Пайка медных труб своими руками
Содержание:
- Достоинства сварного метода соединения медных труб
- Методы соединения
- Подробнее о капиллярной пайке
- Техника безопасности при спаивании труб из меди
- Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
- Что необходимо для пайки труб из меди
- Монтаж медных труб
- Алгоритм пайки мягким припоем
- Как правильно паять медные трубы, пошаговая инструкция
- Сферы применения медных труб
- Советы по использованию
- Суть процесса
- Припои для пайки в домашних условиях
- Припой для пайки меди
Достоинства сварного метода соединения медных труб
Медные сварные соединения имеют множество положительных отзывов относительно своей надежности, что делает их еще популярнее.
Среди наиболее значительных положительных качеств медной пайки можно выделить следующее:
- Сварные медные изделия получаются очень прочными и долговечными.
- Медь относится к наиболее простым в обработке и доступным материалам.
- Сварочный контакт имеет очень значительный простор при выборе наиболее подходящих условий – т.н. «регулировка режима сварки».
- Обустраивая соединение методом пайки, нет необходимости в наличии стандартных переходников и фитингов. Таким образом достигается заметная экономия финансов при организации системы отопления.
Методы соединения
Для коммутации медных труб между собой могут применяться несколько способов, зависящих от места проведения работы и требований к трубопроводу (он может быть монолитным или разборным).
Варианты монтажа соединений:
- сварка;
- пайка;
- фитинги.

Сварка медных труб осуществляется при помощи графитовых, вольфрамовых, медных или угольных электродов. Для организации соответствующих условий потребуется наличие азота, аргона или гелия. Работа проводится сварочным аппаратом постоянного тока или специальной горелкой. Этот метод имеет один серьезный недостаток, который заключается в значительном различии характеристик сварочного соединения и материала трубы. Это касается как химического состава и молекулярной структуры, так и способности проводить электричество и тепло. Доверять такую работу нужно только квалифицированному специалисту, так как любая ошибка может привести к расхождению шва.
Вместо довольно сложной для реализации сварки в обычных условиях практикуется пайка медных труб. Для этого используется газовая горелка или паяльная лампа. Существует низкотемпературная и высокотемпературная спайка, которые различаются типом припоя и режимом реализации.

Для создания неразъемного соединения медных труб используются также пресс-муфты и обжимные фитинги. Припой здесь заменен переходным кольцом. В первом случае для обжима применяются специальные клещи, во втором – накидные гайки (их зажимают с помощью ключа). Во время закручивания гаек необходимо добиться состыковки торцов медных трубок между собой. Благодаря притиранию металла достигается создание плотного и прочного соединения. Если надеть муфту правильно, соединение не будет протекать длительное время.
Подробнее о капиллярной пайке
Чаще всего в бытовых условиях медные трубопроводы организовываются с помощью капиллярной пайки. Сутью этого метода выступает так называемый капиллярный эффект, предусматривающий возможность поднятия жидкости (жидкого припоя) при помощи адгезии. Главным условием является то, чтобы смоченные стенки были разделены небольшим расстоянием.
Организация стыковочного узла для медных труб в бытовых условиях осуществляется с помощью специальных фитингов для пайки или раструбных утолщений. Раструбный способ считается более надежным, так как речь в таком случае идет о создании всего одного стыка. Исходя из этого, если есть возможность, вместо фитингов рекомендуется использовать раструбные соединения.
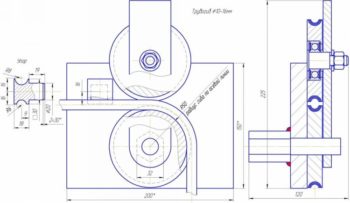
Порядок подготовки раструбов
Обрезка труб по размеру осуществляется вальцовочным труборезом
Важно добиться строгой перпендикулярности торцевых срезов по отношению к центральной оси

Далее снимают фаску с обоих концов. Для этого потребуется наличие особенного приспособления – фаскоснимателя. Дальнейшая зачистка внутренних и наружных поверхностей соединяемых труб реализуется медной щеткой.
Вставив один из отрезков трубы в тиски, производят его развальцовку, чтобы добиться свободного погружения в него второго отрезка. Для этой цели используется специальный труборасширитель соответствующего диаметра.

