Как паять полипропиленовые трубы
Содержание:
- Технологический процесс сварки враструб
- Альтернативы сварке ПП труб
- Трубы и арматура
- Типичные ошибки
- Виды труб из полипропилена
- Сборка элементов без применения пайки
- Разводка полипропиленовых труб
- Этап второй. Сварка полипропиленовых труб
- Влияние ошибок на качество сварки
- Оборудование для сварки полипропилена
- Вручную
- Подготовка к монтажу водопровода из полипропиленовых труб
- Технология сварки труб из ПВХ полипропилена
Технологический процесс сварки враструб
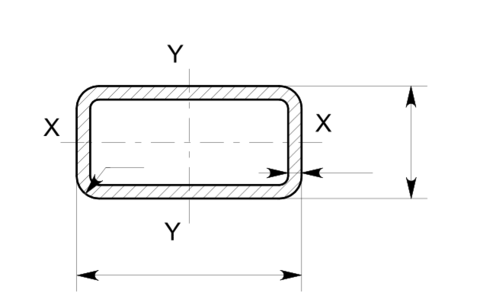
Внешний диаметр цилиндрического изделия всегда немного больше номинального сечения. У фитинга, наоборот, внутренний диаметр меньше номинального сечения трубопровода.
Возьмем, к примеру, трубу 20 мм. Настоящий размер ее внешнего диаметра будет находиться в пределах 20,3-20,5 мм. У фитинга, предназначенного для работы с изделием 20 мм, внутреннее сечение составит 19,5-19,7 мм.
Причем средняя часть поверхности муфты будет точно соответствовать номинальному диаметру. Для конусной плоскости берется 5 градусов.
Становится понятно, что если не нагревать фитинги, их не удастся соединить с муфтой.
Когда труба совмещается с горячей муфтой, происходит оплавление наружной части. Наверх выдавливается все лишнее, получается своеобразный валик. Далее нагреваются внутренние слои. Они начинают сжиматься, при этом труба получает возможность попасть в горячую муфту. Аналогичного эффекта удается добиться, когда элемент крепежа соединяется с горячим дорном.
Когда труба совмещается с фитингом, происходит ее упругое сжимание, при этом соединительный элемент начинает растягиваться. Нагретые поверхности сдавливаются, вытесняя воздух. В результате происходит равномерное смешивание расплавленного материала.
Общий технологический процесс соединения труб из ПП враструб имеет несколько последовательных операций:
- резка изделий;
- подготовительные мероприятия;
- установка сварочного аппарата;
- достижение рабочего режима;
- прогрев деталей;
- сборка;
- охлаждение магистрали.
Вручную можно без особых усилий соединить трубу с нагретым инструментом, если свариваются небольшие детали, сечение которых находится в диапазоне 40-50 мм. Чтобы совместить между собой цилиндрические конструкции диаметром, превышающим 50 мм, необходимо воспользоваться специальным центратором, предназначенным для выполнения раструбной сварки.
Так как пайка полипропиленовых труб не представляет особого труда, работу можно выполнить в одиночку.
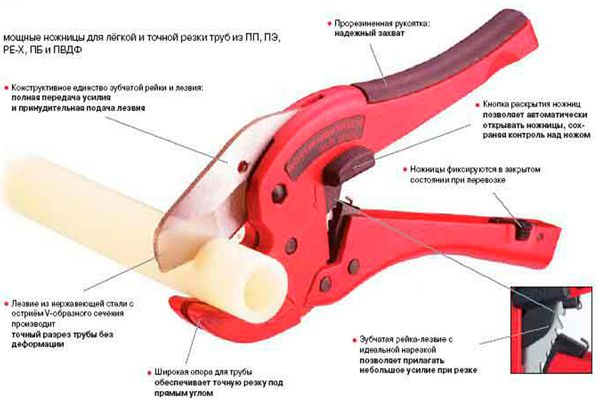
Чтобы разрезать цилиндрические изделия, применяются специальные ножницы, которые не позволяют сминаться стенкам трубы.
Перед тем как приступить к пайке полипропиленовой продукции, поверхности деталей тщательно очищаются и обезжириваются. Армированные конструкции подвергаются специальной подготовке. Об этом обязательно должны помнить работники, осуществляющие монтаж таких изделий.
Композитные трубы из ПП, которые армированы алюминием, отличаются невысоким температурным расширением. Поэтому система отопления, изготовленная из подобной продукции, не требует установки дополнительных температурных компенсаторов. Только в таких изделиях, армированных алюминием, возможна диффузия кислорода. После попадания воздуха в систему происходит активное насыщение воды кислородом. В результате начинается процесс кавитации вентилей, а также других деталей сооружения из цилиндрических конструкций.
При отсутствии армирующего слоя можно не проводить дополнительной специальной подготовки.
Альтернативы сварке ПП труб
Прежде чем принимать окончательное решение относительно способа, лучше познакомиться с другими вариантами, так как сваривать полипропиленовые трубы совсем необязательно. Есть возможность использовать альтернативные способы. К ним относятся компрессионные фитинги и «холодная» сварка — применение надежных клеевых составов. Оба варианта отличаются легкостью работ, минимальными затратами.
Использование компрессионных фитингов
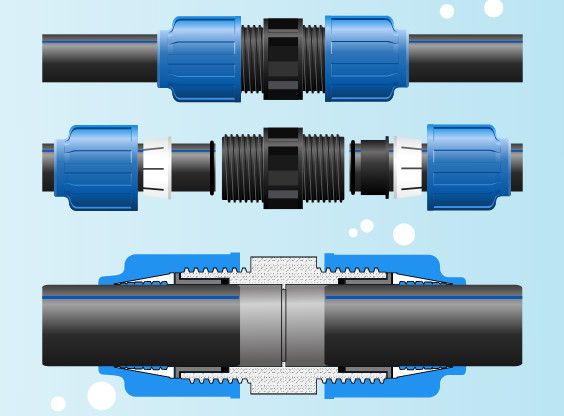
Чтобы исполнить задуманное, мастеру будут нужны такие фитинги и обжимной ключ. Первые элементы оснащаются зажимными уплотнителями-кольцами, они исполняют роль демпферов в тех случаях, когда в системе возникают ударные нагрузки. Монтаж этих элементов происходит так:
- На подготовленный конец трубы надевают синюю гайку. Белое обжимное кольцо должно быть направлено к хвостовой части элемента.
- В фитинг трубу вставляют до упора, двигая зажимное кольцо. Синюю гайку сначала закручивают вручную, затем используют обжимной ключ.
В этом случае работа проходит без промедления, так как компрессионные детали не требуют дополнительных действий, они полностью готовы к работе. Температурные показатели для процесса также не важны. Операция эта проста, она не требует особых навыков и специальных знаний.
Холодная сварка полипропилена

