Пайка полипропиленовых труб
Содержание:
- Технологический процесс сварки враструб
- Разводка полипропиленовых труб
- Способы пайки труб из полипропилена
- Сварка полипропиленовых труб враструб
- Как выбрать паяльник
- Канализационная система из ПП труб
- Геотермика
- Технологии
- Не соблюдение времени нагрева трубы
- Влияние ошибок на качество сварки
- Температура паяльника и время сварки
Технологический процесс сварки враструб
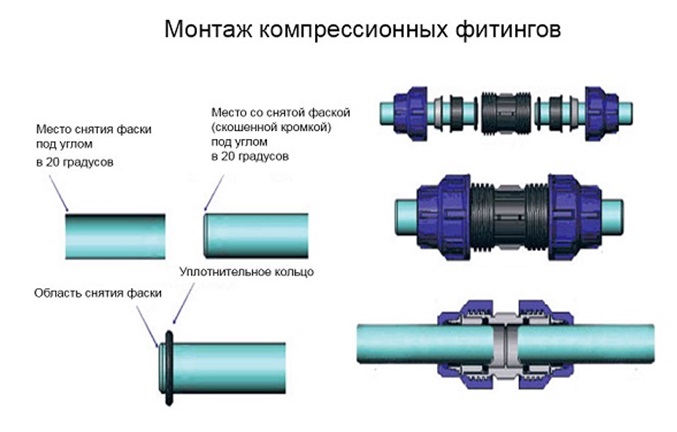
Внешний диаметр цилиндрического изделия всегда немного больше номинального сечения. У фитинга, наоборот, внутренний диаметр меньше номинального сечения трубопровода.
Возьмем, к примеру, трубу 20 мм. Настоящий размер ее внешнего диаметра будет находиться в пределах 20,3-20,5 мм. У фитинга, предназначенного для работы с изделием 20 мм, внутреннее сечение составит 19,5-19,7 мм.
Причем средняя часть поверхности муфты будет точно соответствовать номинальному диаметру. Для конусной плоскости берется 5 градусов.
Становится понятно, что если не нагревать фитинги, их не удастся соединить с муфтой.
Когда труба совмещается с горячей муфтой, происходит оплавление наружной части. Наверх выдавливается все лишнее, получается своеобразный валик. Далее нагреваются внутренние слои. Они начинают сжиматься, при этом труба получает возможность попасть в горячую муфту. Аналогичного эффекта удается добиться, когда элемент крепежа соединяется с горячим дорном.
Когда труба совмещается с фитингом, происходит ее упругое сжимание, при этом соединительный элемент начинает растягиваться. Нагретые поверхности сдавливаются, вытесняя воздух. В результате происходит равномерное смешивание расплавленного материала.
Общий технологический процесс соединения труб из ПП враструб имеет несколько последовательных операций:
- резка изделий;
- подготовительные мероприятия;
- установка сварочного аппарата;
- достижение рабочего режима;
- прогрев деталей;
- сборка;
- охлаждение магистрали.
Вручную можно без особых усилий соединить трубу с нагретым инструментом, если свариваются небольшие детали, сечение которых находится в диапазоне 40-50 мм. Чтобы совместить между собой цилиндрические конструкции диаметром, превышающим 50 мм, необходимо воспользоваться специальным центратором, предназначенным для выполнения раструбной сварки.
Так как пайка полипропиленовых труб не представляет особого труда, работу можно выполнить в одиночку.
Чтобы разрезать цилиндрические изделия, применяются специальные ножницы, которые не позволяют сминаться стенкам трубы.
Перед тем как приступить к пайке полипропиленовой продукции, поверхности деталей тщательно очищаются и обезжириваются. Армированные конструкции подвергаются специальной подготовке. Об этом обязательно должны помнить работники, осуществляющие монтаж таких изделий.
