Сварочные работы без проблем: изготовление магнитного уголка
Содержание:
- Виды магнитных держателей для сварки
- Магнитный угольник можно изготовить своими руками. Как это делается
- Производители
- Как выбрать магнитный уголок
- Самодельные магнитные зажимы
- Магнитный держатель своими руками
- Как вести сваривание
- Возможные проблемы
- Делаем магнитный уголок самостоятельно
- Выбираем правильный угольник: здесь и сейчас
- Основные критерии выбора
- Размеры
- Специфика процесса
- Характеристика
- На какие виды подразделяются угольники для фиксации?
- Виды соединения
- Стыковое соединение
- Своими руками
- Преимущества работ с магнитным угольником
- Приступаем к изготовлению магнитного уголка
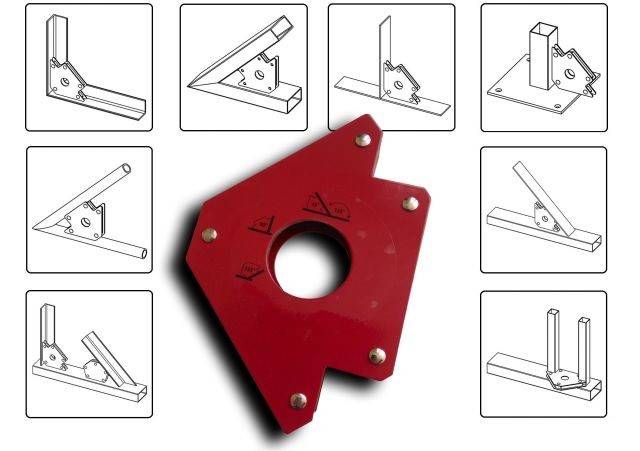
Виды магнитных держателей для сварки
Держатели классифицируются по функциональности, размеру угла, мощности.
Универсальные магнитные приспособления для сварки с раздвижными планками позволяют сделать сопряжение деталей под любым углом, они подходят для сложных работ, требующих высокой точности.
Есть устройства с несколькими присадочными углами 45°, 60°,90°, 135°, при работе можно выставить любой. Простые конструкции с единственным присадочным углом позволяют устанавливать свариваемые детали только в определенном положении.
У магнитных держателей для сварки бывает различная мощность, от удерживающей силы магнита, максимальная масса 35 кг. Отключаемый уголок классифицируется по видам:
- когда сразу обе стороны перестают магнититься;
- когда зажим имеет отдельные отключатели магнита для каждой из сторон.
Магнитный угольник можно изготовить своими руками. Как это делается
Простенький магнитный угольник можно изготовить своими руками, использовав магнит, имеющийся в каком-нибудь старом бытовом приборе (радиоприемнике, телевизоре).
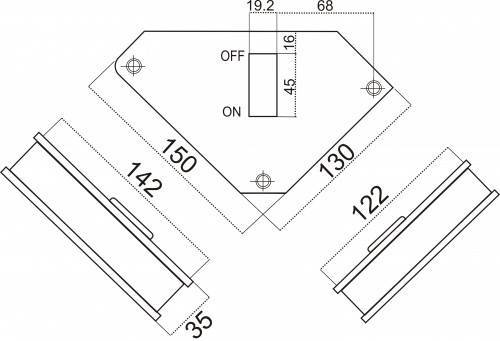
Решив изготовить угольник, например, стреловидной формы, необходимо из листовой стали любой марки вырезать 2 элемента, конфигурация которых представлена на рисунке ниже
Особое внимание следует обратить на точность размеров углов

Между металлическими деталями устанавливают вкладыш, обеспечивающий дополнительную жесткость конструкции и защиту магнита от налипания металлического мусора. Для его изготовления может использоваться любой материал типа фанеры. В центре вкладыша вырезается ложемент для магнита. Размеры этого элемента должны быть такими, чтобы он был несколько меньше металлических пластин. Так он не будет мешать при выполнении сварки.

Скрепление всех элементов самодельного угольника производится с помощью клея и алюминиевых заклепок. При желании готовый угольник можно покрасить.