Это соединение элементов с помощью термоактивных клеевых составов с эпоксидной смолой: например, LN-915 или его модификации. Такой клей «умеет» растворять третью часть состыковываемых поверхностей, обеспечивая необходимую диффузию. Для защиты рук от «агрессора» лучше надеть перчатки.
- После подготовки и обезжиривания элементов на стыки наносят клей, затем их соединяют.
- Нажим выдерживают в течение 3 минут, потом тканью удаляют выступившие излишки.
- Детали размещают на ровной поверхности, оставляют как минимум на 6 часов.
Проверку на герметичность проводят только спустя сутки. Минус метода — возможность использования холодной сварки только для систем холодного водоснабжения. Перед работой надо обеспечить два условия — достаточную влажность и температуру (от 5 до 35°). Операцию необходимо проводить быстро, так как клей не должен преждевременно схватиться.
Самостоятельная работа не сможет вызвать серьезных затруднений, так как сваривать полипропиленовые трубы довольно просто. Нужно только:
- точно соблюдать технологию горячей сварки;
- следить за временем (не думать о секундах свысока);
- обеспечить правильную подготовку поверхностей;
- и корректно проводить каждый этап операции.
Предварительный «разогрев» — тренировку на обрезках труб и недорогих фитингах рекомендуют проводить все мастера, потому что она поможет понять нюансы сварки полипропилена и получить хоть какой-то опыт.
Следующее видео покажет весь процесс:
Трубы и арматура
Сборка трубопровода холодным способом без нагрева, с применением фитингов и сварка пропиленовых труб своими руками для начинающих – посильное занятие для домашнего умельца. Стойкая к внутренним отложениям и налётам система прослужит 50 лет при устойчивости к заморозке жидкости.
Синтетический полимер нулевой токсичности низкой массы и достаточно невысокой стоимости относится к классу полиолефинов. Трубная продукция выпускается в однослойном исполнении, тройном – армированная алюминием, стекловолокном в серединном слое стенки, двойном – с верхним покрытием.
Торговая сеть предлагает 3 типа трубного материала:
- РРН – гомополимер,
- РРВ – сополимер,
- РРRС – сополимер с этиленом статический.
Важно! Сопрягаемые детали трубопровода приобретаются однотипные, одного производителя. Цвета материала – чёрный, белый, серый, зелёный
Черный меньше реагирует на облучение ультрафиолетом. Назначение водовода диктует подбор сортамента. Выбирать по температурным и динамическим нагрузкам достаточно просто по символам маркировки:
Цвета материала – чёрный, белый, серый, зелёный. Черный меньше реагирует на облучение ультрафиолетом. Назначение водовода диктует подбор сортамента. Выбирать по температурным и динамическим нагрузкам достаточно просто по символам маркировки:
- PN 10 (1 МПа) – подача воды в зданиях до 9 этажей (T0 – до +500 С, давление до 10 атм.), толщина стенки 9% проходного диаметра,
- PN 16 (1,6 МПа) – транспортировка горячей воды до +600 С, пригодность для прокладки тёплого пола, но не радиаторов,
- PN 20 (2,0 МПа) – горячее водоснабжение, системы отопления,
- PN 25 (2,5 МПа) – преимущественно монтаж контуров систем отопления (T0 – до +950 С), упрочнение сетчатым армированием, алюминиевой фольгой снижает линейное расширение трёхслойных труб.
Дополнительную информацию предоставляют продольные цветные линии по внешней стороне:
- зелёные, синие – ХВС,
- красные – ГВС,
- оранжевые – универсальные.
Попытка сэкономить на эксплуатации заложенного запаса прочности по показателям температуры и давления приведёт к 2–3-кратному сокращению срока службы системы.
Магистральные водоводы из полимера прокладываются по прямой. Изгибы и переходы осуществляются за счёт вспомогательных элементов. Фурнитура для соединения с металлическими элементами и запорной арматурой оснащается вплавленной латунной резьбой.
