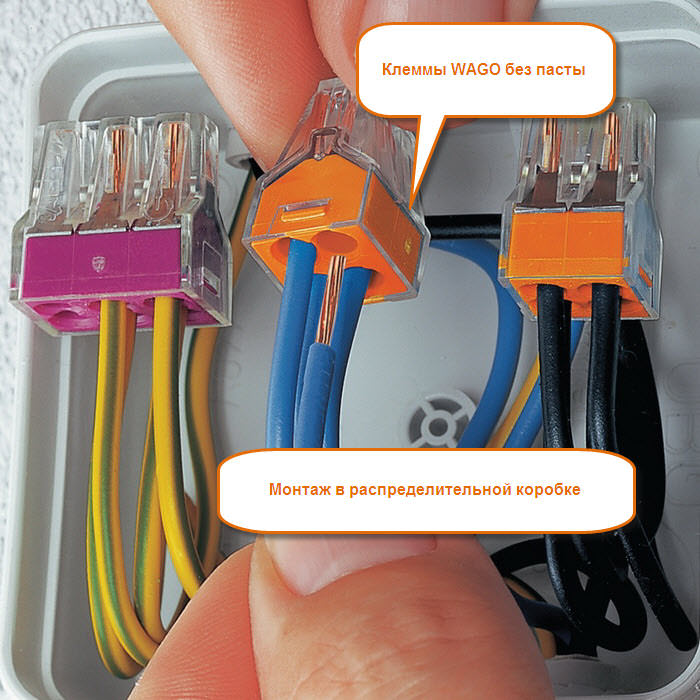
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
 ФОТО: mastergrad.comИногда без подобного соединения не обойтись
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
 ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
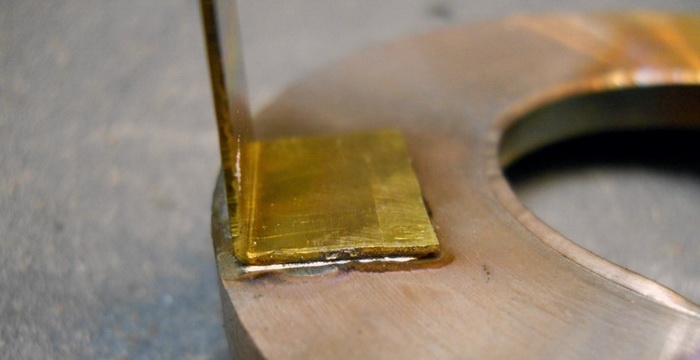
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
 ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
 ФОТО: market.sakh.com
ФОТО: market.sakh.com
 ФОТО: market.sakh.com
ФОТО: market.sakh.com
 ФОТО: solarschool.dk
ФОТО: solarschool.dk
 ФОТО: laketravisplumber.com
ФОТО: laketravisplumber.com
 ФОТО: reicheltplumbing.com
ФОТО: reicheltplumbing.com
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.

Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.

Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.Стальные детали, подлежащие пайке, разогреваются газовой горелкой. В качестве флюса используется ортофосфорная кислота.Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Источник
Подбор припоя и флюса
 Когда проводится пайка медных сплавов при низкотемпературном режиме, применяются оловянно-свинцовые припои и свинцово-серебряные.
Когда проводится пайка медных сплавов при низкотемпературном режиме, применяются оловянно-свинцовые припои и свинцово-серебряные.
В зону пайки добавляется или канифоль, растворенная спиртом, или хлористый цинк. Это флюсы. К сожалению, оловянные и свинцовые добавки – это высокая хрупкость соединения, которая образуется за счет так называемых интерметаллидов. При низких температурных режимах пайки в них образуются трещины.
Поэтому для соединения меди используются припойные материалы, в которых олова содержится не более 15%. Свинцовая составляющая увеличивает ударную вязкость стыка.
А если в материале содержится серебро, то соединение меди становится хладо- и теплостойким. Но необходимо учитывать и тот факт, что серебро снижает прочность соединения.
При диффузионной пайке припой для меди – это несколько металлов: олово, свинец, индий и галлий. Если проводится низкотемпературный процесс, то нельзя гарантировать высокую прочность соединения. Она не выше 70 МПа.
Капиллярная пайка также может быть проведена этими припоями. Но с одним условием – зазор между заготовками не должен превышать 0,5 мм, а температура пайки не больше +900 ℃.
Для пайки оловянной бронзы применяют серебряные, оловянно-свинцовые и медно-цинковые припои. При высоком содержании олова в сплаве медно-цинковый материала нежелателен. В процессе пайки бронзу следует разогревать постепенно, и тщательно флюсовать металл.