Как сделать самодельный ручной листогиб своими руками
Содержание:
- Для понимания процесса рассмотрим виды листогибов
- Что такое зиг машина и как ее сделать
- Область применения гибочного оборудования
- Самая популярная конструкция листогиба и ее улучшение
- Проще купить или сделать своими руками?
- Последовательность операций при гибке листовой стали на заказ
- Конструкция листогиба и ее усовершенствование
- Тестирование устройства и окончательная доводка
- Изготовление зиг-машины
- Ручные гибочные станки и приспособления
- Заключение
Для понимания процесса рассмотрим виды листогибов
Их не так много, как кажется.
Вальцовый
Дополнительно его называют трехвалковый. В результате металлообработки получаются плавные изгибы на поверхности. Таким образом, можно создать трубы и половинчатые цилиндры, которые могут приспосабливаться под водосборники, уличную ливневую канализацию и во многом другом. Металлопрокат осуществляется между вальцами, которые имеют разный радиус. Один вал приводит все в движение, а два остальных остаются опорными.
Гибочный пресс
Есть шаблон. Он создается из крепкого металла и является двойным – то есть матрица и пуансон, которые имеют зеркально противоположные, дополняющие друг дружку изгибы. Между двумя формами кладется заготовка. Нижняя часть неподвижна, а вторая ходит вверх и вниз, при нажатии – опускается с большой скоростью и силой нажатия. Лист сгибается.
Самодельный листогибочный станок: механизм из траверсов
Если в прессе есть точечное воздействие, то здесь – на всю ширину участка. Элемент фиксируется в зажиме, а его край сгибается под воздействием подвижного траверса. Достоинство в том, что можно изготавливать детали с каким угодно углом – от 0 до 180 градусов. Часто аппарат оснащается встроенным ножом и делает станину многофункциональной.
Роликовый
Второе название – торцевой ручной. Предназначен для обработки торцов, небольших участков жести. Используется исключительно физическая сила, поэтому не очень распространен и считается дополнительным.
Что такое зиг машина и как ее сделать
Зиговка часто применяется для обработки металлических листов. Эта технология позволяет добавить изделиям прочность, сделав на поверхности зиги – полукруглые углубления.
Кроме этого на таких станках можно наносить на металл рифление, резать или отбортовывать заготовки. Надежный зиговочный листогиб можно сделать своими руками, причем с электроприводом.
Конструкция состоит из двух валов с горизонтальным, вертикальным или наклонным расположением. На них надеваются формирующие роликовые элементы. Заготовка зажимается между валами и вращается в разные стороны. На поверхности обрабатываемых деталей из-за пластической деформации формируются углубления нужной конфигурации и размеров.
Конструкция зиговочного ручного листогиба своими руками состоит из:
- корпуса,
- кронштейна,
- цилиндрического хвостовика,
- стопорного болта,
- винта с откидывающейся ручкой,
- двух валов,
- пружинного устройства,
- кожуха,
- зубчатой передачи,
- роликов.
Пошаговая сборка:
- определиться с типом привода,
- рассчитать основные параметры,
- составить чертеж самодельного листогиба,
- подготовить основные элементы,
- собирать все детали вместе.
Область применения гибочного оборудования
Листогибы нашли своё применение в оконной промышленности. Основными функциями окон является обеспечение защиты от шума и поддержание нужной температуры в помещениях. Здесь листогибочные станки, как правило, применяются для изготовления отливов. Кроме отвода воды, эти конструкции должны также выполнять функцию декора.
Использование гибочного агрегата позволяет придать отливам требуемую форму. Ручной гибочный станок идеально подходит для таких целей.