Соответствие внутреннего сечения фитингов и линейных элементов, толщины стенок – условие прочности и герметичности соединения при сварке пропиленовых труб своими руками.
Типичные ошибки
Новички в сантехнических работах и мастера-самоучки, которые хотят сэкономить на услугах профессиональных монтажников, часто совершают одинаковые ошибки. На первый взгляд, это мелочи, но они приводят к тому, что система быстро выходит из строя.
Чего не стоит делать при монтаже ПП-труб своими руками:
Чрезмерно спешить. Сварка ПП-труб требует некоторой оперативности. Но это относится только к скорости соединения деталей, пока они еще горячие. В остальном спешка имеет негативные последствия. Чаще всего начинающие мастера просто не дают паяльнику нагреться до нужной температуры. В результате «сцепляемость» деталей плохая.У нерасторопных монтажников другая проблема – они прогревают детали до нужной температуры, а потом долго прилаживаются, прежде чем вставить трубу в фитинг. За эти несколько секунд температура изделий падает, а вместе с ней падает и качество диффузии.
- Полагаться на температурные показатели встроенного в паяльник термометра. Если оборудование старое или от недобросовестного производителя, необходимые 260-270 градусов на дисплее могут появиться из-за сбоя в работе. Реальная температура насадок часто бывает ниже этого параметра. Для страховки её нужно проверять контактным термометром. Стоит такой девайс недорого, а в хозяйстве пригодится не только для работы с паяльником.
- Перегревать пропиленовые изделия. Новичкам может показаться, что чем дольше греть, тем лучше получится соединение. На деле это не так. Если растопить пластик слишком сильно, то в трубе образуется наплыв. Он будет препятствовать свободному течению жидкости по трубопроводу или вовсе закупорит отрезок трубы.
- Сваривать трубы на улице в холодную погоду. При низких температурах детали остывают слишком быстро, как и соединительный шов. Они не успевают надежно схватиться.
- Не очищать трубы и насадки от пыли и жира. Это также негативно сказывается на качестве соединения.
- Не торцевать трубы с алюминиевой армировкой. Температура и время плавления у алюминия и пропилена разные. Хотя алюминий относится к антикоррозийным материалам, из-за него трубы могут протекать.
- Монтировать сразу все элементы трубопровода на полу (столе, земле). Такой конструктор потом уже невозможно установить по схеме.
- Использовать для горячего трубопровода тонкостенные трубы. Они не выдержат высоких температур, вытянутся и со временем лопнут.
- Резать трубы ножовкой или электролобзиком без последующей зачистки среза наждачной шкуркой.
- Пытаться ускорить процесс остывания трубы холодной водой или воздухом.
Виды труб из полипропилена
На рынке строительных материалов встречаются пластиковые трубы 4 цветов. Белые, зеленые и серые не отличаются по своим свойствам. Их обычно используют в помещениях.
 Изделия черного цвета обладают особой устойчивостью к солнечным лучам, что позволяет использовать их для организации системы полива.
Изделия черного цвета обладают особой устойчивостью к солнечным лучам, что позволяет использовать их для организации системы полива.
Специалисты выделяют несколько типов труб:
- Используемые в холодной воде. Такое оборудование выдерживает температуру до +45°С. Для маркировки применяется полоса, имеющая голубой цвет.
- Устойчивые к высоким температурам. Трубы, по которым течет горячая вода, должны выдерживать до +85°С. При покупке на изделии стоит искать красную полоску.
- Универсальные. Такой товар помечен сразу двумя полосками – голубого и красного цветов.