Производители
CIMCO – немецкая компания, предлагающая широкий ассортимент безопасного и качественного инструмента для различных сфер деятельности. Предприятие постоянно работает над внедрением современных технологий в производственный процесс.
ESAB – шведский промышленный концерн, один из лидеров рынка по производству и поставке продукции
Foxweld – торгово-производственная компания, предлагающая широкий спектр качественной продукции для сварщиков: оборудование, инструмент, расходные материалы, аксессуары.
БАРС – российский бренд сварочного оборудования и дополнительных приспособлений, безупречное качество которых обеспечивается строгой проверкой всех этапов производственного процесса. Производитель постоянно совершенствует свою продукцию.
Как выбрать магнитный уголок
Магнит для сварки представлен на рынке несколькими конфигурациями, в основу которых входят углы установки двух свариваемых элементов. Компании, производящие это приспособление, предлагают конфигурации со стандартными углами: 45-60-90-135°. Чаще всего в каждой модели есть несколько посадочных углов для многофункционального использования магнита. Но есть и стандартные модели с определенными позициями: только соединяющие детали под углом 90° или 30° и так далее.
Производители предлагают и универсальные модели, углы которых можно менять под необходимые параметры. Их чаще всего используют для проведения сварочных работ, связанных со сборкой сложных конструкций, где кроме плоских элементов применяются и скругленные цилиндрические.
По типу магнитные уголки делятся на:
- отключаемые;
- с постоянным магнитом.
Первый вариант – это магниты, которые в своей конструкции имеют рычажки с отключением магнитного поля. То есть, при выключенной позиции приспособление не прилипает к металлу. Во второй, наоборот, крепко прикрепляется к нему. Это очень удобная функция, которая позволяет легко проводить корректировку установки деталей относительно друг друга.
Плоскости магнита для сварочных работ работают по отдельности. То есть, можно выключать отдельно одну или другую плоскость (грань). Если закрепили металлическую заготовку к одной из плоскостей, то вторую можно корректировать по месту установки при выключенной второй плоскости. Как только точное монтажное место выбрано, можно включать вторую магнитную грань, прочно закрепив вторую заготовку.
Фиксаторы для сварки с постоянным магнитом – это простая конструкция, состоящая из двух металлических шаблонов, формирующих углы стыковки двух деталей, и магнита, который расположен между двумя шаблонами. Он постоянно действующий, что иногда усложняет процесс подгонки. Во всем остальном это все тот же магнит, с помощью которого легко фиксировать место расположения свариваемых деталей и узлов.
Есть мнение, и это подтверждают физики, что магнитное поле будет влиять на процесс сварки. Все зависит от силы поля. Чем она больше, тем ниже качество сварочного шва. Но в магнитных угольниках установлены не такие сильные магниты, чтобы говорить о снижении качества.
Самодельные магнитные зажимы
Можно изготовить держатель самостоятельно. Для этого используют стальной лист не толще 3 мм, магнит из старых динамиков акустических систем или мелкие плоские магниты из наушников. Их крепят с торцов на деревянный вкладыш. В этом случае его делают на 3–4 мм уже металлических заготовок, чтобы магниты не выходили за края магнитного уголка, они должны быть внутри.
Повышенной удерживающей силой обладают магниты из неодима из жестких компьютерных дисков. Для начинки (вкладыша) выбирают парамагнитный материал, выдерживающий большую температуру без повреждений.
Углы магнитные для сварки из подручных материалов своими руками, как сделать (пошаговая инструкция):
- Сначала на ровном листе вычерчивают две одинаковых заготовки стандартной формы с нужным углом сопряжения.
- Вырезают их болгаркой или лазерным резаком. Кромки выравнивают, доводят до точного размера шкуркой. Убирают с поверхности ржавчину, грязь – всё это снижает удерживающие свойства магнита.
- Для начинки используют доску или фанеру толщиной, меньше, чем высота магнита. Выпиливают ее по формату, меньше, чем заготовка. В нее плотно крепят магнит так, чтобы после сборки уголка он соприкасался с металлическими заготовками.
