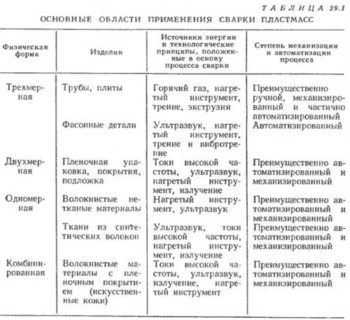
Характеристики и классификация разных видов сварочных швов и стежек
Содержание:
- Основные правила
- Наиболее оптимальная технология
- Сварное соединение, форма шва и изображение на чертеже
- Виды швов и соединений
- Виды соединений
- Технология работ
- Особенности вертикальной сварки
- Возбуждение дуги
- Что это такое?
- Азы электросварки
- Разновидности сварных швов
- Возбуждение дуги
- Положение электрода
- Технология сварки угловых швов
- Движения электродом
- Технология выполнения шва
- Как варить шов
- Термин усиление шва снять что значит?
- Распространенные проблемы
Основные правила
Чтобы зажечь дугу, электрод надо держать под прямым углом, затем наклоняя его на небольшой градус (около 15 °). Расстояние от поверхности составляет 1-2 мм. Для получения качественного стыка необходимо варить более короткой дугой.
При перпендикулярном положении электрода по отношению к основному металлу, в сварочной ванне он быстро растекается и заполняет расплавом все пустоты.
Для уменьшения разогрева пластины тонкого металла, необходимо положить шов с небольшим катетом. С уменьшением угла увеличивается теплоотдача, скорость сварки в этом случае понизится. Появляется возможность качественно сформировать валик.
Если угол наклона электрода будет очень острым, то материал основной конструкции не разогреется. Сварочная ванночка получается достаточно узкая. Шов получится высокий, но с непроваренными краями.
Для осуществления неразъемного соединения хорошо подогнанных деталей, при стыковом соединении необходимо поддерживать равномерное продвижение электрода под постоянным углом наклона.
Такой способ способствует заполнению присадочным металлом сварочной ванны и образованию шва с повышенной плотностью.
Но в некоторых случаях приходится менять угол наклона электрода, например, при сварке труб
Особенно важно соблюдать это правило для сваривания неповоротных стыков
Для заполнения всех пустот в сварочной ванночке, иногда лучше сделать наклон более острым, замедляя заполнение шва присадочным металлом и сохраняя выбранный катет. Заканчивая проход, надо не забыть приподнять кончик электрода, чтобы не образовывался кратер.
https://youtube.com/watch?v=OKCcdMFUq9s
Умение правильно держать электрод в процессе сварки приходит с опытом. Надо постоянно помнить о расположении сердечника и стараться удерживать ручку держателя без напряжения. Руки должны быть немного расслабленными, а движения свободными.
Наиболее оптимальная технология
Лучшим для сварки угловых соединений считается метод «в лодочку». Такая технология позволяет дуге доставать до корня. При этом нужно правильно закреплять заготовки. Угол между свариваемыми краями должен быть прямым.
Сварку начинают снизу, постепенно сдвигая сварочную ванну вверх. Перед тем как варить, нужно изучить схему движения стержня. При толщине деталей менее 1,4 см скашивать кромки необязательно. Края более толстых заготовок срезают.
При большей величине шов должен быть многопроходным. На первом этапе проваривают корень, используя тонкий электрод. После этого выполняют следующие проходы.
Сварное соединение, форма шва и изображение на чертеже
Разобравшись с процессом ручной дуговой сварки, в процессе которого образуется шов, перейдем к рассмотрению основных зон сварного шва и его формам.
Сварное соединение включает четыре зоны металла:
| 1) Зона сварного шва — это сплав, образованный расплавленным основным и наплавленным металлами. | |
| 2) В зоне сплавления, где нагрев ниже температуры плавления, находятся частично оплавленные зерна металла на границе основного металла и металла шва. Зерна металла здесь разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны. | |
| 3) Зона термического влияния — это участок основного металла, не подвергшийся расплавлению. Структура и свойства данной зоны меняются в результате нагрева при сварке. | |
| 4) Часть основного металла, прилегающая к зоне термического влияния. |
Различают лицевую и обратную стороны шва. За лицевую сторону в одностороннем шве принимается та, с которой производится сварка. В двухстороннем шве с несимметричным скосом — сторона, с которой производится сварка основного шва. В двухстороннем шве с симметричным скосом — любая сторона.