Полипропиленовые трубы имеют свою маркировку:

PN10. Данная отметка говорит о том, что водопровод предназначен только для холодной воды. При этом толщина изделия является небольшой.

PN16. Такие трубы выдерживают более высокую температуру, но также не предназначены для горячего водоснабжения.

PN20. Эта маркировка ставится на конструкции с толстыми стенками. Данный тип используется как для холодной, так и очень горячей воды.
PN25 имеют самую большую толщину стенок и дополнительную защиту в виде фольги или стекловаты. Такие трубы предназначены для отопительной системы.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.

Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.

Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
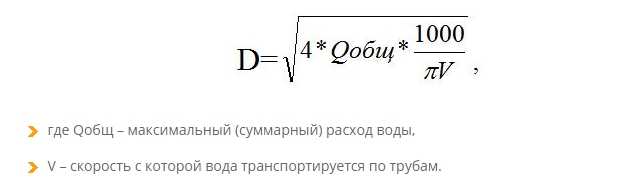
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной

Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб

Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам

При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)

Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Анатолий Рыцев / Мастер — строитель, автор сайта
Мастер — строитель. Занимается внутренними и фасадными отделочными работами всех видов: малярка, штукатурка, оклейка обоев, все виды плиточных работ, а также строительством загородных домов.
Источник
Этап второй. Сварка полипропиленовых труб

Для этой процедуры потребуются электрический лобзик (резка полипропилена) и специальное сварочное оборудование.

Шаг первый.
Пока аппарат разогревается, проводятся необходимые замеры, трубы размечаются и нарезаются.
Шаг второй.
Торцы изделий, которые планируется соединить между собой, тщательно зачищаются и обезжириваются.
Шаг третий.
С помощью карандаша отмечается глубина вхождения каждого изделия в гильзу. Характерно, что при этом должен оставаться минимум миллиметровый зазор, поэтому трубы не упираются в соединительную муфту фитинга.
Шаг четвертый.
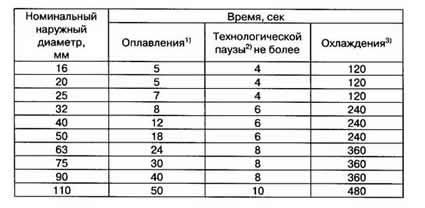
ПП трубу с фитингом надеваются на гильзу в соответствии со сделанными отметками, причем нагрев всех элементов должен происходить одновременно.
Длительность нагрева зависит не только от диаметра изделий, но и от глубины сварки (об этом можно узнать из приведенной ниже таблицы).
Шаг пятый.
По истечении определенного срока изделия снимаются и соединяются, с незначительным усилием насаживаясь друг на друга. Запрещено при этом поворачивать элементы по осевой линии.

