Лучшие электрические паяльники для использования в домашних условиях
Содержание:
- Варианты исполнения
- Флюс и припой для пайки микросхем
- Подготовительные работы
- Виды паяльников для пайки проводов по мощности
- Материалы для сборки своими руками
- С применением фольги
- Как правильно паять паяльником с канифолью
- Ликбез для начинающих
- Dexter 100 Вт
- Паяльники с медными жалами и без регуляторов температуры
- Для чего нужны распределительные коробки
- Демонтаж микросхемы с помощью иглы
- Инструкция по эксплуатации
- Что требуется для пайки
- Применение флюса
- На что обратить внимание при покупке паяльника
- Где применяется
- Правила сушки
Варианты исполнения
Изготовить своими руками фен для пайки микросхем можно как в ручном, так и в стационарном исполнении. Рассмотрим каждый из этих вариантов по отдельности.
Ручной
Перед сборкой ручного фена для пайки микросхем главное – решить вопрос с подходящим для переносного устройства электронагревателем.
Дело в том, что готовые нагревательные элементы с параметрами, подходящими для встраивания в малогабаритный прибор (с возможностью удерживать его в руках, не обжигаясь) в промышленных изделиях не встречаются.

Так что изготавливать его придётся самостоятельно, для чего потребуется специальная проволока с высоким удельным сопротивлением (обычно для этого используется нихром).
Благодаря такому самодельному узлу можно будет понизить температуру корпуса в районе держателя до приемлемых значений.
В качестве вентилятора в ручной модели рекомендуется использовать исправный нагнетатель воздуха от старого фена мощностью до 400 Ватт. Все остальные варианты, предполагающие покупку нового вентилятора обойдутся значительно дороже.
Функцию источника электроэнергии может выполнять старый, но работающий блок питания от компьютера.
Стационарный
Стационарный термический фен позволяет паять микросхемы без всяких температурных и иных ограничений. Однако и в этом случае возникает ряд проблем, связанных с выбором способа установки и крепления этого устройства, обеспечивающих максимальную эффективность работы.

Чаще всего такие конструкции для пайки жёстко фиксируется на основании столешницы или рабочего стола, а плата с выпаиваемыми микросхемами перемещается в зоне раскалённой струи.
При таком способе организации работ стационарный фен может считаться разновидностью паяльной станции для работы с SMD элементами, закрепляемой неподвижно.
Указанное обстоятельство с одной стороны заметно усложняет конструкцию, а с другой – позволяет применять в ней любой набор имеющихся под рукой готовых узлов.
Флюс и припой для пайки микросхем
Припоев очень много. Оптимальный выбирается, снова-таки, опытным путем. Так как зависит и от паяльника и от его владельца
При выборе только обращайте внимание на область применения. Тугоплавкие вам не нужны, так что в описании должно быть указано, что их можно применять для пайки радиодеталей, электронных компонентов
Не следует применять слишком едкие флюсы. Если просто так использовать кислоту, она дорожки разъест через год. Ее стоит использовать при пайке алюминия. И то, после работы необходимо тщательно удалить остатки. Для работы с обычными радиодеталями часто применяют ЛТИ-120, для пайки SMD компонентов удобнее паяльная паста. И не забывайте, что любой флюс надо удалять после пайки. Чем и как — написано на каждой емкости. Часто используют технический спирт, некоторые растворители.
Подготовительные работы