Стороны сварного шва
По форме наружной поверхности сварные швы бывают:
| 1 — 2 — 3 — выпуклый шов. При его остывании усадка (обозначено пунктиром) проходит спокойно. Пунктирная линия шва короче первоначальной, поэтому растягивающее напряжение в сварном шве не возникает. | |
| 1 — 4 — 3 — вогнутый шов. Усадка шва протекает с удлинением кривой контура, поэтому может возникнуть местный разрыв и трещина. |
Основные геометрические параметры стыкового шва по ГОСТ 2601 – 84:
| S — толщина свариваемого металла. | |
| e — ширина сварного шва. | |
|
g — выпуклость стыкового шва — наибольшая высота (глубина) между поверхностью сварного шва и уровнем расположения поверхности сваренных деталей. |
|
|
h — глубина провара (глубина проплавления) — наибольшая глубина расплавления основного металла. |
|
| t — толщина шва (g + h). | |
| b — зазор. |
Основные геометрические параметры углового шва по ГОСТ 2601 – 84:
|
K — катет углового шва — кратчайшее расстояние от поверхности одной из свариваемых деталей до границы углового шва на поверхности второй свариваемой детали. |
|
| g — выпуклость шва. | |
|
Hp — расчетная высота углового шва — длина перпендикулярной линии, проведенной из точки наибольшего проплавления в месте сопряжения свариваемых частей к гипотенузе наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. |
|
| a — толщина углового шва (g + p). |
Видимые сварные швы на чертеже изображаются основной линией, а невидимые — штриховой:
Обозначение шва на чертеже
Виды швов и соединений
Все соединения в сварке по-своему интересны и оригинальны. Но главное, чтобы они были качественными и прочными. Существует несколько видов таких швов:
- Стыковое. Самое распространённое соединение для разных методов. Достоинства: высокая производительность сварки, маленький расход материала, высокая прочность, нет конструктивных напряжений. Но для этого шва необходимо тщательно подготавливать кромку, а также располагать детали так, чтобы не было погрешностей. Используется для сварки листов, труб и сортового металлопроката.
- Угловое. Бывают односторонними и двусторонними (таким образом увеличивая прочность). С помощью предварительной заготовки кромок можно делать любой угол наклона. Применяют для соединения листовых, трубных и фасонных заготовок.
- Тавровый. На элементе, который приваривается сверху, перпендикулярно нижнему, необходимо сделать обрезную кромку. Такое действие желательно делать с двух сторон, чтобы после сварки все детали держались крепче. Применяется для соединения листовых заготовок.
Тавровый шовИсточник mash-xxl.info
- Нахлёстанный. Для такого шва не нужно делать разделку кромок, но рекомендуется использовать их обрезными. Для того, чтобы в будущем между листами не было коррозии, необходимо проварить соединение с обоих сторон. Применяют для точечной и контактной сварки.
- Прорезной. Бывает в закрытом или открытом варианте. Применяется при необходимости усиления нахлёстанного соединения.
- С накладками. Также используется для усиления стыковых или нахлёсточных швов.
- Торцовый. Листы необходимо наложить друг на друга и сварить по общим торцам.
- С электрозаклепками. Верхний лист необходимо просверлить перед использованием, потом проварить с захватом нижней детали. Соединение считается прочным.
Также соединение может делать различными способами в зависимости от положения детали:
- горизонтальным;
- вертикальным;
- потолочным швом;
- нижним швом (самый удобный, так как он легко контролируется, в отличи от остальных).
Первые 3 варианта сложные и для их выполнения требуется иметь опыт в такой работе.
Нижнее соединениеИсточник svarkka.ru
Виды соединений
В зависимости от взаимного расположения деталей сварочные соединения происходят:
- встык;
- внахлест;
- угловым способом;
- тавровым способом.