- Делают разметку крепежных отверстий на металлических заготовках.
- Приступают к сборке конструкции. Крепят пластины и вкладыш в единую конструкцию с помощью 4 болтов и гаек.
Магнитный держатель своими руками
Если вы не нашли подходящего варианта сварочного фиксатора в магазине или стеснены в средствах, нужный магнит для сварки можно соорудить самостоятельно.
 Работа с магнитным угольником.
Работа с магнитным угольником.
Сделать своими руками магнитный угол для сварки – отличная идея по трем причинам:
- Это реальная экономия средства
- Это будет приспособление, подходящее именно для ваших технических нужд.
- Это весьма несложное устройство, сделать которое вполне реально даже без особого практического опыта.
Что вам понадобится:
- магнит любой формы, но предпочтительнее круглой с толщиной около 15-ти мм;
- лист из стали толщиной 2 мм;
- болты М6 с гайками.
 Угольник для сварки с отключением.
Угольник для сварки с отключением.
Советы и этапы изготовления сварочного угольника следующие:
Это устройство лучше всего делать из стали вручную, с помощью болгарки или лазера. Главное – выпилить шаблоны с чрезвычайно точными углами на рабочей плоскости. Шаблонов должно быть два. Их размер должен быть больше диаметра магнита
Особое внимание уделяем размеру и шлифовке углов – от этого будет зависеть качество вашего угольника. Хорошо отшлифовать не помешает всю поверхность: если останется ржавчина или какие-либо дефекты, снизится сила действия магнита
Магнит будет притягивать к себе любой металлический мусор в виде опилок или стружек
Избавиться от этого можно с помощью проставки – специальной детали из манеры, которая должны быть немного меньше по периметру, чем сам стальной уголок. Такая проставка добавит держателю дополнительную жесткость, что вам не помешает. В ней проделывается специальное сквозное отверстие. Магнит может быть разной формы. Его помещают внутрь. Он ни в коем случае не должен выступать за края стальных пластин. Для его фиксации нужно сделать четыре отверстия: одно посередине и остальные три – по краям. Финальный этап сборки – аккуратное складывание слоев нашего «бутерброда», которые можно зафиксировать или клеем, или металлическими заклёпками. Самым надежным способом будут болты М6. Гайки следует поместить не только на концы болтов, но и между слоями. Хвостики болтов, выступающие на гайки, нужно обрезать болгаркой.
Следует помнить о свойствах магнита. Если вы поместили в угольник обычный, а не жаростойкий ферритный экземпляр, то под действием высоких температур он может утратить свои свойства. Об этом нужно помнить и контролировать.
Как вести сваривание
На производство угловой сварки влияет расположение плоскости. Охарактеризуем основные приемы ведения процесса.
Нижний. Здесь рациональней использовать прием, известный как «лодочка». Она придаст нужное качество шву, заметим, что с ним справляются даже дебютанты на ниве сварки.
Конфигурации придается V-образная форма. Она становится похожей на лодку. Потому способ так и нарекли.
«Лодочка » почти исключает появление изъянов в виде непроваров или подрезов кромок. Надо сильно постараться, чтобы они вдруг образовались. На практике сварка углового шва порой проходит в условиях, не столь комфортных, как описано выше.
Тут качество может оказаться уже под угрозой. Даже в горизонтальной плоскости верх самого угла рискует остаться плохо проваренным. Вертикальная плоскость уязвима в отношении подрезов.
Этому поспособствует расплавленное железо, которое, не исключено, будет пытаться «сбежать» вниз. Предотвратит нежелательные последствия нехитрая уловка в управлении, на которую электрод чутко реагирует.
Возможные проблемы
Прочность и качество шва будет зависеть от того, насколько полно вы сможете из бежать дефектов, характерных для такого вида соединений. К основным изъянам относятся следующие:
- Подрезы. Способствует их появлению электрическая дуга. Следы ее «коварства» предстают в виде небольших углублений на поверхности метализделий. При сварке снизу поврежденный участок можно закрыть наплавлением присадочного материала. Надо лишь дольше держать электрод при этом. Однако техника выполнения углового шва гораздо сложней. Нужно очень постараться, чтобы наплавить присадку на боковую поверхность. Вот почему на угловом шве углубления, как правило, присутствуют лишь на одном боку.