Перед тем, как спаять провода, необходимо выполнить ряд подготовительных работ:
- На соединяемых жилах срежьте изоляционный слой на 40-50 мм.
- Теперь необходимо зачистить оголённые участки от окисной плёнки. Это можно сделать с помощью наждачной мелкозернистой бумаги. Жилы проводов надо зачистить до блеска.
- Перед тем, как паять медные жилы, выполняют их лужение. Нагрейте паяльник до температуры плавления канифоли. Как это узнать? Просто прикоснитесь инструментом к канифоли, она начнёт активно плавиться. Оголённый участок погрузите в канифольную смолу. Возьмите жалом немного припойного сплава и проведите по проводу. Чтобы сделать процесс равномернее и быстрее, немного проворачивайте провод. Жила из меди после лужения станет не красной, а серебристой. Проделайте то же самое со всеми проводами, которые надо будет спаивать.
- Залуженные провода соедините в скрутку.
Как выполнять лужение проводов показано в этом видео:
Теперь всё готово к самому процессу пайки.
Виды паяльников для пайки проводов по мощности
На виды рассматриваемые приборы классифицируются по такому параметру, как мощность. По мощности они выпускаются следующих номиналов — 12, 20, 40, 60, 100Вт и более
Этот параметр важно учитывать, когда выбирается инструмент. Какой мощности лучше покупать паяльник, мало кому известно, поэтому очень часто новички приобретают прибор, который не справляется с поставленными задачами
Чем больше мощность, тем выше возможности инструмента, но когда работы проводятся с полупроводниковыми элементами, припаиваемые к плате, то высокомощные приборы здесь не нужны. Чтобы обеспечить соединение деталей посредством пайки, необходимо осуществить их предварительный прогрев. Температура нагрева деталей должна быть выше, чем плавления припоя, чтобы обеспечить качественное соединение. Если мощность прибора будет недостаточная для прогрева спаиваемых деталей, то реализовать процедуру будет крайне трудно.
Отсюда получается следующее:
- Инструменты мощностью 12 и 20 Вт используются исключительно для работы с полупроводниковыми элементами — конденсаторами, резисторами, диодами, транзисторами и т.п. Пропаять соединение двух электрических проводов большого сечения такими приборами будет очень трудно
- Приборы с мощностью от 40 до 100 Вт являются самыми популярными, так как они подходят для работы с полупроводниковыми элементами и медными проводами
- Мощные паяльники от 100 Вт и выше предназначены для пайки теплообменников газовых колонок и прочих крупногабаритных деталей
От мощности инструмента зависит размер стержня, а он оказывает непосредственное влияние на возможность проведения работ с мелкими или крупными деталями. Чем выше мощность прибора, тем быстрее происходит прогрев жала, а значит, инструмент через короткий промежуток времени после подключения в розетку, может использоваться для пайки.
Это интересно! Чем больше мощность прибора, тем быстрее нагревается жало, однако большинство радиодеталей не допускают воздействия температуры более 70 градусов. Отсюда получается, что при использовании высокомощных паяльников, не допускается воздействие на полупроводниковые элементы продолжительностью более 3 секунд.
Материалы для сборки своими руками
При изготовлении ручного фена для пайки основное внимание следует уделить намотке нагревательного элемента, изготавливаемого из заранее отмеренного куска нихромовой проволоки сечением 0,3-0,7 миллиметра. С его помощью должна обеспечиваться требуемая температура в зоне пайки, при которой без особого труда можно будет припаивать микросхемы
С его помощью должна обеспечиваться требуемая температура в зоне пайки, при которой без особого труда можно будет припаивать микросхемы.
В стационарном фене может быть использован такой же самостоятельно собранный узел, но только значительно большей мощности. При этом допускается брать готовый нагреватель от любого достаточно мощного фена.

Функцию нагнетателя воздуха и в том и в другом случае может выполнять вентилятор модели BAKU8032 (мощность – 400 Ватт), имеющий максимальную производительность 30 литров в минуту и рассчитанный на работу от сети 220 Вольт.
В качестве несущего основания удобнее всего использовать корпус от ненужного домашнего фена старого образца. От него же можно будет взять детали направляющего сопла, которые необходимо будет защитить специальной накладкой из термоустойчивого материала.
В сборной конструкции для пайки деталей класса СМД также следует предусмотреть пусковой выключатель и механизмы управления мощностью нагревательного элемента, а также скоростью истечения нагретого воздуха.
Первая из этих деталей может быть изготовлена из обычного клавишного выключателя, а регулировочный комплект – из реостатов, снятых со старых бытовых приборов.
С применением фольги
 Для пайки тонких медных проводов также можно воспользоваться методом «желобка», для реализации которого потребуется фольга толщиной не более 1 мм. В процессе такой пайки оголённые концы проводов сначала скручивают, а затем укладывают на ровную плоскость.
Для пайки тонких медных проводов также можно воспользоваться методом «желобка», для реализации которого потребуется фольга толщиной не более 1 мм. В процессе такой пайки оголённые концы проводов сначала скручивают, а затем укладывают на ровную плоскость.
После этого берётся полоска алюминиевой фольги, по длине соответствующая размеру соединяемого участка, и сворачивается в виде желобка (трубочки). При этом один из её концов плотно оборачивается вокруг проволоки и зажимается с помощью пассатижей.
Затем в получившийся желобок небольшими порциями засыпается тщательно измельченная сухая смесь из припоя и канифоли, после чего она нагревается на открытом огне. При расплавлении жидкий состав сначала заполняет все свободные полости, а затем постепенно остывает. По завершении процесса пайки с использованием этого метода остаётся только удалить фольгу.
Как правильно паять паяльником с канифолью
 Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Dexter 100 Вт