Результатом развальцовки является обустройство раструба на одном из концов медной трубы. Тестирование уровня его готовности по ходу процедуры проводится периодическим погружением другого, гладкого конца.
Применение паяльного аппарата
 Кроме уже упомянутого трубореза, фаскомнимателя и расширителя труб, для проведения пайки медных труб потребуются и некоторые другие инструменты. Речь, прежде всего, идет о паяльнике. Благодаря этому аппарату на соединяемом участке создается высокотемпературная зона для разогрева труб и припоя.
Кроме уже упомянутого трубореза, фаскомнимателя и расширителя труб, для проведения пайки медных труб потребуются и некоторые другие инструменты. Речь, прежде всего, идет о паяльнике. Благодаря этому аппарату на соединяемом участке создается высокотемпературная зона для разогрева труб и припоя.
Как правило, функция паяльника выполняется специальной газовой горелкой.
Для процедуры, где используется мягкий припой, вполне сгодится компактное ручное приспособление, работающее на пропане. Как правило, такие аппараты комплектуются газовыми баллонами одноразового типа, прикрепленными на рукоятку. Несмотря на небольшие габариты, горелки данного типа способны обеспечивать нагревание до +1100 градусов: для работы с мягким припоем этого вполне достаточно. При покупке рекомендуется выбирать модели с пьезорозжигом, что заметно упрощает проведение пайки.

Держатели газовых горелок ручного типа оснащаются регулировочным вентилем, позволяющим корректировать длину пламени. Этот же вентиль позволяет прекращать подачу газа по окончанию работы. Назначением обратного клапана является перекрывание подачи топлива, если пламя затухнет.
Другие необходимые материалы
 Припой реализуется прутками или проволокой с более низкой температурой плавления по сравнению с медью. Это дает возможность соединять медные трубы методом плавления.
Припой реализуется прутками или проволокой с более низкой температурой плавления по сравнению с медью. Это дает возможность соединять медные трубы методом плавления.
Для пайки потребуется щетка со стальным ворсом. С ее помощью трубы и фитинги зачищают для последующего соединения. Щетку можно заменить мелкозернистой наждачной бумагой.
Не обойтись без флюса для пайки и кисти (чтобы наносить флюс). Еще потребуется огнеупорная прокладка, молоток, тиски, рулетка.
Техника безопасности при спаивании труб из меди