При сварке встык приваривают торцы двух деталей, расположенных в одной плоскости. Стык может выполняться с отбортовкой, без скоса и со скосом. Форма скоса может напоминать буквы Х, К, V.
В некоторых случаях сварку делают внахлест, тогда одна деталь частично водружена на другую, расположенную параллельно. Совмещенная часть является нахлестом. Сваривание при этом делают без скоса с двух сторон.
Часто появляется необходимость сделать сварной угол. Такое соединение относят к угловому типу. Оно всегда выполняется с двух сторон, может не иметь скосов или иметь скос на одной кромке.
Если сварные части образовали в результате букву Т, значит было сделано тавровое соединение. Иногда детали, сваренные тавровым швом, образуют острый угол.
В любом случае одна деталь приваривается при этом к боковой части другой. Сваривание проводят с двух сторон без скоса или со скосами с каждой стороны.
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.
Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Читать также: Хонинговка цилиндров в домашних условиях
Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
В верхней зоне, как правило, металл плавится быстрее
При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.
Положение сварных швов в пространстве
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Возбуждение дуги
Одним из основных моментов, как правильно варить сваркой швы, является грамотное возбуждение дуги. Следует выбрать один из известных способов. Первый из них заключается в том, что, держа электрод в руке, его кончиком прикоснуться к металлу и отвести быстро назад на расстояние 2-4 миллиметра. Промедление грозит прилипанием электрода к металлу. Результатом станет появление дуги. Если этого не произошло, следует повторить попытку.
Другой способ заключается в том, что быстрым движением провести электродом по поверхности металла и сразу приподнять его на несколько миллиметров. Одним из секретов, как правильно накладывать сварочный шов, является поддержание во все время процесса сварки короткой дуги. Это обеспечит плавность сваривания и получения качественного шва с хорошим внешним видом. Однако, при чересчур короткой дуге возможно прерывание процесса, что вызовет появление дефекта в виде кратера. Для продолжения работы кратер необходимо заварить.
Бесконтактный способ возбуждения дуги возможен при использовании осциллятора. Он служит дополнением к главному сварочному аппарату. Для возбуждения дуги электрод следует приблизить к металлической поверхности на расстояние порядка 5-ти миллиметров. Затем следует нажать соответствующую кнопку на осцилляторе и дождаться появления сварочной дуги.
Что это такое?
Под сварочным швом понимают место соединения двух кромок металлических заготовок, которое выполнено за счет расплавления металла под действием электродуги сварочного электрода. Сварочные швы по типу и конфигурации в определенных условиях сварки могут быть самыми разными: их выбор зависит от состава соединяемых металлов, толщины материала, мощности сварочного оборудования, формы свариваемых деталей и так далее.
Если рассматривать любой сварочный шов послойно, то можно увидеть, что он состоит из четко разграниченных между собой областей.
Слой наплавления металла. Внешне выглядит литым единым компонентом, который начинает свое формирование с того момента, как начали расплавляться сварочный электрод и стыки соединяемых заготовок. Частицы, составляющие область наплавления, очень мелкие, они плотно спаяны между собой и обладают высокой степенью твердости. При неправильном выполнении сварки область наплавления металла может содержать дефекты, которые получаются под воздействием кислорода, шлаковых соединений металла, кусочков флюса и других факторов.
При анализе слоев шва становиться понятно, что он не является однородной гомогенной структурой, а его составные части определяют надежность и прочность сварного соединения.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Разновидности сварных швов
Как правильно делать сварочный шов во многом зависит от его вида.
Геометрические параметры шва включают в себя его ширину, протяженность, глубину залегания, размер выпуклости. Красивые сварные швы могут получиться только при удачном подборе его параметров для каждого конкретного случая.
Стыковые швы получаются при обычном соединении поверхностей металла или их торцов. Много времени для такого процесса не требуется. Потребление металла также является минимальным. При соединении тавровым способом в результате получается конструкция, имеющая вид перевернутой буквы «Т».