В машиностроении, как правило, применяется листовой металл с толщиной от 2 мм и более. Для изготовления требуемых конструкций из этого материала используют гидравлические листогибочные прессы. Их особенностью являются внушительные размеры и масса более 100 кг, что в значительной мере ограничивает их мобильность
Гидравлические агрегаты обеспечивают точное копирование при серийном производстве изделий, что немаловажно в машиностроении
Электромеханические гибочные установки широко применяются в мелком и крупносерийном производствах для изготовления:
- профиля;
- корпусов микроволновых печей;
- холодильников;
- силовых шкафов, стеллажей и полок.
Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
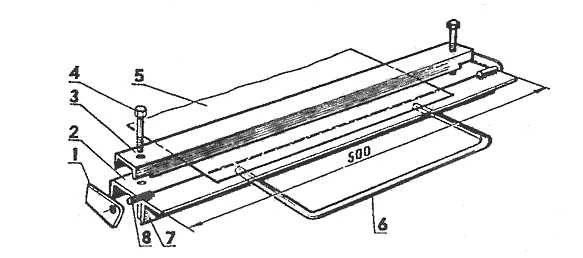
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Проще купить или сделать своими руками?
Ответ зависит от цели использования. Даже мелкосерийное производство потребует больше физических усилий, времени при загибании руками. Точности параметров тоже не добиться. Даже самодельный листогиб позволит повысить эффективность работы.

Но стоимость заводского оборудования высока, расход электроэнергии большой. При одноразовом применении и изготовлении небольших деталей затраты не окупятся. Плюс к этому станки в основном рассчитаны на сгибание листов шириной до 3 м, гидравлика сложная. Более рационален вариант ручного привода. Такую модель листогиба можно изготовить своими руками. Он позволит повысить эффективность работы.
Временная конструкция по упрощенной схеме
При необходимости срочной работы с жестью подойдет простейшая конструкция ручного листогиба, чертеж которого широко представлен онлайн. Для нее достаточно использования стальных уголков и струбцин. При обработке заготовок:
- край листа зажимается между двумя уголками при помощи мощной струбцины,
- сгибание заготовки осуществляется руками.
Обычно таким способом создаются незамысловатые кровельные элементы. Главное – надевать защитные рукавицы.
Как сделать самодельный ручной листогиб

Тем, кто интересуется, как сделать листогиб, пригодится простой, но эффективный вариант самодельного оборудования.
Для его изготовления достаточно:
- трех отрезков тавра длиной 2,5 м, толщиной 70 мм,
- двух болтов диаметром20 мм,
- небольшого куска металла толщиной 5 мм для укосин,
- пружины,
- сварочного аппарата.
Пошаговое описание с чертежами
- Сложить два отрезка тавра и по концам вырезать выемки под петли.
- Кромки выемок скосить под углом 45°.
- Обрезать третий отрезок кусок металлопроката, сделав выемки глубже. Он будет служить планкой для прижима листов заготовок, поэтому должен свободно перемещаться.
- Приварить петли с внешней и внутренней стороны.
- К каждой из сторон дальнего тавра приварить укосины для установки болтов-фиксаторов планки для прижима.
- Приварить гайки болтов к укосинам.
- Установить планку для прижима и вверху приварить пластины с отверстиями в центре, чей диаметр должен быть немного диаметра болтов.
- Провести центровку отверстий до одного уровня с приваренными гайками.
- Отрезать пружину с расчетом подъема прижимной планки на 5-7 мм.
- Продеть болт в «ухо» прижима листогиба, как предусмотрено схемой.
- После установки пружины закрепить гайку.
- Таким же способом установить вторую часть пружины с другой стороны.
- К шляпкам болтов приварить отрезки арматуры, которые будут выполнять функции ручек при закручивании.
На таком ручном листогибе из металлопроката, мощность которого легко рассчитать по чертежу, можно гнуть даже длинные и толстые заготовки.
Последовательность операций при гибке листовой стали на заказ
Гибку листовой стали начинают с разработки технологического процесса, который предполагает несколько этапов:
- Анализ конструкции изделия.
- Расчет усилия и работы процесса.
- Подбор типоразмера производственного оборудования.
- Подготовка чертежа исходной заготовки.