Основные правила техники безопасности при самостоятельной пайке труб из цветных металлов:
- При нанесении химических реагентов и нагреве труб требуется использовать защитную одежду и очки. При попадании флюса на открытые участки кожи необходимо удалить реактив проточной водой, а затем промыть участок тела мыльным раствором.
- Запрещается использовать защитную одежду из синтетического материала, который плавится или воспламеняется под воздействием пламени газовой горелки или жала электрического паяльника.
- Поскольку при выполнении работы происходит испарение флюса, то в помещении предусматривается вентиляция.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.
Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм.
Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки.
Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов.
Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Монтаж медных труб
В процессе монтажа сантехнических систем своими руками часто возникает необходимость соединять медные трубы с изделиями из других материалов. В системах отопления, холодного и горячего снабжения водой соединения меди со сталью, пластиком и латунью являются безопасными с точки зрения появления коррозионных процессов. А вот соприкосновение меди с оцинкованной сталью опасно для оцинкованных труб и приводит к их разрушению вследствие электролитических процессов. Во избежание выхода из строя трубопровода необходимо соединение осуществлять при помощи , а току воды обеспечить направление от стали к меди.
Перед началом работ необходимо подготовить инструмент для монтажа медных труб системы отопления или снабжения горячей или холодной водой. Для этого понадобятся: труборез или ножовка по металлу, напильник или шабер, при наличии участков сложной конфигурации — трубогиб, газовая горелка или термофен.
Прокладка медного трубопровода своими руками начинается с на участки предварительно рассчитанной длины. Затем необходимо очистить от заусенцев наружную и внутреннюю части трубы, при необходимости — выровнять срез. Использование трубогиба позволит не допустить сплющивания трубы и образования заломов, которые могут стать причиной снижения эксплуатационных качеств трубопровода в этих местах.
Если диаметры труб не превышают 15 мм, то радиус их изгиба должен составлять не меньше 3,5 диаметров, а если более 15 мм, то четырех диаметров. При гибке вручную качественный изгиб можно получить лишь при его радиусе, равном 8 диаметрам.
Несмотря на свою устойчивость к коррозии, медные трубы, из-за нарушения технологии изготовления, неправильной пайки и сильной загрязненности воды абразивными включениями, могут подвергнуться очень опасной язвенной коррозии. Труба корродирует в местах разрушения оксидной пленки. Одним из способов избежать возникновения этого процесса является установка фильтров на трубопроводах водоснабжения и отопления.
На современном строительном рынке медные трубы, благодаря своим уникальным эксплуатационным качествам, вполне успешно конкурируют с продукцией из стали, пластика и металлопластика, невзирая на свою высокую стоимость.
Даже с учетом того, что полимерные трубы применяются все чаще, металлические изделия все еще пользуются немалым успехом. Как правило, в качестве металла используется медь, латунь и сталь. В лучшую сторону по показателям устойчивости к коррозии и высоким температурам отличается медь. Собственно, о соединении медных труб, и пойдет речь в этой статье.
Даже несмотря на то, что медные трубы отличаются своей дороговизной, учитывая все характеристики материала, их применение является довольно-таки оправданным.
В первую очередь, перед соединением медных труб, стоит определиться с тем, как их соединять, методом пайки или иным способом.
Алгоритм пайки мягким припоем
Процесс соединения медных изделий не представляет особых сложностей опытному мастеру. Перед тем, как паять медные трубы, необходимо изучить процесс, подготовить некоторые материалы:
Применение припоя
Резка кусков необходимой длины производится с помощью трубореза. При резке необходимо контролировать угол, для получения ровного отреза можно использовать строительный уголок.
После резки подготовленного к пайке участка, происходит зачистка. Процесс подразумевает использование щетки, металлического ершика соответствующего диаметра
Важно знать, что нельзя использовать наждачную бумагу, при работе могут появиться царапины, металлический песок, что значительно понизит качество соединения.
Вне зависимости от технологии пайки медных труб, один из концов соединяемых деталей расширяется специальным устройством. Диаметр увеличивается до состояния, когда второй конец свободно заходит, оставляя небольшой зазор.
Зачищается расширенный конец металлической щеткой или ершиком, на противоположную сторону наносится паяльный флюс
Надежное соединение может быть достигнуто путем равномерного распределения флюса.
Перед процессом пайки медных труб подготовленные концы вставляются друг к другу, удалив избытки флюса. Процессом низкотемпературной пайки производится нагрев детали до тех пор, пока флюс не станет серебристого цвета, обычно это происходит при температуре около 350 °.
Полностью нагретое соединение обрабатывается припоем, который заполняет щели, поверхность стыка. Процесс считается законченным, когда припоем обработана вся окружность стыка. При пайке медных труб твердым припоем не нужно подвергать изделия деформации в процессе остывания, это может нарушить герметичность шва.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
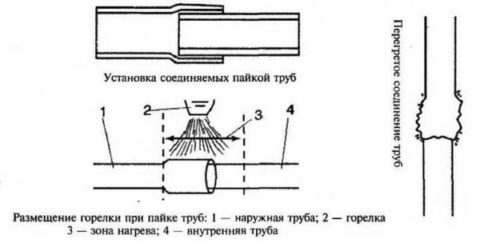
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Сферы применения медных труб
Монтаж медных труб в отопительных системах возможен благодаря их высокой стойкости в условиях работы с высокотемпературными жидкостями. Особенно это свойство актуально при однотрубной схеме отопления, в которой для обеспечения температуры теплоносителя в последнем радиаторе около 70ºС необходимо, чтобы в первом она была равна примерно 120ºС