Композитные трубы из ПП, которые армированы алюминием, отличаются невысоким температурным расширением. Поэтому система отопления, изготовленная из подобной продукции, не требует установки дополнительных температурных компенсаторов. Только в таких изделиях, армированных алюминием, возможна диффузия кислорода. После попадания воздуха в систему происходит активное насыщение воды кислородом. В результате начинается процесс кавитации вентилей, а также других деталей сооружения из цилиндрических конструкций.
При отсутствии армирующего слоя можно не проводить дополнительной специальной подготовки.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых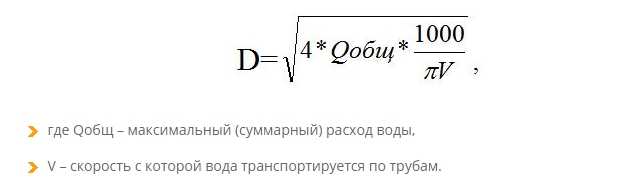
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Способы пайки труб из полипропилена
Для соединения труб из полипропилена можно воспользоваться одним из трех способов. А именно:
- используя диффузную пайку (при помощи специального устройства – «утюга»);
- паять с применением электрофитинга;
- использование холодной спайки.
Самым распространенным методом считается диффузная пайка. При этом используются различные доборные фитинги и электронагревательный прибор (паяльник или «утюг»). Об этом способе будет более подробно рассказано чуть ниже.
При соединении при помощи электрофитинга используются специальные соединительные элементы. Они надеваются на концы труб. После этого подается электрическое напряжение на особые металлические вставки в фитинге. В результате нагрева металла плавится полипропилен, а после остывания создается прочное соединение.
Такой метод используется редко, только в тех случаях, когда спайка с использованием «паяльника» невозможна. Также таким способом создания коммуникаций из полипропиленовых труб пользуются крупные строительные компании, при выполнении больших объемов работ. Дело в том, что сами электрофитинги довольно дорого стоят, поэтому использовать их в домашних условиях невыгодно.
Еще один метод соединить трубы из полипропилена – это использование холодной сварки. Специальный клей наносится на нужный участок. Своим составом клеевая масса немного размягчает полипропилен. В результате создается прочное и надежное соединение. Более подробно с этим методом можно ознакомиться, просмотрев видео из интернета.
Но и у этого метода есть свои недостатки. Во-первых, холодную пайку можно использовать только при монтаже коммуникаций для подачи холодных жидкостей (холодного водопровода). При нагреве соединение может потерять свою герметичность. Во-вторых, трубы необходимо прочно крепить. Если использовать холодную спайку на участках, где возможны подвижки трубопровода, то соединение (со временем) даст течь.
Сварка полипропиленовых труб враструб
Основным способом монтажа пластика, когда нужно соединить небольшие цилиндрические изделия разного сечения, считается применение раструба. При сварке конструкции из ПП обязательно используются дополнительные детали:
- углы;
- тройники;
- отводы.
Все они изготавливаются из того же материала, из которого были сделаны трубы. Применение дополнительных элементов для создания качественного соединения не считается минусом этого метода. Рассматриваемые детали, кроме соединяющей функции, помогают изменить направление трубопроводной магистрали.
Данный процесс состоит из нескольких операций:
- оплавляются сопрягаемые поверхности: наружная стенка цилиндрического изделия с внутренней частью фитинга;
- применяются специальные нагревательные детали;
- происходит охлаждение элементов в собранном виде.
По мнению профессионалов, соединение враструб считается намного надежнее, чем стыковая сварка. Благодаря тому что при совмещении труба с усилием входит в фитинг, создается высокая прочность. В этом случае для проведения центровки не требуется использования специального инструмента. Совместить цилиндрические конструкции подобным образом сможет даже новичок.