- Расчет переходов деформирования.
- Оформление проекта технологической оснастки.
Перед тем как выполнять гибку, листовой материал изучается на соответствие его возможностей заданным требованиям. Этот этап позволяет определить, что металл подходит для штамповки по параметрам, заданным по чертежу готовой детали. Изучаются следующие свойства:
- Пластичность, то есть способность материала деформироваться под заданные условия без разрушения. В том случае, если металл или сплав малопластичен, производится несколько переходов и термическая обработка (отжиг).
- Возможность загиба под нужный угол или радиус без образования трещин в местах деформации.
- Риск искажения заготовки при гибке изделия со сложным контуром, если воздействие происходит с большим давлением.

Если по результатам анализа выясняется, что металл не соответствует требованиям, то принимается одно из следующих решений:
- Выбирается более пластичный металл или сплав.
- Перед тем как производить гибку, материал подвергается термической обработке.
- Заготовка нагревается до нужной температуры.
Технологический процесс формообразования требует некоторых предварительных расчетов, в частности, таких показателей, как угол сгибания, радиус сгибания, угол пружинения.
Радиус гибки листового материала рассчитывают на основании того, насколько пластичен металл, каково соотношение размера и скорости выполнения деформации. Чем ниже минимальный радиус, тем меньше первоначальная толщина листа. Уменьшение толщины называется утонение, коэффициент которого показывает, насколько меньше станет толщина заготовки. Если при расчетах выясняется, что показатель выше критичного, то используется листовое изделие с большей толщиной.
Конструкция листогиба и ее усовершенствование
Установку ручного листогибочного станка можно без труда улучшить. Для строительства листогибочного станка используется эта схема:
- Подушка, сделанная из дерева;
- Основная балка из швеллера 10−130 мм;
- Щечка, для производства которой применяется лист шириной 7−9 мм;
- Подвергаемый отделке лист мануфактуры;
- Прижимная балка, изготовленная из уголков 70−90 мм, связываемых при помощи сварки;
- Стержень для вращения траверсы (производится из железного прутка диаметром 11 мм);
- Сама распорка — это угол с габаритами 90−110 мм;
- Ручка приспособления, изготавливаемая из прута диаметром 12 мм.
У траверсы листогиба, которую согласно начальному чертежу планируется делать из уголка, условно изображен вариант выполнения из швеллера. Такое усовершенствование в несколько раз усилит выносливость траверсы, которая при применении уголка в определенный момент непременно прогнется в центре и не станет в этом месте формировать высококачественный сгиб листа.
Замена на швеллер разрешит делать не 250 сгибаний без рихтовки или замены предоставленного элемента (что при более или менее конструктивной работе весьма немного), а больше 1400.
Конструкцию этого листогибочного станка, смастеренного в хозяйственных условиях, можно еще дополнительно улучшить, что сделает его более действенным и универсальным.
Второй вариант позволяет более подробно разобраться в установке самодельного листогиба:
- Самодельная струбцина, изготовленная из пригодного уголка (50−70 мм) и винта с пяткой и воротком;
- Щечка;
- Балка, выступающая в роли опорной точки станка;
- Кронштейн прижимающей балки, сделанный из уголка 120 миллиметров;
- Сама прижимающая балка листогиба;
- Ось вращения траверсы;
- Сама траверса;
- Усиливание прижимной балки.
Ниже рассмотрена схема увеличения прижимной планки. Однако, если в качестве прижима первоначально будет довольно мощный уголок, а гнуть чрезвычайно толстые листы на своем листогибе не планируется, то вполне можно обойтись без усиления прижимающей планки описанным методом.
Чтобы продлить срок службы прижимающей балки и сделать его сравнимым со сроком службы траверсы, необходимо увеличить предоставленный элемент конструкции, который с самого начала по чертежу выполнен из уголка, базой из металлической полосы с габаритами 17×90 мм.