Соединение труб обжимными фитингами не дает абсолютную гарантию надежности и требует постоянного контроля в процессе эксплуатации.
Максимальная температура, которую выдерживают полимеры, используемые в системах отопления, не превышает 95ºС, а по медным трубам могут транспортироваться среды температурой до 300ºС. Важным свойством трубопровода из этого металла является его способность выдерживать давление 200-400 атм, при этом паяное соединение медных труб, выполненное своими руками, остается герметичным.
В то же время металлопластиковые изделия могут выдерживать, в среднем, давление в 6 атм при возможном рабочем давлении в системе 6 — 8 атм. Трубы отопления из мягкой меди легко переносят 3-4 цикла замораживания-размораживания.
Благодаря своим антибактериальным свойствам медь способна противостоять инфильтрации загрязнений в городских водоснабжающих сетях. Сантехническая медь обладает стойкостью к воздействию хлора. Более того, хлор, являясь сильным окислителем, способствует образованию на меди защитной оксидной пленки, которая продлевает срок службы трубопровода. Однако следует помнить, что скрытая прокладка медных труб своими руками может осуществляться только при наличии на трубах полимерной оболочки, которая предохраняет медь от блуждающих токов.
Медные трубы универсальны: помимо систем водоснабжения и отопления, их применяют для передачи газов, хладагентов в холодильных системах, используют в системах кондиционирования.
Советы по использованию
Правильный выбор припоя дает возможность без особых затрат сил и времени стыковать в единую систему медные трубы. Стыковочный шов, как правило, выходит надежным и ровным, он способен обеспечить герметизацию в трубопроводах любого типа конфигурации. Аккуратно выполненный шов полностью исключает возникновение утечек веществ, которые циркулируют по трубопроводящей системе. Хорошо выполненная спайка с грамотно выбранным припоем может работать долгие годы, не требуя к себе пристального внимания или проведения регулярного специального обслуживания.
При выполнении стыков высокотемпературным припоем часто возникает ситуация, когда требуется применение флюса. Этот компонент необходим для подготовки области проведения паяльных работ для предотвращения окислительных процессов меди, которые разрушают стыковочный шов. В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.


Для пайки меди часто применяют составы с плавиковой и борной кислотами, к ним добавляется калия гидроксид. Наиболее дешевый флюс для пайки меди – обычная бура. Флюс – это порошок мелкой фракции или состав из мелких кусков. Опытные мастера для удобства выполнения работ проволоку припоя обмакивают в порошок флюса. Иногда припой перетирают вмести с флюсом до получения однородного порошка, но так поступают редко, так как процесс трудозатратен.
Чтобы приступить к пайке медных труб, понадобятся следующие инструменты:
- состав припоя для меди;
- флюс;
- газовая горелка или паяльник;
- режущее приспособление для нарезки заготовки трубы на отдельные части нужного размера;
- фаскосниматель и щетка по металлу – они помогут удалить металлические заусеницы, которые могут возникнуть при нарезке трубы.


Перед началом работ нужно нарезать трубу и обработать ее каря так, чтобы на ней не было заусениц, если этого не сделать, сцепка двух деталей встык не получится требуемой прочности. Внутреннюю сторону трубы обрабатывают щеткой по металлу. Такая обработка увеличивает пропускную способность трубопроводной системы. Следующий шаг процесса выполнения стыковочного шва заключается в том, что очищается рабочая поверхность труб в месте стыковки. Очищение выполняют флюсом, который позволяет убрать оксидную пленку и тем самым снизит у материала степень поверхностного натяжения, а также увеличит адгезию.
Некоторые технологии проведения процесса пайки предусматривают предварительный прогрев стыкуемых деталей. С этой целью применяется газовая горелка с направленным выходом пламени. Для выполнения больших объемов работ можно использовать газовый баллон с пропанобутановой смесью.