Шаг шестой.
На протяжении нескольких секунд после соединения выполняется первичная корректировка, далее элементы окончательно фиксируются.

Если в месте соединения не осталось никаких зазоров, то его (соединение) можно считать качественным.
Изготовление сварочного аппарата
Ввиду того что более-менее хороший стоит свыше тысячи рублей, дешевле взять его в аренду или сделать самому. Если было выбрано последнее, то для работы следует подготовить:

Последовательнос ть действий должна быть следующей.
Шаг первый.
С целью улучшения теплопередачи подошва утюга обрабатывается термальной пастой, затем фиксируется тефлоновая гильза. Расположение последней определяется заранее – широкой частью вверх или вниз.
Шаг второй.
Спиливается острый «носик» для более удобной работы возле стен.
Шаг третий.
Нагрев утюга проводится до тех пор, пока устройство не выключится во второй раз.
Шаг четвертый.
Хорошо, если утюг оборудован термодатчиком – это позволит с точностью определить температуру нагрева. Но есть и более простой способ – посредством свинца. Этот металл плавится при 230ᵒС и выше, что примерно совпадает с требуемой для сварки температурой.
Дальнейшая технология идентична описанной выше.
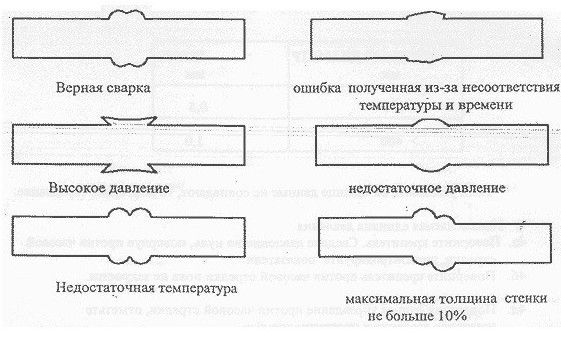
Влияние ошибок на качество сварки
Пренебрежение правилами выполнения сварочных работ приводит к ошибкам, влияющим на итоговое качество и надежность конструкций. Прежде чем приступить к выполнению сварочных работ, для начинающих будет полезным провести тренировку для наработки опыта.
Чаще всего встречающиеся ошибки в работе:
- Сварка деталей, не обработанных чистящим, обезжиривающим средством.
- Перегрев или недогрев спаянных деталей.
- Не полностью снят армирующий слой.
- Вращение деталей при прогреве или состыковке деталей.
- Несоблюдение глубины сварки.
- Неровный срез трубы.
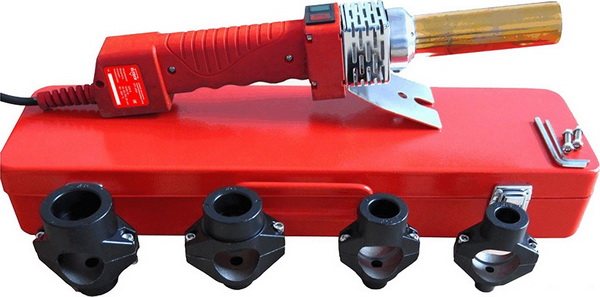
Оборудование для сварки полипропилена
Любые ремонтные работы подразумевают наличие специального оборудования и набора подходящих инструментов. Сварка полипропилена не исключение.
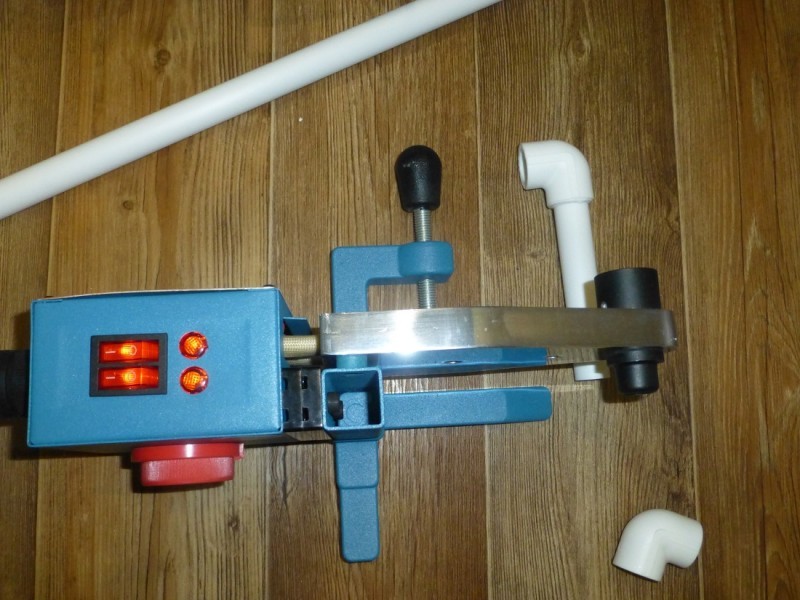
Главное действующее «лицо»