Простенький обычный паяльник для повседневных домашних трудностей. Он не показывает ничего сверхъестественного даже с мощностью в 100 Вт. Выбор падает на эту модель, когда она рассматривается в качестве подарка. Радует страна производитель – Италия, из-за чего все материалы должны быть качественные и надежные (но так ли это?). Работает агрегат от бытовой сети 220 В.
Из положительного: паяльник имеет толстый провод, который подойдет даже для 500-ваттных моделей. Более-менее выглядит и оснащен удобной ручкой и конструкцией жала. Очень привлекательная цена.
Теперь о неприятном. У многих владельцев, после покупки и нескольких раз использований (а то и после первых 15 минут), аппарат сгорает. Громкие слова о гарантии не оправдывают надежность. Нагревательная спираль тонкая и не внушает доверия. Болт из пластмассы для фиксации кабеля – при первом же использовании он приходит в негодность.
Паяльники с медными жалами и без регуляторов температуры
Обычно такие паяльники называют советскими. И под этим подразумевают, что паяльник выполнен с деревянной ручкой, нихромовым нагревателем и медным жалом.
Такие паяльники уже морально устарели. Да, они и сейчас выпускаются, но это объясняется их дешевизной и простой сборкой.
Медные жала для таких паяльников отличаются скудным разнообразием. Обычно это конусы и плоские жала.
Чем же плохи такие медные жала:
- Они выгорают;
- Такой тип жал плохо регулирует температуру из-за особенностей своей конструкции;
- Такими огромными жалами тяжело паять современные платы, где есть SMD компоненты.
Эти паяльники дешевые, надежные и простые. Можно паять провода, трубы (паяльниками большой мощности), DIP радиодетали, но не более того. Для тонкой работы такой вариант не годится. Современная электроника намного сложнее, поэтому и требования к монтажу и паяльникам изменились.
Требования к современным паяльникам на 2021 год
Если вы собираетесь паять платы, ремонтировать электронику, то от паяльника требуется:
- Наличие терморегулятора (регулировки температуры);
- Разные жала по форме и размерам;
- Хорошие характеристики по стабильности температуры на жале.
В настоящее время не все паяльники соответствуют представленным требованиям. Разберем популярные паяльники среди радиолюбителей и электронщиков.
Для чего нужны распределительные коробки
 Коробка для коммутации проводов
Коробка для коммутации проводов
Необходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности. Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
- Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.
В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
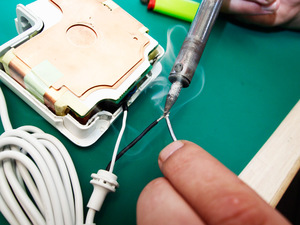
Демонтаж микросхемы с помощью иглы
Часто радиолюбители для выпаивания микросхем используют иглу от медицинского шприца. Диаметр иглы подбирается таким образом, чтобы она вставлялась в отверстие на плате, а ножка детали проходила внутрь ее. Подобрав такую иглу, нужно надфилем сточить косой срез кончика до прямого угла.
Надев иглу на ножку микросхемы, необходимо нагреть паяльником место контакта на плате. Затем, пока припой находится в расплавленном состоянии, вращаем иглу аккуратными движениями и утапливаем ее в отверстие. В результате таких действий ножка детали оказывается изолированной от платы. Далее проделывается такая же операция с остальными ножками микросхемы.
Также для очистки контактов могут применяться специальные заводские приспособления.

Инструкция по эксплуатации
В работе часто возникают нюансы которые необходимо исправлять. Ниже будут разобраны основные моменты.
Пайка чипов
При работе микросхем и чипов нужно, прежде всего, исключить возможность перегрева чипа. Для этого нужно касаться каждого его контакта в течение не более трех секунд. После этого контакт необходимо охладить и только после этого проводить процесс пайки вновь.
Перед непосредственно пайкой контакты чипа готовят и обрабатывают, нанося на них тончайший слой припоя, который улучшит контакт с поверхностью. На ножки элемента наносят флюс и проводят по ним наконечником с припоем. Если процедура проведена правильно, то контакт будет блестящий и гладкий, без различных скоплений припоя.
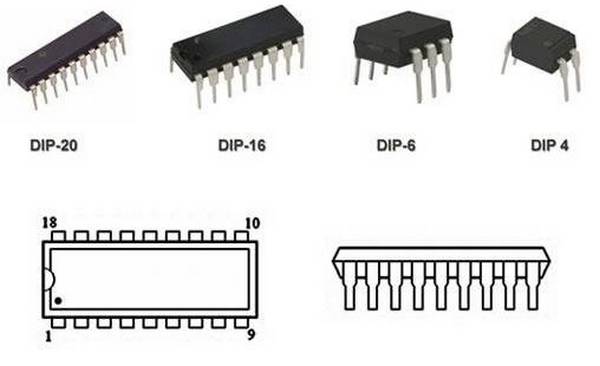
Различные виды микросхем
Штырьковые чипы
В случае, если чип имеет выводы в виде штырей, то процесс впайки его в плату происходит следующим образом:
- Микросхема устанавливается в специальные отверстия в поверхности платы.
- На противоположной (обратной) стороне на штырьковые контакты наносится флюс.
- С той же обратной стороны производится пайка каждого вывода.
- Убираются остатки флюса.