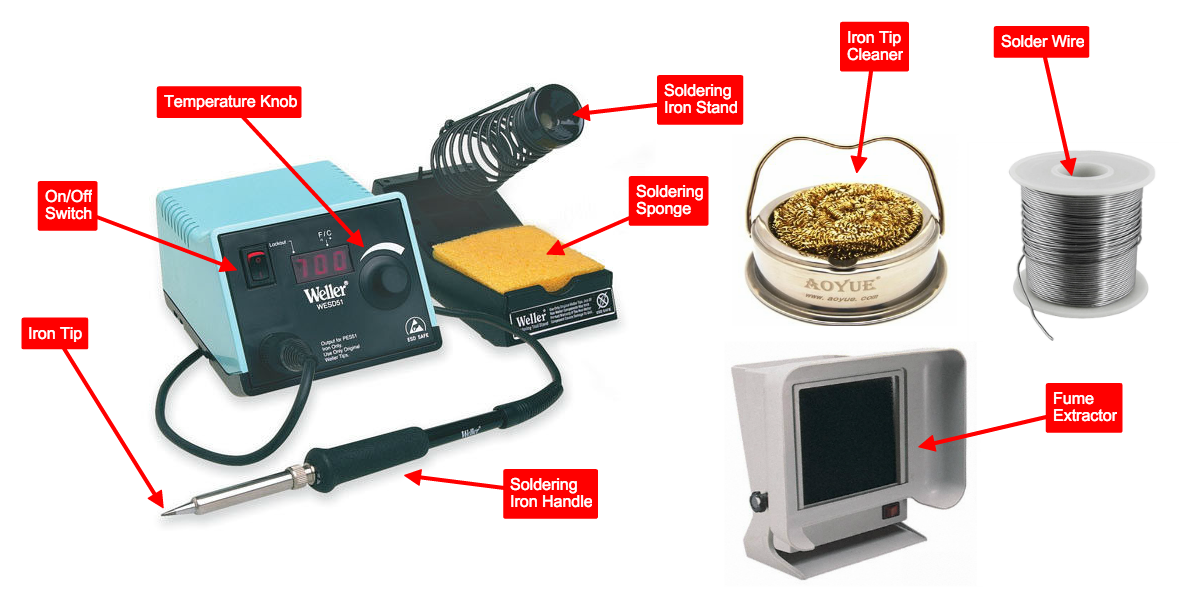
Как выбрать паяльник
Если вы паяете полипропиленовые трубы один раз, пропускайте этот пункт, но когда такой инструмент необходим по работе или планируется проведение системы пластиковых труб у тёщи, кума, брата, свата и т.д., тогда покупка паяльника – это вопрос №1.

Характеристики паяльников:
- Компактность прибора, насколько удобно он сидит в руках;
- Мощность оборудования;
- Базовая комплектация (со временем вы покупаете разные насадки, но на первых порах, если нужной насадки не будет в наборе, лучше сразу её купить, чтобы потом не бегать за ней в магазин);
- Материал паяльника.
Компактность важна. Ведь придётся держать прибор на весу в течение длительного времени. От этого, после очередной трубы, начнут очень сильно уставать руки. Следовательно, прежде чем покупать паяльник, возьмите его в руки, попробуйте, насколько удобно с ним работать.
Мощность определяет, какие трубы можно варить. За точку отсчёта берут напряжение 220 В., к которому подключают паяльник. Строители пользуются очень мощными приборами. Но в частной практике нужны совершенно другие характеристики (мощность зависит от диаметра отверстия):
- 16 – 63 мм. – 700 Вт.;
- 63 – 73 мм – 850 Вт.;
- 125 мм. – 1200 Вт.;
- 125 – 150 мм. – более мощные нагревательные инструменты.
Комплектация – это в основном насадки. Чем больше насадок предусмотрел производитель, тем больше труб может спаять прибор. Все они имеют пару (для двух изделий одновременно). Некоторые приборы стыкуют несколько труб одновременно с разным диаметром. Рекомендуется использовать насадки с тефлоновым покрытием. Они более долговечны.

Производитель. Чехия – это страна, которая выпускает лучшие паяльники. Именно их оборудование считается самым дорогим и качественным. Вслед за чехами идут турки, но среди них много китайских подделок.