Переднему краю предоставленной основы необходимо придать угол 45 градусов, чтобы разровнять ее область с плоскостью самого прижимающего уголка, а конкретно рабочей кромке предоставленного элемента необходимо сделать фаску около 3 миллиметров. Эти меры разрешат металлу прижима действовать не на изгиб (что крайне неподходяще), а на сжатие, тем самым во много раз увеличивая время службы без ремонта:
- Специальный 61-й уголок, прикрепленный к задней полке главного прижимного уголка, будет удерживать его от выгибания вверх.
- А также следует подумать о фрезеровке нижней плоскости прижимающей балки, которая и сформировывает сгиб.
- Неровность предоставленной плоскости, согласно общепризнанным правилам, не должна быть выше пятидесяти процентов толщины сгибаемой заготовки.
- В противном случае согнуть болванку ровно, без набухшей линии сгиба, не удастся.
Необходимо иметь в виду, что отдавать балку на фрезеровку нужно только тогда, когда на ней уже есть все сварочные швы, поскольку их исполнение приводит к изменению геометральных характеристик конструкции.
Тестирование устройства и окончательная доводка
ручной листогиб
Проверяют работу загибочного станка на тонком податливом металле. Материал для сгибания устанавливают в устройство, прижим подтягивается струбцинами. Нужно проверить правильность размещения щечек по отношению к станине. Для этого выполняют несколько загибов и подправляют при надобности. Если щечки установлены верно, их окончательно приваривают к станине.
С помощью отверстий в прижимных кронштейнах в основании проделывают отверстия поперечником 8 мм с резьбой М10. Уже готовые в прижиме отверстия увеличивают до поперечника 1 см. В отверстия в основании (с резьбой) вкручивают болты по направлению снизу вверх, шляпки приваривают.
https://youtube.com/watch?v=AEhdbRD-ciE
В результате несложных операций получается недорогой, удобный в управлении и надежный станок. Есть у него и несколько небольших минусов:
недостаточно продумано крепление щечек и пуансона. В этом узле во время работы металл взаимодействует с металлом и постепенно перетирается. Через некоторое время механизм начинает люфтить. Лист металла загибается недостаточно четко.
Если планируется гнуть большой объем листового металла, чертежи верхнего прижима придется немного доработать, на представленном работа выполняется достаточно медленно.
В изначальном варианте листогиб легко изготавливает короба из металла толщиной 2 мм, формирует фальцы, справляется с окрашенными листами.
Можно сделать гибочный станок своими руками, не используя никакие чертежи, из металлолома. Существуют экземпляры длиной до 2,5 м, которые за день выполняют до 350 м гиба черного металла. Профессиональные жестянщики часто предпочитают самодельный листогиб заводской конструкции.
Еще несколько моделей ручных листогибов с подробным описанием узлов в видеороликах:
Изготовление зиг-машины
Зиг-машина (или зиговочный механизм) позволяет согнуть на конструкциях из листового железа бортики жесткости, которые именуются зигами. Такие машины причисляются к группе специального оборудования и могут быть сделаны с гальваническим или ручным приводом. Ручные зиг-машины, также фиксируемые при помощи струбцины, могут иметь довольно малогабаритные размеры и переносятся в обыкновенной сумке для рабочих приборов.
Рабочими элементами зиг-машины считаются вальцы-ролики, а ее применение позволяет существенно сэкономить на приобретении частей кровельной конструкции, сделанных в заводских условиях. Если посмотреть видео, в котором представлена работа этого устройства, становится ясно, что пользоваться им можно даже по месту прямого монтажа кровельной системы.
Ручные гибочные станки и приспособления

Механизация коснулась и профессии арматурщика, которая всегда считалась одной из самых сложных и ответственных в сфере строительства. Ежедневно представители этой специальности выполняют армирование бетонных конструкций, используя жесткие прутья из стали. Такой процесс характеризуется повышенной трудоемкостью.