Штырьковый чип
Soic-чипы
Чипы такого типа припаивают слегка по-другому. Чаще всего этот метод называется «волна припоя». Суть его состоит в том, что расплавленный припой в жидком состоянии заполняет пространство между металлизированной частью платы и контактами детали. Таким образом, создается капля, которая способна проводить электрические импульсы.
Метод «волна припоя» выполняется за несколько следующих шагов:
- Облудить и смочить флюсом все поверхности, которые будут обеспечивать контакт.
- Микросхему установить на поверхность платы, таким образом, чтобы все ножки были совмещены с металлизированными дорожками.
- Нужно припаять для начала только один какой-либо угловой контакт.
- Далее припаивается второй контакт, находящийся по отношению к первому по диагонали. При этом нужно проконтролировать, чтобы все остальные контакты остались на своих металлических дорожках.
- Далее наносится флюс на все припаянные и свободные концы микросхемы.
- Далее с помощью наконечника припой равномерно распределяется по контактам.
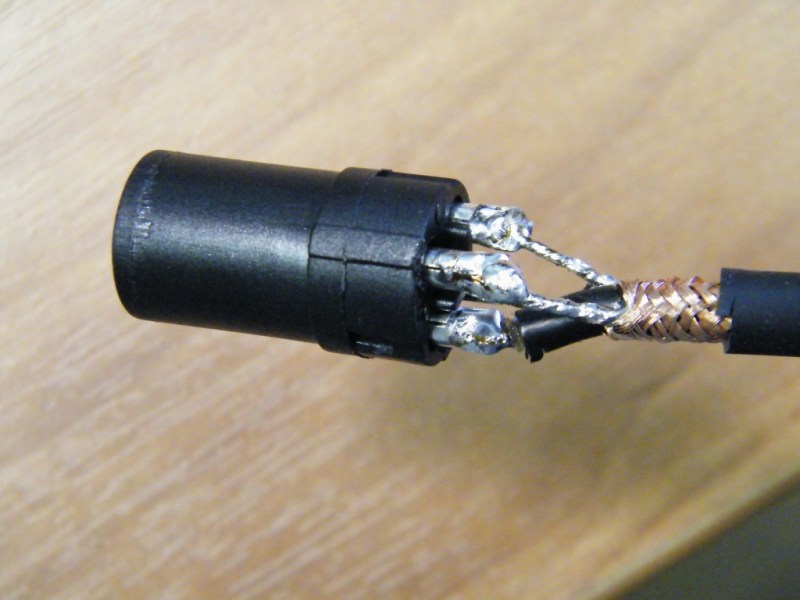
- В случае образования перемычек из припоя между контактами нужно удалить их, так как перемычки нарушат работу компонентов. Удаление происходит с помощью специальной плетенки из металла. Для этого ее кладут поверх перемычки и проводят наконечником паяльника. При этом припой впитывается в плетенку.
Важно! при проведении пайки методом «волна припоя» на местах, где проводится непосредственно пайка, должно находиться достаточное количество флюса для обеспечения смачивания поверхностей. Вам это будет интересно Особенности единиц измерения кВТ и кВА
Вам это будет интересно Особенности единиц измерения кВТ и кВА
Soic-чипы
- С помощью ацетона и этилового спирта с контактов удаляется лак дочиста.
- На все контакты, которые будут выпаиваться, наливается флюс.
- Замкнуть с помощью припоя все контакты, разгоняя его нагретым наконечником. Нанесенный припой должен оставаться в жидком состоянии.
- Затем нужно провести жалом по всем контактам, расплавив весь припой.
- Удалить микросхему.
Что требуется для пайки
Данный процесс не потребует специального оборудования, поэтому спаять под силу каждому человеку. Так, в ходе работы будут необходимы следующие инструменты и материалы:
- Электрический паяльник с мощностью не менее 80 Вт;
- Очищающие средства (флюс, канифоль, разведенная на их основе смесь);
- Подходящие к материалу провода припои;
- Деревянная или пластмассовая подставка;
- Напильник, наждачная бумага для заточки;
- Пассатижи или пинцет для удержания проводов;
- Спирт для обработки поверхности шнура;
- Изоляционная изолента;
- Термоусадочные трубки.
Выбор между канифолью и флюсом определяется наличием средства и некоторыми моментами. Так, пользоваться флюсом удобнее, так как провода обрабатываются быстро, но есть риск некачественной смывки и постепенного разъедания оболочки.