Достоинством метода является то, что с его помощью возможно соединение элементов, имеющих значительную разницу в ширине. Использование установки «лодочкой» делает процесс сварки более удобным и уменьшает вероятность появления дефектов. Обычно такое соединение осуществляется за один проход.
Угловое соединение обычно выполняется под прямым углом, но возможны и небольшие отклонения от этой величины. Более прочным соединение получается при проварке с двух сторон. Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.
Важным моментом, как правильно класть сварочный шов, является удачный выбор скоса кромок. Имеются различные варианты. Кроме того, возможно соединение без скоса кромок, например, при способе внахлест.
Возбуждение дуги
Одним из основных моментов, как правильно варить сваркой швы, является грамотное возбуждение дуги. Следует выбрать один из известных способов. Первый из них заключается в том, что, держа электрод в руке, его кончиком прикоснуться к металлу и отвести быстро назад на расстояние 2-4 миллиметра. Промедление грозит прилипанием электрода к металлу. Результатом станет появление дуги. Если этого не произошло, следует повторить попытку.
Другой способ заключается в том, что быстрым движением провести электродом по поверхности металла и сразу приподнять его на несколько миллиметров. Одним из секретов, как правильно накладывать сварочный шов, является поддержание во все время процесса сварки короткой дуги. Это обеспечит плавность сваривания и получения качественного шва с хорошим внешним видом. Однако, при чересчур короткой дуге возможно прерывание процесса, что вызовет появление дефекта в виде кратера. Для продолжения работы кратер необходимо заварить.
Бесконтактный способ возбуждения дуги возможен при использовании осциллятора. Он служит дополнением к главному сварочному аппарату. Для возбуждения дуги электрод следует приблизить к металлической поверхности на расстояние порядка 5-ти миллиметров. Затем следует нажать соответствующую кнопку на осцилляторе и дождаться появления сварочной дуги.
Положение электрода
Знание, как класть сварочный шов, начинается с умения выбрать нужное положение электрода. Иначе, может произойти ситуация, при которой произойдет шлакование шва, что не пойдет на пользу его качеству. Существует три варианта положения электрода при сварке. Первые два предполагают его наклон в разные стороны в одинаковых пределах, а третий происходит под прямым углом.
Способ «углом вперед» подразумевает движение вперед от сварщика. Он подходит для сваривания нетолстых металлов в вертикальном и горизонтальном положениях. При «угле назад» движение осуществляется по направлению к сварщику. Удобно применять на коротких дистанциях для сваривания стыковых и угловых швов. В труднодоступных местах используется положение угла 90 градусов. Это несколько сложнее, но решает вопрос со сваркой потолочного шва.
Технология сварки угловых швов
При работе с установленными под углом деталями используют классические сварочные аппараты. Можно применять простой трансформатор.
Недостатком считаются большие размеры оборудования. Лучшим вариантом является инвертор. Небольшой вес, широкий диапазон настроек облегчают работу со сложными швами.
При выборе технологии учитывают, что:
- Силу тока выставляют с учетом диаметра электрода, толщины соединяемых деталей. При высоком значении параметра возникают прожоги, при низком — залипание стержня.
- Равномерный прочный шов получают при колебательных движениях. Допускаются другие методы перемещения, например, зигзагообразный.
- Потолочный шов формируют в условиях быстрого затвердевания расплава. Для этого используют стержень с тугоплавким покрытием, который ведут круговыми движениями. Это не совсем удобно для сварщика. При отдалении электрода дуга ослабевает, сварочная ванна уменьшается. Это приводит к короткому замыканию. Такая технология осложняется и перегревом нижних поверхностей деталей. Поэтому от нее рекомендуется отказываться.
Движения электродом
Идеальный сварочный шов, вернее приближение к нему, возможен при удачном выборе способа движения электрода при сварке. Самые обычные движения — по оси электрода и вдоль оси шва. Но простое перемещение по заданному направлению не принесет желанного результата. При этом будет получен узкий нитевидный шов. Его можно использовать в качестве первого шва при многопроходной сварке.