Китай не считается очень плохим производителем. Но тут как повезёт. Можно попасть на хорошее качество Поднебесной или купить дешёвую модель, которая выйдет из строя через несколько ремонтов
Чтобы спаять две полипропиленовые трубы, необходимо запастись терпением, вниманием и, желательно хорошим напарником. Наличие паяльника играет очень большую роль, но существуют аналоги, при отсутствии нагревательного инструмента
Если вы не разбираетесь в работе, лучше нанять специалиста.
Канализационная система из ПП труб
Как уже отмечалось ранее, трубы из полипропилена сегодня активно используются при обустройстве . Процедура монтажа в данном случае имеет свои нюансы.

Внутренняя канализация
Существует ряд правил, которые нужно соблюдать при оборудовании канализации в доме.
- Трубопровод укладывается под наклоном в направлении канализационного стояка (около 3 см на погонный метр).
- Если помещение не отапливается, то трубы дополнительно утепляются минеральной ватой.
- Нельзя выполнять резкие повороты под углом в 90ᵒ, вместо этого используются так называемые полуотводы.
- Вентиляция фанового типа – обязательная составляющая канализации, которая предотвратит проникновение неприятного запаха в жилище.
- Унитаз подключается лишь после раковины, в противном случае произойдет срыв водяного затвора.
Наружная канализация

Шаг первый.
Определяется диаметр труб, зависящий преимущественно от количества людей, проживающих в доме.
Шаг второй.
От стояка канализации роется траншея к септику или выгребной яме. При этом соблюдается уклон, зависящий от линии промерзания почвы, или трубопровод утепляется минватой.


Шаг третий.
Дно покрывается «подушкой» из песка. Ее толщина должна составлять минимум 20 см.
Шаг четвертый.
Прокладывается трубопровод
Важно избегать возможных его провисаний, иначе соединения в скором времени разрушаться.. Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насос ами нажимного действия. Бурение происходит с помощью стального конусообразного наконечника
Подобная технология используется при строительстве:
Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насос ами нажимного действия. Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
- авто- и Ж/Д дорог;
- трубопроводов в подвалы;
- магистралей к рабочим колодцам.
Монтаж ПП трубопровода своими руками поможет существенно сэкономить, но лишь при условии грамотного выполнения.
Изделия из полипропилена используют, как правило, при создании дренажных и оросительных систем, а также при прокладке водопровода или обустройстве системы отопления. Полипропилен относится к классу полиолефинов, а это означает, что вся изготовленная из данного материала продукция отличается высокой степенью экологической безопасности.
Кроме того, водоотводы из полипропилена способны прослужить очень долго, при этом затраты на их эксплуатацию будут минимальными. Однако работая с такими изделиями необходимо знать, как сваривать полипропиленовые трубы таким образом, чтобы избежать их деформации и предупредить появление течи.
Геотермика
Просверлили ппр трубу? Ничего страшного, сейчас мы научим вас как легко и просто отремонтировать поврежденный участок трубы.
Пожалуй, самый распространенный материал, который используют для монтажа систем отопления и водоснабжения, это (ППР) полипропиленовые трубы. Чтобы не ломать язык, ПолиПРопиленовые трубы, часто называют трубы ППР.
Почему ППР трубы у нас так распространены?
Трубы ППР у нас распространены по одной причине, это их стоимость. А, как известно, самый массовый товар — это дешевый товар. В свое время меня волновал такой вопрос: почему в Америке и Канаде отопление и водопроводы делают из медных труб, а у нас в основном из полипропиленовых труб? Когда у меня появились знакомые из этих стран, я понял, что у них просто медь очень дешевая. И медные трубы можно купить на каждом углу. А у нас медные трубы считаются почти элитным материалом.
Ремонт или замена?
Очень часто, особенно там, где стены облицовываются панельными материалами, при монтаже каркаса просверливают трубу отопления или водопровода. И хорошо еще, если монтажники увидели, что они просверлили трубу и вызвали сантехников для ее ремонта. Но бывает и так, что сантехники после монтажа не опрессовывают систему, оставляя ее без давления. Тогда они могут пропустить тот факт, что труба испорчена. И эта утечка может проявиться только при запуске системы отопления, когда ремонт уже сделан. Именно поэтому, требуйте от своих сантехников, чтобы они опрессовывали систему, и оставляли ее под давлением. Опрессовку можно сделать воздухом или водой, в этой статье я постарался описать, как правильно это сделать.