В процессе пайки медных деталей могут возникнуть различные ситуации, справиться с ними помогут советы опытных мастеров.
В процессе нарезки заготовок из трубы нередко появляются дефекты в виде вмятин на ее стенках, это обстоятельство является причиной плохого качества стыковочного шва. При нарезке нужно избегать деформирования трубы и не проводить пайку поверх ее дефектов.
Для лучшей адгезии необходимо обезжиривать поверхности стыкуемых участков труб, так как любые, даже самые малозаметные загрязнения приведут к снижению качества стыковочного шва.
Для того чтобы шов получился ровным и крепким, необходимо правильно выбрать зазор, в пределах которого будет выполнена пайка. Если сечение трубы находится в пределах 10-110 мм, то величину зазора выбирают в диапазоне от 7 до 50 мм.
Заготовки перед выполнением стыковочного шва лучше всего как следует прогревать. Если нагрев будет недостаточным, то стыковочный шов может быть разрушен даже при небольших нагрузках.
При нанесении флюса нужно внимательно следить за тем, чтобы он равномерно покрывал всю рабочую поверхность
В местах, куда флюс не попал, стыковочный шов разрушится.
Во время работы паяльником или газовой горелкой важно соблюдать технологию. Если область стыковочного шва будет перегрета, то не только флюс, но и припой утратят свои свойства.


В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников.
Суть процесса
Трубопровод, созданный таким образом, за счет использования при его монтаже труб из меди, отличается высокой надежностью и исключительной долговечностью. Конечно, такая система имеет достаточно высокую стоимость, но она полностью оправдана теми уникальными характеристиками, которыми обладает
Что важно, использовать трубы из меди можно как в водопроводных, так и в отопительных системах. И в том, и в другом случае, они демонстрируют высочайшую надежность и долговечность
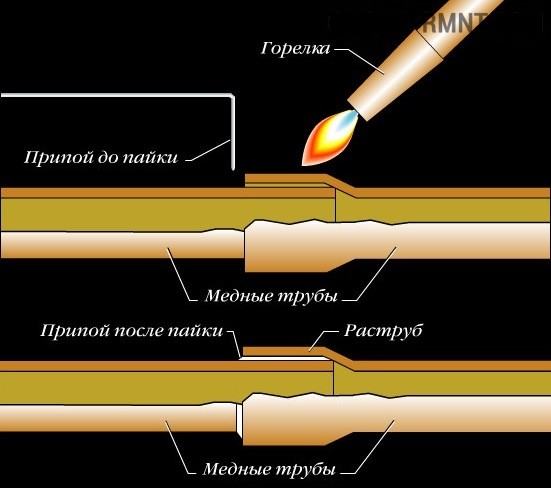
Наиболее простым и самым надежным способом монтажа таких систем является пайка медных труб. Эта технология соединения применяется уже достаточно давно, она хорошо изучена и не вызывает особых проблем при практической реализации. Суть такого метода заключается в том, что стык между соединяемыми деталями заполняется специальным составом, который называется припоем. Для того чтобы припой для пайки медных труб мог попасть и заполнить собой стык между деталями, его расплавляют под воздействием высокой температуры. После того как нагрев припоя прекращается, и он уже полностью заполнил будущий шов, он застывает, образуя надежное, герметичное и долговечное соединение.
Пайка меди удобна еще и тем, что при необходимости соединенные элементы трубопровода всегда можно легко разъединить. Для этого достаточно нагреть место соединения, чтобы сделать припой мягким и податливым.
Процесс пайки медной трубы
Припои для пайки в домашних условиях
Такое название используется для обозначения припоев с высоким уровнем тугоплавкости. Внешне они имеют вид длинных стержней с произвольным профилем, что очень удобно в том случае, когда металл разогревают непосредственно в области пайки до температуры +900 градусов.