- Непровары на отрезках швов. Они встречаются чаще у тех сварщиков, кому еще надо накопить знаний в технологии производства угловых швов. Этот фактор сказывается так: рабочий в целях заполнения места стыковки чересчур энергично водит электродным кончиком по обе стороны. Но расплавленная масса, наоборот, стекает по ним, и цель – проварка шовного корня – остается недостижимой.
- Неверный катет. Качество сварки углового шва здесь зависит от умения определить требуемый режим напряжения, а потом управлять электродом с необходимой скоростью, стараясь удержать на одном уровне. Ток недостаточный? Электрод работает на малой скорости, а катет получится чрезмерно выпуклым. Из этого следует, что основной металл недостаточно поплавился. Повышенная сила тока и более быстрая скорость движения электродом? Катет получите вогнутый.
- Косой угол. Сварочные соединения отличаются, как правило, соответствующей формой к градусу угла. В этом и сложность – соблюсти точные размеры. Качество конструкции будет безнадежно испорчено, когда у приставной пластины неожиданно нарисуется наклон к одному из боков.
- Неровная наплавка металлом в боках стыковки. Высокая t, тяжесть кромок и электрода провоцируют расплавленную железную массу стекать вниз и сразу по сторонам. В результате может получиться так, что своей основной частью шов расположится на нижней поверхности. Верхний край, лишь прихваченный сваркой, уязвим перед деформацией. Чуть нагрузка – он и развалился.
- Прочие дефекты. Они представлены пустотами, лунками, вездесущими трещинами, непредсказуемыми свищами и кратерами, другими посторонними твердообразными включениями. Они могут заявить о себе в процессе.
Делаем магнитный уголок самостоятельно
В первую очередь стоит определиться с тем, как можно сделать своими руками простой магнитный угольник. Речь в данном случае идет о максимально простом приспособлении, чертежи которого можно найти на многих сайтах в свободном доступе. С одной стороны такие держатели стоят недорого. В то же время существует возможность максимально минимизировать расходы за счет самодельных держателей.
Простейший вариант предусматривает наличие таких составляющих.
- Лист металла, толщина которого составляет не превышает 3 миллиметров. Выбирать в данном случае следует сплавы и другие материалы, не притягиваемые магнитами.
- Круглые магниты, являющийся составной частью динамиков.
- Втулки (желательно пластиковые).
- Крепежные элементы в виде винтов и гаек.
Алгоритм действий в данном случае предусматривает следующие шаги.
- Разметить лист металла с учетом требуемых углов будущего фиксатора. От точности разметки будут зависеть характеристики будущего приспособления.
- Вырезать две одинаковые заготовки и тщательно обработать их края.
- Подготовить втулки, в качестве которых можно использовать, к примеру, одинаковые кусочки полипропиленовой трубы. Торцы данных элементов должны быть ровными и качественно обработанными. Естественно, все втулки должны быть одного размера.
- Зафиксировать магнит любым доступным и наиболее удобным способом.
- Разметить точки крепления, сделать отверстия под винты и собрать конструкцию.
По аналогии с обычным угольником можно изготовить практически любой, включая регулируемый, магнитный держатель. Прежде всего потребуется четко определиться с формой и функциональностью изделия. По скачанному из интернета или созданному шаблону вырезаются заготовки из листового железа. На следующем этапе необходимо заняться расположением и надежным креплением магнитов.

Магниты в итоге должны разместиться между двумя внешними пластинами. В зависимости от мощности и конструктивных особенностей, толщина фиксатора составит от 10 до 50 мм. В соответствии с многочисленными отзывами удобнее всего использовать неодимовые магниты, имеющие отверстия, которые условно называют «под саморез». Однако можно использовать и любые другие элементы при условии их качественной обработки и надежной фиксации в корпусе сварочного держателя.