Для получения нужного эффекта движения должны носить колебательный характер. Это обеспечит получение шва нужной ширины, хороший прогрев не только корня шва, но и его кромок.
Траектории, по которым происходит колебательное поперечное движение:
- зигзаг;
- петля;
- ломанная линия;
- елочка или треугольники;
- полумесяц;
- серп.
Все движения выполняют поперек направления сварного шва.
Ломанную линию используют, когда предстоит сварка металлических листов встык в нижнем положении. Полумесяц выбирают для стыковых и угловых швов. Перед сваркой елочкой необходимо предварительно сделать наплавку небольшой поверхности, на которой она будет держаться. Простая техника ведения электрода елочкой состоит в том, что, передвинув его в горизонтальном направлении, поместить затем чуть выше в середину шва.
Движения полумесяцем могут применяться при ТИГ сварке. При этом ширина шва будет большой, но ее можно контролировать при самом процессе сварки. Поперечные движения полумесяцем гарантируют хорошую проварку кромок деталей.
Применение петли обеспечивает красивые соединения при сварке тонких металлов. Цепочка петель должна быть непрерывной. Применение петлеобразных движений оправдано, когда необходимо хорошо прогреть края шва
Особенно это важно, когда происходит сварка деталей из высоколегированной стали. Амплитуду возвратно-поступательных движений выбирают в зависимости от необходимой ширины шва
Выбор схемы движения для решения задачи, как сделать красивый сварочный шов, зависит от его положения в пространстве. Швы бывают горизонтальными и вертикальными. Горизонтальный шов, расположенный наверху, называется потолочным. Он является самым трудным для выполнения, поскольку сварщик должен долго находиться в неудобной позе. Горизонтальный шов можно выполнять двумя способами — движениями налево или направо.
При сварке в вертикальном направлении направление движения шва — снизу вверх. Создание вертикального шва является более трудным, чем горизонтального, поскольку происходит интенсивное стекание вниз расплавленного металла. Если вести движение сверху вниз, то капли металла при застывании образуют твердую преграду для продолжения шва. Сварку вертикального шва следует вести при короткой дуге.
Технология выполнения шва
Далее начнём разбор непосредственно принципа создания сварочного шва. Существует несколько этапов этого процесса:
Подготовительный этап
Как это можно понять с названия, на этом этапе нужно выполнить некоторые подготовительные работы. Для начала, нужно учесть правила безопасности при подготовке места, где всё это будет происходить.
Далее нужно подобрать экипировку, которая защитит тело от возможных технических повреждений. Потом происходит подготовка именно деталей к дальнейшей работе.
Для этого они зачищаются от ненужных покрытий типа грязи, лака или пыли и обычно это осуществляется чем-то вроде металлической щетки. Затем выставляются нужные настройки на аппарате и начинается сам процесс.
Создание дуги (поджог горелки)
Этот этап зависит от типа сварки и уже для каждого типа есть отдельные инструкции.
Создание сварочных швов
Для каждого типа соединения существует свой порядок действий, которого нужно придерживатся.
Завершающий этап
Если вы использовали дуговую сварку, то нужно почистить валик. При других видах сварки это не нужно потому, что соединения не шлакуются, соотвественно – никакого мусора.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Термин усиление шва снять что значит?
По названию сложно сразу понять, что это значит — «усиление шва». Так, в специальной литературе этот термин расшифровывается, как часть наплавленного металла, образующая выпуклость.
А вот обозначение на чертеже «усиление шва снять» (незакрашенный круг на горизонтальной линии, ГОСТ 2.312-72 ЕСКД) предполагает, что этот самый бугорок нужно устранить. Чаще всего он зачищается болгаркой. Но стоит не забывать, что усиления на угловых и стыковых сварных областях нужно снимать не одним и тем же способом. На угловых, к примеру, должен остаться катет, хотя на стыковых наплавах предполагается снятие всего, что выступает над поверхностью соединяемых материалов.
Обозначение снятия усиления сварного шва
Снятие усиления сварного соединения может маркироваться также маленькими буквами английского алфавита, где:
- a — это увеличение длины, предполагающее лобовое наложение части.