Для этой операции необходимо специальные приспособления. Некоторые называют их паяльниками, другие сварочными аппаратами. Это металлическая платформа, внутри нее располагается электрическая спираль, которая разогревает поверхность. Из-за схожести с известным бытовым прибором это устройство получило еще одно название — утюг. В комплект паяльника входят насадки, имеющие стандартные размеры (20, 25, 40).
Таких конструкций существует несколько, но основные модели две. Одна из них имеет плоскую платформу, похожую на подошву утюга. Другое приспособление — цилиндрический нагреватель. Эффективны оба вида оборудования. Выбор прибора зависит от того, какой из них будет (кажется) удобнее в работе конкретному мастеру. Поскольку цену такого паяльника вряд ли можно назвать демократичной, а необходим он время от времени, его лучше брать в аренду на несколько дней.
Для стыковки двух элементов поверхности для сращивания нагревают до температуры, подходящей для плавления полипропилена (260°). Для равномерного и одновременного нагрева деталей используют две насадки с тефлоновым покрытием, их устанавливают на металлическую платформу:
- гильзой называется элемент для нагрева наружной поверхности;
- дорн, имеющий меньший диаметр, позволяет нагреть внутреннюю поверхность.
Оба соединяемых элемента одновременно надевают на установленные насадки, потом их выдерживают определенный срок, и соединяют. Это и есть ответ на вопрос о том, как сваривать полипропиленовые трубы. Но в любой работе есть свои нюансы. Например, оптимальное решение — покупка всех изделий одного производителя, так как пропилен разных фирм имеет различный состав. Разница невелика, однако при сварке она обязательно отразится на качестве шва.
Другие инструменты для труб

Чтобы выполнить нарезку труб качественно, лучше найти или купить идеальное, максимально удобное приспособление — труборез, аккумуляторный или роликовый. Этот инструмент — гарантия гладкого, ровного среза. Однако если его в хозяйстве нет, а трата денег не кажется заманчивой перспективой, то его можно заменить ножницами для резки пластиковых труб.
Варианты похуже — электролобзик, ножовка по металлу, либо почти незаменимая болгарка (с диском 1 мм). Большой минус использования любой альтернативы — срез с «красивой» бахромой. Избавиться от нее довольно легко: сделать это можно с помощью наждачной бумаги либо тонкого ножа.
Если куплены полипропиленовые трубы, армированные фольгой снаружи, то понадобится еще один инструмент — шейвер. Или торцеватель, он предназначен для удаления внутреннего армирующего слоя. Еще для подготовки к сварке потребуется карандаш или маркер, рулетка и угольник.