Что касается т.н. «мягких» припоев, то с их помощью проводится низкотемпературная обработка медных изделий в домашних условиях. Чаще всего они выглядят, как очень тонкие проволочки, изготовленные на основании олова, свинца, цинка и их сплавов. Такая форма припоя очень удобна при решении вопроса, как спаять медные трубки в домашних условиях.
Припой для пайки меди
Физические свойства паяного соединения, его надежность в значительной степени определяются тем, на основе какого металла или сплава оно было создано в этом случае. Все припои, которыми производится пайка меди, разделяются на два вида:
Припой для меди необходимо выбирать исходя из их состава и температуры плавления.
- Низкотемпературные, которые плавятся при температурах не более 450°C. Прочность шва, создаваемого при такой спайке, сравнительно невелика, но зато, благодаря сравнительно невысокой температуре, не меняются физические свойства спаиваемых деталей, прежде всего их прочность.
- Припои, имеющие более высокую температуру плавления, считаются высокотемпературными. Прочность шва при этой спайке выше, но существует вероятность уменьшения прочности спаиваемых деталей в результате их отжига.
Что касается их химического состава, то чаще всего применяются следующие виды:
- оловянные, свинцовые и свинцово-оловянные;
- оловянно-медные, оловянно-серебряные и оловянно-медно-серебряные;
- медно-серебряно-цинковые и медно-фосфорные;
- серебряные.
Припои из первой группы являются низкотемпературными и используются наиболее часто для пайки радиоэлектронных схем. Они же обычно используются в быту для починки разнообразных металлических изделий. При изготовлении печатных схем, для снижения температуры плавления, к сплаву часто добавляется кадмий или висмут.
Остальные из перечисленных металлов и сплавов в домашних условиях чаще всего применяют для соединения трубопроводов, изготовленных из меди. Для их надежной, прочной и легкой стыковки между собой разработана капиллярная техника соединения, которая может быть как низко- так и высокотемпературной.
Пайка медных труб при помощи припоя.
При вставке трубы в фитинг промежуток, остающийся между ними, имеет ширину не более чем 0,4 мм. Благодаря этому при пайке возникает капиллярный эффект: расплавленный припой заполняет все это пространство. Происходит это потому, что силы взаимодействия между молекулами меди и расплавленного металла больше, чем между молекулами самого расплава.
Благодаря этому эффекту расплав почти мгновенно заполняет весь промежуток между трубой и фитингом, а соединение в результате получается прочным и надежным. Нужно только проследить, чтобы соединяемые поверхности были предварительно хорошо зачищены и были использованы соответствующие флюсы.
Поскольку свинец токсичен, применять содержащие его сплавы для монтажа водопроводов для питьевой воды нельзя. На деле соединение медных трубопроводов осуществляется с помощью всего четырех видов припоев:
- Оловянно-медные (S-SN97Cu3) и оловянно-серебряные (S-Sn97Ag5) относятся к низкотемпературным. Соединение выходит прочным и стойким к коррозии.
- Медно-серебряно-цинковый L-Ag44 (серебро – 44%, медь – 30% и цинк – 26%) относится к высокотемпературным. Соединение прочное, пластичное, коррозиестойкое, обладает повышенной теплопроводностью.
- Медно-фосфорные CP203 (медь – 94% и фосфор – 6%) относятся к высокотемпературным и могут использоваться без флюсов. Шов прочный, но его эластичность уменьшается при низких температурах.
- Высокотемпературный серебряный припой для пайки дает прочный, пластичный и стойкий к коррозии шов, но он дорог. Флюс при пайке необходим.