- b — обозначает увеличение рабочей длины (или высоты) у катета, при котором располагается угловой шов.
- с — это внутреннее угловое наплавление, измеряющееся по высоте с учетом наличия дополнительных технологических элементов, наплавки или особых параметров лобовых частей.
Система обозначений позволяет лучше понять не только особенности варки, но также материалов, а также конструкций из них, с которыми предстоит работать.
Снятие сварного шва: 1 — свариваемые детали; 2 — сварной шов; 3 — материал, удаляемый при обработке
Распространенные проблемы
Начинающие сварщики нередко совершают ошибки, способствующие возникновению дефектов. Некоторые существенно ухудшают качество шва, другие влияют только на эстетические характеристики.
Необходимо своевременно обнаружить дефекты, устранить их. Самыми распространенными проблемами считают неравномерное заполнение или перепады ширины шва. По мере накопления опыта работы с угловыми сварными соединениями ошибки случаются реже.
Непровар точки соединения
Дефект возникает при частичном заполнении стыка расплавом. Это требует своевременной коррекции, поскольку снижается прочность сварного шва.
Главными причинами непровара считаются:
- установка низкой силы тока;
- слишком быстрое ведение электрода;
- неправильная разделка кромок толстых деталей.
Для устранения непровара увеличивают мощность дуги, уменьшают ее длину. При правильном подборе параметров дефект повторно не возникает.
Пример непровара точки соединения.
Неравномерность воздействия
Такая ошибка проявляется образованием пор или наплывов. Первые представляют собой пустоты, расположенные линейно или хаотично, вторые — выступающие участки расплава. Оба явления недопустимы, поскольку они отрицательно влияют на рабочие характеристики готовой конструкции.
Появлению пор способствуют:
- неправильная защита сварочной ванны, чрезмерный расход инертного газа;
- применение некачественных электродов;
- воздействие на сварочную зону ветра, отклоняющего газовое облако (кислород в этом случае вступает в реакцию с расплавом);
- наличие следов коррозии или грязи на деталях;
- неправильная обработка кромок.
Наплывы возникают при работе с присадочным материалом из-за неправильного выбора режима и параметров сварки. Эти элементы не соединяются с основной деталью. Их рекомендуется удалять механическим способом.
Подрез участка
Дефект представляет собой углубление, пролегающее вдоль шва. Возникает при увеличенной длине дуги. Сварочная ванна расширяется, температуры не хватает для прогрева краев заготовок. Металл сразу затвердевает, формируя подрезы.
При угловой сварке подрез может образоваться и из-за неправильного удержания электрода. Расплав стекает вниз, из-за чего появляется канавка. В этом случае уменьшают мощность дуги, укорачивают ее.
Дефект сварочного шва.
Прожог шва
Дефект представляет собой сквозное отверстие.
Его появлению способствуют:
- слишком большая сила тока;
- медленное ведение стержня;
- увеличенное расстояние между краями детали.
Для устранения дефекта подбирают правильные параметры работы аппарата, накладывают шов повторно.
Трещины холодного и горячего происхождения
Второй тип дефектов появляется на этапе остывания металла. Они направляются поперек или вдоль шва. Холодные трещины возникают на уже затвердевшем шве тогда, когда конструкция испытывает чрезмерные нагрузки.
Такие дефекты приводят к постепенному разрушению соединения. Для устранения недостатков требуется повторное формирование шва. При наличии большого количества трещин края деталей срезают.
Холодные трещины при сварке.
Неправильные расчеты
При выборе некорректных параметров работы аппарата возникают разные типы дефектов. Шов утрачивает прочность, деформируется.
Главными причинами проблем считаются:
- Неверный катет. Качество сварного соединения зависит от правильности выбора напряжения, скорости ведения электрода. Последнюю нужно удерживать на одном уровне. При недостаточности тока стержень работает на небольшой скорости, основной металл плохо проплавляется. При высоком значении параметра катет получается вогнутым, образуются прожоги.
- Косой угол. Установить детали в нужное положение достаточно сложно. Конструкция утрачивает требуемые качества, если наклон приставной пластины смещается к одному из боков.