Припои подбираются с учетом материала проводника. Для пайки алюминиевых проводов лучше подойдут цинковые средства (ЦО-12, ЦА-15, П250А), а для работы с медью рекомендуются ПОС 40, 50, 60 из олова и свинца. Удобны припои с добавлением канифоли, что убирает необходимость очищения фаз.

Применение флюса
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
На что обратить внимание при покупке паяльника
Внимание при покупке паяльника нужно обращать на несколько параметров
Электропаяльник необходимо выбирать, отталкиваясь от мобильности аппарата, мощности, наличия станции, функционала, цены оборудования. Также следует покупать прибор, смотря на материал, форму наконечника, силу, температурный регулятор. Обязательно рекомендуется изучить топ паяльников.
Мощность электропаяльника
Мощность является наиболее важной характеристикой, которая учитывается при выборе конкретной аппаратной модели. От нее непосредственно зависит температурный режим нагрева рабочей поверхности
Для спаивания элементов микросхем рекомендуется приобретение электропаяльника с силой 25 ватт. При применении мощного электроприбора есть риск повреждения платы или микросхемы. Спаивать толстые электропровода лучше с помощью аппарата мощностью 40 ватт.
Материал и форма наконечника
Наконечник создается из меди с керамикой и никелем.
- Медные детали применяются в электрических моделях. Они обладают оптимальной тепловой проводимостью, емкостью и эффективностью.
- Никелевые не обгорают при работе. Им не нужно делать зачистку. Такие наконечники отличаются дороговизной и хрупкостью.
- Керамические детали отличаются стойкостью ко ржавчине и хорошим проведением тепла. Минусы состоят в стоимости, хрупкости.
По форме наконечники бывают конусообразными, иглообразными и стержневыми. Есть форма отвертки — самая комфортная в работе, универсальная по строению. Она способствует быстрому нагреву деталей.
Температурный регулятор
Наличие температурного регулятора — преимущество современных аппаратов. Они оцениваются дорого. Стоят больше, чем обычные устройства, но могут заменить собой пару электроприборов. С аппаратурой удобно работать, припаивая детали в разную толщину. Снижение температурного режима целесообразно при тонких проводах.
Материал ручки
Изготовление ручки электропаяльника осуществляется из стойкого к высоким температурам материала. Как правило, ручка создается из дерева. Модели, имеющие деревянные ручки, отличаются достаточной легкостью. Они не способны портиться во время нагревания.
Также в продаже можно встретить устройства, которые имеют эбонитовые, полипропиленовые ручки. Они тяжелые, иногда скользят в руке.
Где применяется
Все электронные компоненты не любят перегрева. Поэтому после работы с обычным аппаратом будут работать недолго.
Современные паяльники для микросхем совмещают в себе множество функций и производят уникальные операции:
- Откачку припоя после удаления процессора с печатной платы.
- Пайку соединений в электрических коробках.
- Пайку современных микросхем.
- Выпаивание мелких элементов.
- Демонтаж и установку диодов, резисторов и иных мелких деталей.
- Пропайку соединений и проводников.
- Выпаивание нескольких ножек процессора одновременно.
Современные устройства применяют не только радиолюбители, но и серьезные профессионалы в мастерских, на производстве.
Правила сушки
 Сушку чипов необходимо производить, соблюдая температурный режим и продолжительность. Новые чипы, которые были приобретены в магазине, со склада, присланы по почте, рекомендуется сушить не менее 24 часов при температуре 125 °C. Для этого можно использовать специальные сушильные печи. Можно высушить чип, расположив его на термостоле.
Сушку чипов необходимо производить, соблюдая температурный режим и продолжительность. Новые чипы, которые были приобретены в магазине, со склада, присланы по почте, рекомендуется сушить не менее 24 часов при температуре 125 °C. Для этого можно использовать специальные сушильные печи. Можно высушить чип, расположив его на термостоле.
Температуру сушки необходимо контролировать, чтобы не допустить перегрева и выхода детали из строя.
Если чипы были высушены и хранились до монтажа в обычных комнатных условиях, достаточно просушить их в течение 8-10 часов.