Как в ситуации с простейшим угольником, на завершающем этапе потребуется разметить и просверлить отверстия под крепеж во всех элементах фиксатора
Важно учитывать, что ключевым моментом всего процесса создания самодельных приспособлений является их геометрия

О том, как применять в работе магниты для сварки, смотрите в следующем видео.
Выбираем правильный угольник: здесь и сейчас
Размеры угольника для сварки.
Здесь все просто: для простых домашних сварочных работ вам понадобятся незатейливые по своей конструкции держателей. Сложные процессы подразумевают фиксаторы с технологическими наворотами – от отключаемых магнитов до жаростойких вариантов, от простых уголков до 3D моделей.
Так или иначе, качественный магнитный держатель для сварки обязательно должен быть устойчивым к значительным механическим нагрузкам и иметь достаточную прочность на разрыв. В конце концов, речь идет о фиксации не пушинок, а тяжелых металлических деталей. Наши угольники должны быть способны их фиксировать окончательно и бесповоротно. Только в таких случаях сварочные держатели будут иметь смысл вообще.
Такой режим делает возможной самостоятельную работы со сложными задачами. Уголки такого класса обычно изготовлены из хромированного металла с повышенной прочностью.
Стоимость сварочных держателей нельзя назвать низкой, это недешевые устройства. Цена зависит от количества стандартных углов, мощности притяжения, регулировочных механизмов, торговой марки и т.д. Самые простые экземпляры стоят около четырехсот рублей, стандартный комплект – в пределах тысячи рублей. Ну а профессиональные магнитные приспособления для сварки с технологическими дополнениями повышаются в цене до 3000 – 5000 рублей.
Основные критерии выбора
Для профессиональных работ следует выбирать инструмент высокого качества. Устройства подвержены воздействию высоких температур, снижающих коэффициент намагниченности у некачественных экземпляров. На приспособлении должны отсутствовать сколы, выемки и прочие дефекты в местах касания с зажимаемым изделием. Неровности не позволяют прочно фиксировать предметы под заданным углом.
Важно! К достоинству отключаемых уголков относят возможность отключать магнитное поле и на всем приспособлении, и на отдельных его гранях. Эти приборы уместны для мастеров, которые часто сваривают детали сложной конфигурации. Китайские угольники выделяются бюджетной ценой, но они не выдерживают температурных перепадов, поэтому быстро ломаются
Для сваривания изделий под различными углами рекомендуется выбирать настраиваемый механизм либо приобретать комплект, содержащий несколько видов инструментов для зажима под определенными ракурсами
Китайские угольники выделяются бюджетной ценой, но они не выдерживают температурных перепадов, поэтому быстро ломаются. Для сваривания изделий под различными углами рекомендуется выбирать настраиваемый механизм либо приобретать комплект, содержащий несколько видов инструментов для зажима под определенными ракурсами.
Размеры
Магнитные приспособления отличаются небольшими габаритами, которые и делают их такими востребованными. Параметры длины, ширины и высоты оснастки с магнитами могут варьироваться, но независимо от модели и производителя все они компактны и удобны в работе. Средний вес изделия составляет порядка 1 кг.
Самым важным показателем является сила притяжения (удержания или прижима) магнитных уголков. Производители и поставщики могут указывать этот параметр в фунтах (LBS или lbs) и в килограммах (кгс). Максимальная величина этого показателя равняется 34 кгс или 75 lbs. Также можно встретить следующие величины: 11; 13; 22; 23; 24 кгс и другие.
Важно! Чем выше данный параметр, тем более тяжелые детали магнит может “держать” и тем лучше осуществляется фиксация. Не стоит для принятия решения о покупке принимать в расчет размеры в сантиметрах, лучше смотреть на силу притяжения.. В зависимости от поставленных задач следует выбирать необходимую модель
В зависимости от поставленных задач следует выбирать необходимую модель.
Специфика процесса
Запомните, к началу сварки стороны и стыки должны быть заранее подготовлены. Сами свариваемые плоскости должны образовать прямой угол.