Вручную
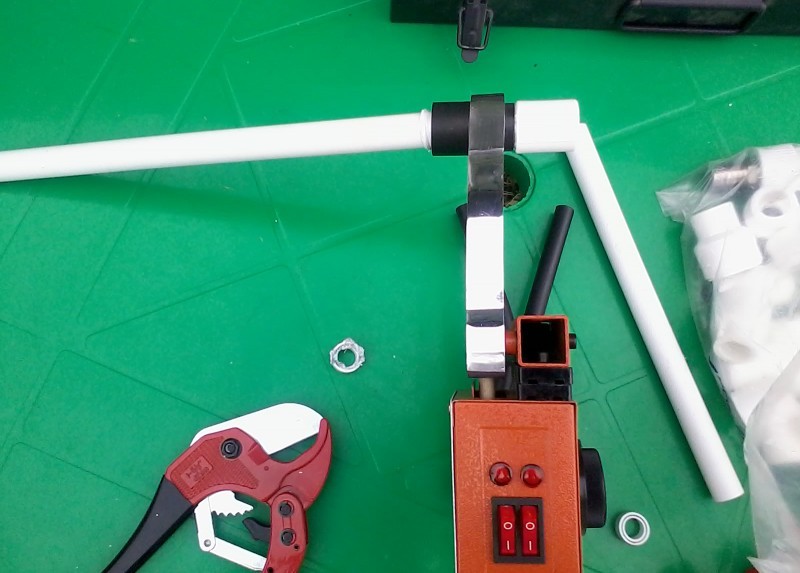
Ручная сварка выполняется посредством компактного прибора, рабочий орган которого – дорн, представляет собой греющую поверхность, к которой приставляются насадки для оплавления фитингов и труб.
Описание процесса как правильно сварить занимает всего три пункта:
- составление соединяемых деталей;
- обхват элементов дорном;
- взаимное вплавление деталей при нагревании.
При правильном выполнении работы, после остывания на поверхности формируется ровный шов, одинаковый по высоте.
Важно! При выборе такого варианта соединения, важно точно состыковывать элементы, так как излишки расплавленного пластика могут попасть внутрь соединения, что приведет к уменьшению внутреннего сечения трубы.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Смотреть видео
Секреты монтажа полипропиленовых труб. Мастер класс для новичков
 Watch this video on YouTube
Watch this video on YouTube
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
Тройниковая – при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.
Недостатком такой схемы является то обстоятельство, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.
Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.
Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.
Технология сварки труб из ПВХ полипропилена
Работа с полипропиленовыми трубами требует соблюдения некоторых рекомендаций. Правильно установленное соединение герметичное и выдерживает высокое давление.
Сварка при отрицательных температурах
Сложно получить хорошее качество сварки при низких температурах. Производители труб из полипропилена не рекомендуют проводить сварочные работы при температуре воздуха ниже +5 градусов. При температуре ниже 0 пластик становится хрупким, спайка может быть негерметичной. Это приведет к протечкам или разрыву трубопровода. В холодное время года место, где проводится сварка, прогревают – устанавливают палатку с тепловой пушкой.
Можно ли варить изделия разных производителей?
Изготовители пластиковых труб делают акцент на то, что полипропиленовые изделия разных торговых марок спаивать нельзя. Трубы и фитинги разного производства могут отличаться по нескольким параметрам:
- допуском на диаметры;
- скоростью размягчения;
- цветовыми оттенками.
Попытка совместить разные по техническим характеристикам материалы приводит к трудностям при монтаже и становится причиной брака всей конструкции.
Стыковая сварка изделий большого диаметра
При прокладке магистралей сварка пластиковых труб большого диаметра (от 63 мм) производится стык в стык. Данный способ базируется на нагревании и расплавлении торцов труб, и их последующем соединении с достаточным усилием.
Важно, чтобы концы заготовок были идеально ровными. Это дает возможность получить спайку максимальной прочности, неразъемную и способную работать под высоким давлением

Раструбная пайка соединений фитинг-трубопровод
Полипропиленовые трубы диаметром до 40 см варят специальным прибором ручного типа. Состоит из центрирующего устройства и насадок для фиксации заготовок. Концы отрезанного участка трубы зачищают напильником или шлифовальной бумагой. Аппарат разогревают, в него загоняют детали будущего трубопровода и спаивают. Все движения делают быстро и четко, пока материал разогрет до нужного состояния.
Обратите внимание, что при раструбной, или муфтовой спайке наружный диаметр трубы должен быть больше внутреннего диаметра не разогретого фитинга. После сваривания выдерживают время, отведенное на охлаждение, не двигают и не переворачивают элементы во избежание деформации
После сваривания выдерживают время, отведенное на охлаждение, не двигают и не переворачивают элементы во избежание деформации.
Как варить армированные трубы (плюс видео инструкция)
Армированные трубы применяют в системах отопления, прокладке «теплого пола» и горячего водоснабжения.
Перед тем, как приступить к работе с участием армированных полипропиленовых труб, его подготавливают – зачищают алюминиевый слой шейвером. Это необходимо для того, чтобы в процессе эксплуатации при соприкосновении с водой алюминиевая фольга не разрушалась и конструкция не давала протечек.
Фитинг имеет такой размер, в который может войти труба без верхних слоев.