Управляется станок для гибки арматуры одним-единственным оператором. Рабочему требуется лишь задавать режим обработки изделий, а все остальное выполняет его механический гибочный агрегат, функционирующий в автоматическом режиме.
Машины для гибки активно используются следующими предприятиями:
- домостроительными комбинатами;
- заводами по изготовлению конструкций из железобетона;
- компаниями, занимающимися монолитным строительством;
- комбинатами по выпуску металлических петлей, скоб, хомутов и иных изделий сложной формы.
Станок для гибки арматуры разумно применять в тех случаях, когда он эксплуатируется каждый день для выполнения большого объема работ. С его помощью производится обработка:
- металлических полос;
- прутков из стали с резьбой;
- арматурной и углеродистой стали;
- сортового проката.

Любой гибочный агрегат достойного качества обеспечивает высокую производительность и безопасность выполнения работ, получение точного сгиба, а также позволяет оператору выбирать способ управления аппаратом (от ножной педали либо вручную).
Небольшие строительные компании могут использовать ручной станок для гибки арматуры, более крупные предприятия, как правило, эксплуатируют гибочное оборудование, оснащенное электроприводом. Популярны, кроме того, и машины, в которых имеется возможность выполнять, как автоматическую, так и ручную гибку.
На отечественном рынке представлены станки различных производителей (и российских, и зарубежных). Они могут характеризоваться разными техническими показателями, но их конструкция и принцип работы остаются неизменными. Любой станок для гибки арматуры имеет три ролика – гибочный, центральный, упорный.
Первые два вращаются в любую сторону (влево, вправо), они монтируются на рабочем диске гибочной машины. А вот упорный ролик предназначен для удержания обрабатываемого изделия, поэтому он крепится около рабочего диска неподвижно. Непосредственно процесс сгибания изделия осуществляется вокруг центрального ролика.
Гибочный станок, оснащенный электрическим двигателем, может иметь разную мощность, конструкцию привода, геометрические габариты и вес. Такое разнообразие позволяет строительным организациям приобретать те установки, которые идеально подходят для них. Гибочный агрегат с электродвигателем может иметь мощность от 1,5 до 5,5 киловатт. Он состоит из далее указанных узлов:
- корпус;
- привод;
- механизм для уменьшения количества оборотов двигателя (иными словами – редуктор);
- панель управления;
- гибочное устройство (упорная рейка, диск, ролики, дополнительные приспособления).
Конструкция самодельного гибочного устройства несложная. Малогабаритное приспособление для гибки арматуры включает следующие части:
- рабочий стол, выполненный в виде стальной пластины толщиной 6–8 мм;
- зафиксированные на основе упоры, которые ограничивают перемещение стержня;
- поворотный рычаг с прижимным роликом, деформирующим стальные прутки.
Возможна также простая конструкция, состоящая из автомобильного домкрата, к которому прикреплен пуансон, и вертикальной стойки с закрепленными на ней подвижными опорами. Этот вариант устройства является переносным. Механизм позволяет легко изогнуть арматурный стержень, который касается подвижных роликов и изгибается при перемещении домкратного штока.
Заключение
Чтобы изготовить самодельный листогиб своими руками не потребуется много времени и денег. Достаточно подготовить материалы и изготовить вспомогательные детали. Времени, если все есть в наличие, достаточно одного – двух вечеров.
Еще хочется сказать, что нет предела совершенству. Например:
- Можно детали расположить так, чтобы при изгибе рычаг не поднимать вверх, а опускать вниз.
- Для увеличения точности можно установить мерную линейку или просто нанести риски.
- Если требуется делать много одинаковых заготовок, то можно на рычаг добавить передвижной упор из уголка. Настроив на определенную длину, мы не будем отмерять заготовку, а просто придвигаем до упора и зажимаем деталь прижимной планкой.
- Если требуется отгибать на определенный угол, то можно предусмотреть регулируемый упор, не позволяющий подвижной части подниматься выше определенного угла.