Для них подготовка вертикальной кромки ведется с учетом толщины листов, что предстоит варить. При толщине 12 мм – подготавливать нечего. При диапазоне 12-25 мм, кромку обрезают V-образно.
При 25-40 мм, на кромках поверхности (что вертикальная) делают скосы U-образного вида в одном направлении. Когда толщина более 40 мм, должны быть скосы V-образные на той и на другой сторонах.
В противовес тавровым нахлесточный тип угловых швов обходится без предварительной обработки кромок. Швы варят в обоих углах, что образуются в результате совмещения металлистов путем нахлеста друг на друга.
Характеристика
Что такое угловой шов? Стыковка посредством сварки под углом до 180 градусов, к примеру, труб или других конфигураций из металла. В процессе порой не обойтись без так называемых штыков, угол сторон у которых –90 градусов.
Соединения угловых швов:
- нахлесточные;
- с краями, примыкающими в точке стыковки;
- тавровые (ровная поверхность и один приваренный конец);
- с обрезкой кромок и без нее.
Классификация швов определяется способом их укладки. Они бывают сплошными или прерывистыми. Короткими считаются те, чья длина не превышает 250 мм, длинными – от 1000 мм и т.д. Как отсюда видно, есть еще и средние.
Поговорим о них подробней. Средние начинаются в месте сопряжения частей металлической конфигурации, а конечной точкой станут их края. Их длина колеблется в диапазоне 250-1000 мм.
На какие виды подразделяются угольники для фиксации?
Деление на виды может происходить по различным основаниям. По источнику возникновения их можно разделить на заводские уголки и самодельные. Разумеется, для профессионального использования лучше приобретать уголки известных производителей. Для разовых применений в хозяйстве лучше использовать самодельный магнитный держатель, что гораздо дешевле.

Сделать магнитный угольник для сварки можно из стали, предварительно нарисовав чертежи. Пластины могут быть вылиты вручную или вырезаны с помощью лазерной резки. Между пластинами должна находится проставка, предотвращающая налипание металлических опилок и придающая изделию больше жесткости. Ее можно изготовить, например, из фанеры. Для сбора всех элементов воедино используются алюминиевые заклепки и клей. В итоге мы получаем магнит для сварки своими руками. Если все сделать правильно, он будет аналогичный заводским аналогам.

Также магниты подразделяются на виды в зависимости от конфигурации и принципу действия:
- Обычная конструкция держателя позволяет настроить фиксированную величину угла.
- Магнитная струбцина характеризуется возможностью настроить любую величину угла, что позволяет использовать ее при работе любой сложности.
- Фиксатор может иметь постоянный и отключаемый магнит для сварки. Последний вид после окончания сварки автоматически отключается. То есть, для его снятия не нужно прилагать никаких усилий.
- Большинство современных фиксаторов имеют несколько величин угла, что делает их применимыми для более широкой области сварочных работ.
- Уголки бывают различной мощности. Для фиксации громоздких, больших и тяжелых деталей нужно использовать более мощные магниты, а легкие элементы свариваются с применением магнитов небольшой мощности.

Таким образом, важность применения магнитных уголков для фиксации изделий очень высока. Они упрощают работу и позволяют выполнять ее более оперативно, без помощи напарника
Существует множество фирм-изготовителей магнитов в различном ценовом диапазоне. Важно, что несложная конструкция позволяет изготовить магнитный угольник своими руками, тем самым это минимизирует материальные и трудовые затраты в процессе проведения работы. Все вышеперечисленные факты говорят только о положительных качествах этого вспомогательного материала.
Небольшие металлические предметы сложно удержать в одном положении в процессе сваривания. Фиксацию выполняют подручными средствами так, чтобы изделия не смещались. В качестве вспомогательного инструмента подойдет магнитный уголок.
Его также называют угольником для сварки. Он пригодится и домашнему мастеру, и профессиональному сварщику. Данный механизм улучшает качество сварного шва и детали в целом. Рассмотрим, как изготовить магнитный уголок для сварки своими руками.
Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Стыковое соединение
 Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Вначале следует произвести ровную обрезку соединяемых участков. Этой процедуре должна предшествовать тщательная разметка материала. Вообще, это должно быть правилом при работе с металлом, если есть цель качественно выполнить работу. Острые края срезов нужно обработать напильником, удалив с них заусенцы и обрезки металла.
Для того чтобы сварить металлические детали ровно, лучше всего предварительно совместить их, зажать в специальной струбцине. Тщательно проверив и при необходимости скорректировав положение заготовок с помощью уровня, можно сделать первые прихватки.
Не следует начинать сварку с наложения чистового шва по одной из полок углового проката. При интенсивном нагревании в процессе сварки, металл деформируется, в результате чего стык по второй полке угловой заготовки может разойтись. Правильней сначала сварить металл прихватками по краям полок и в середине уголка, а уже после этого окончательно приварить заготовки друг к другу.
Своими руками
Некоторые мастера любят создавать приспособления самостоятельно, а не покупать промышленный вариант. Для таких исполнителей далее представлена инструкция по изготовлению всех типов аксессуаров с магнитами. Мы не призываем копировать приведенные ниже инструкции и видеоролики, а предлагаем рассматривать их как подсказки для идей.
Угольник – держатель
Магнитные уголки для сварочных работ имеет довольно простую конструкцию, поэтому сделать подобное изделие своими руками просто. Мастеру понадобится металлический лист толщиной 2-3 мм.; магнит; крепежные изделия: винты и гайки.
Алгоритм изготовления:
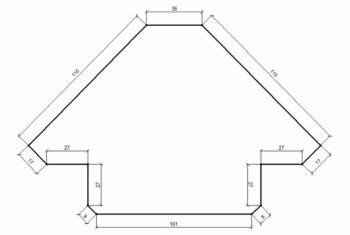
1. На металлическом листе с помощью линейки и фломастера необходимо вычертить контур будущего изделия. Форма может быть разной, но наиболее оптимальной конфигурацией являются треугольник и трапеция.
Важно! Углы должны быть максимально прямыми. 2
Болгаркой нужно вырезать две заготовки одинаковой величины и формы, затем отшлифовать их с торцевой и лицевой сторон
2. Болгаркой нужно вырезать две заготовки одинаковой величины и формы, затем отшлифовать их с торцевой и лицевой сторон.
Важно! Углы обоих пластин должны совпадать. 3
Магнит фиксируется между заготовок, производится сборка
3. Магнит фиксируется между заготовок, производится сборка.
4. Для сборки следует высверлить отверстия: для треугольной формы – три, для трапеции – пять. С помощью болтов и гаек нужно собрать изделие. Гайки необходимо накрутить не только на конец болта, но и между металлическими пластинами для предотвращения изгиба изделия при вкручивании болтов.
5. Хвостики болтов, выходящие за пределы гаек, следует обрезать.
Важно! Следует выбирать немагнитные болты или гайки. Если таковых в распоряжении нет, то можно использовать алюминиевые или медные трубки в качестве торцевых заглушек
Это исключит возможность загрязнения магнита и его размагничивания.
6. Рекомендуется еще раз проверить расстояние между углами.
7. Магнитный уголок готов к использованию.
Видео
Держатели горелки
Держатель горелки имеет более сложную конструкцию, поэтому необходимо будет приложить больше усилий для его самостоятельного изготовления. Исполнителю понадобится магнит, крепежные изделия: немагнитный болт и гайка, металлический лист 3-4 мм.
Опора держателя может быть различной формы. Сварщик может вырезать заготовку, шаблон которой будет аналогичен промышленным моделям, а также разработать индивидуальную форму. Все зависит от умения пользоваться болгаркой, поставленных задач и фантазии сварщика.
- Из листового металла необходимо вырезать заготовку нужной конфигурации и отшлифовать ее с торцевой и лицевой сторон.
- На расстоянии 20-30 мм. от нижнего края согнуть заготовку под прямым углом, затем прикрутить изделие к магнитному основанию.
- Хвостик болта, выходящий за пределы гайки, следует обрезать.