Но представим, что в нашем случае система отопления была под давлением, и монтажники увидели, что они просверлили трубу. В этом случае нужно добраться до трубы (разобрать полы, раздолбить бетон), чтобы обеспечить доступ к участку ремонта.
Далее нужно определиться, сквозное отверстие или нет, если просверлили трубу насквозь, то лучше вырезать участок поврежденной трубы и затем, заменить его. Если же ППР труба просверлена с одной стороны, то можно запаять это отверстие. Нужно купить специальную ремонтную насадку для полипропиленовых труб, и специальный ремонтный стержень.
Если вы не любите читать, то посмотрите видеоролик, где Александр Кузнецов на примере показал, как правильно отремонтировать полипропиленовую трубу, после того, как ее просверлили.
А у вас хоть раз дырявили трубы систем отопления или водоснабжения?
Поделись статьей с другом, это может сэкономить его деньги.
Источник
Технологии
Независимо от технологии сварка полипропиленовых труб выполняется в несколько этапов:
- Трубы обрезаются с помощью специальных ножниц.
- Сварочный аппарат разогревается до 260 градусов. Он должен быть надежно закреплен на горизонтальной поверхности, чтобы не раскачиваться при нагревании.
- Дождаться пока отключится индикатор нагрева (погаснет лампочка на корпусе).
- Надеть соединяемую сторону трубки на нагревшуюся насадку. Одновременно с этим надеть другую деталь на соседнюю разогретую насадку.
- Подождать 4–6 секунд, одновременно соединить детали между собой.
Дождаться остывания шва.
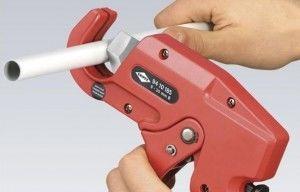
 Резка труб ножницами
Резка труб ножницами
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.

Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
Влияние ошибок на качество сварки
Специалисты отмечают, что самые распространенные ошибки заключаются в пренебрежении требованиями по подготовке труб и по временным нормативам. Часто пропускают обезжиривание, невнимательно относятся к состоянию кромок, чистоте и сухости. Подобные ошибки приводят к нарушению монолитности соединения.

Перегрев стенок полипропиленовых труб приводит к зауживанию внутреннего диаметра узлового соединения. Тоже возникает при чрезмерном сжатии. Произвести зачистку протока, как правило, невозможно. А подобная неисправность наряду с перекосами является причиной разрыва или засорения канала.
В редких случаях ранний выход из строя собранной магистрали обоснован разнородными материалами относительно производителя. Это происходит даже после профессионального монтажа. Причина заключается в том, что каждый изготовитель работает по своей технологии, пользуется своей рецептурой. В результате у труб могут оказаться разные нормы нагревания, фиксации и остывания. Поэтому стоит применять заготовки с фитингами от одного производителя.
Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и
всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус
несколько градусов — не нужно делать температуру больше положенного!
Некоторые «ухари», для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и
существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и
пережигается), часто происходят случаи запаивания внутреннего прохода трубы.
Так называемая «жопка» на жаргоне сантехников — запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически
низкого напора воды или плохому нагреву отопительных приборов. Появляются «жопки» в результате превышения температуры и времени пайки — выставил высокую температуру на паяльнике или слишком
долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы — нормальная температура пайки и качественный полипропилен заставляют немного
напрягаться!
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены
в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение «пейзаж» или измените масштаб браузера.
Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры
окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить
простую истину — пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при
температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется «ощущение» материала, чувство недогретого или перегретого паяльника. Только
тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух
свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм.
6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю,
что пауза сильно зависит от конкретного материала — полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.