- Приспособление готово к применению.
Держатели массы
Процесс изготовления держателя массы отличается простотой. Сварщику понадобится минимум инструментов. Необходимые детали могут оказаться под рукой. Подробная и понятная любому мастеру инструкция представлена в отдельной статье. Видео поможет наглядно изучить процесс.
Сварочное зеркало
Ориентируясь на покупное, умелец-самодельщик сможет смастерить самодельное магнитное зеркало сварщика
Для изготовления магнитного зеркала для сварки исполнителю не понадобится выполнять раскрой металла. В наличии должны быть магнит, латунная гнущаяся штанга длиной 400-500 мм., зеркало, габариты которого не превышают 100 мм. с одной стороны; крепежные изделия; шарнирный держатель.
С помощью шарнирного держателя зеркало крепится к гибкой штанге, которая после с помощью болтов и гаек крепится к магниту.
Преимущества работ с магнитным угольником

Магнитный уголок для сварки используется и для разовых сварочных операций, и для поточных работ. Вот преимущества его использования:
- С помощью угольника производится крепление двух стыкующихся элементов, что освобождает сварщика от поддержки одного из них. А это свобода действия, плюс удобство выполняемых операций.
- С помощью магнитного угольника фиксация двух деталей производится четко, соответственно сварочный шов будет аккуратно проварен, что в конечном итоге повысит его качественные показатели. Поэтому, проводя сварку металлических конструкций повышенной точности, магнит для сварки – это уже не совет или рекомендация, это необходимость.
- Минимизация трудозатрат, особенно это касается работ, связанных с изготовлением сложных конструкций. Нет необходимости использовать труд двух работников: сварщика и помощника. Сам сварщик все сделает как надо. Особенно это заметно, когда производится большой объем сварочных работ.
- С помощью магнита производится фиксация деталей, расположенные в разных плоскостях.
- Кроме сварки магнитный угольник может быть использован при разметке, резке стальных элементов, прочно удерживая их по месту установки.
Приступаем к изготовлению магнитного уголка
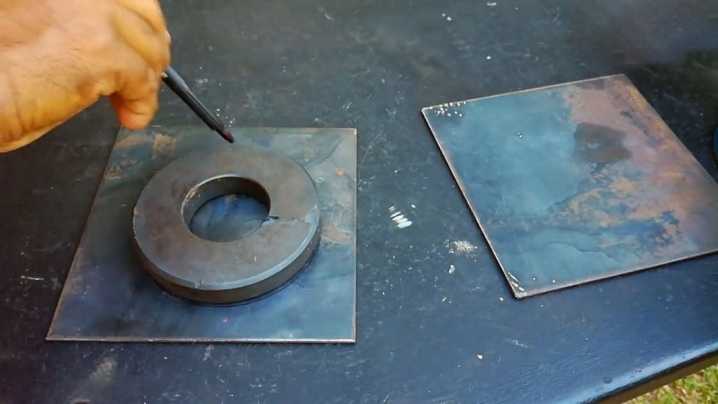
Для начала необходимо разметить оцинкованный лист. Для этого, при помощи монтажного угольника, на металле размечаем ровный квадрат. Здесь необходима точность, все его углы должны быть идеально прямыми. После разметки квадрат необходимо разделить на две части по диагонали.
ФОТО: YouTube.comПри помощи монтажного угольника на оцинкованный лист наносим разметку
Когда разметка сделана, в работу включаем болгарку. При помощи УШМ нужно аккуратно вырезать квадрат и разделить его по отмеченной линии. В этой работе главное – точность. С трясущимися руками за подобное браться даже не стоит.
ФОТО: YouTube.comЭлементы будущего магнитного уголка вырезаем строго по размеченным линиям
Получившиеся уголки слегка обрабатываем: с них нужно снять фаску, чтобы избежать травм при дальнейшей работе. Также необходимо срезать углы, которые будут мешать впоследствии, если останутся.
ФОТО: YouTube.comЗаготовки сделаны, теперь можно приступить к сборке магнитных уголков