Швеллер: виды, производство и область применения
Содержание:
- Технические характеристики
- Горячекатаный швеллер 12: сортамент, характеристики
- Сортамент горячекатаных швеллеров ГОСТ 8240-97
- Способы закрепления швеллера при устройстве перекрытий
- 2 Сколько весит 1 метр самых распространенных видов изделий?
- 1 ГОСТы, по которым изготовляют швеллеры №40, и виды этого швеллера по сериям
- 1 Разновидности
- 2 Особенности производства стальных гнутых швеллеров
- 2 Основные параметры и размеры
- Общие понятия и виды
- Производственный процесс
- Применение швеллеров
Технические характеристики
Все основные характеристики изделий прописываются в маркировке. Геометрические параметры изделия отображаются по принципу В×Ш×Т (к примеру, 250х125х6). При этом буквенное обозначение соответствует следующим параметрам:
- В — отображает высоту профиля. Если рассматривать все типоразмеры представленного проката, то высота изделий, как правило, колеблется в диапазоне от 25 до 310 мм.
- Ш — это буквенное обозначение присваивается ширине швеллера и отображает размер его полок. Обычные параметры ширины колеблются в диапазоне 26-100 мм.
- Т — характеризует толщину стали, использованной при производстве швеллера. Как и другие величины, толщина измеряется миллиметрами и может составлять от 2 до 6 мм.
Помимо этого, существуют также и другие общепринятые обозначения, применяемые по отношению к гнутым стальным профилям:
- h – показатели высоты;
- b – показатели ширины (в случае с неравнополочными изделиями размеры полок обозначаются как a и b);
- S – показатели толщины стали;
- R – показатель радиуса закругления.

В зависимости от типа, изделия могут иметь различную длину:
- Равнополочные профили согласно предписаниям ГОСТ производятся с длиной от 3 до 11,8 метров.
- Неравнополочные изделия поставляются с длиной 4-11,8 метров.
- В ассортименте многих производителей представлены швеллеры с длиной 12 метров, что вписывается в допустимый диапазон отклонений.
По точности прокатки профили подразделяются на три типа и представлены изделиями обычной, повышенной и высокой точности.
В соответствии с формой конструкции, гнутые швеллеры принято делить на четыре категории, каждая из которых обозначается соответствующей буквенной маркировкой:
- У — значение характерно для профилей с наклонными полками.
- Л — облегченный тип изделий с параллельно расположенными поверхностями полок.
- П — маркировка свидетельствует о том, что грани полок расположены параллельно по отношению друг к другу.
- С — изделия специального назначения.
- Э — экономичная группа изделий.
В качестве сырья для производства металлопродукции используются определенные марки сталей, перечень которых обозначен в ГОСТе. В соответствии с требованиями стандартов на поверхности швеллера допустимо наличие вкатанных пузырей, небольших забоин и отпечатков, но при этом не должны присутствовать многочисленные вздутия, раковины, загрязнения или трещины. Торцы и кромки изделий должны обладать гладкой поверхностью, без расслоений, зазубрин и прочих дефектов. Вмятины или забоины, представленные в незначительном количестве, допускаются, но при этом их наличие не должно искажать стандартные размеры швеллера.
В большинстве случаев металлопрокат, произведенный по ГОСТу, имеет высокий уровень качества, а его ухудшение возможно только в случае неправильной калибровки прессующих валов.
Горячекатаный швеллер 12: сортамент, характеристики
При производстве этого вида фасонного проката применяются:
- сталь углеродистая обыкновенного качества (ст3 сп/пс) – для конструкций, эксплуатируемых при умеренных нагрузках и нормальных погодных условиях;
- низколегированная сталь (09Г2С) – для металлоконструкций, предназначенных для эксплуатации при низких температурах и повышенных нагрузках.
Размеры горячекатаного швеллера регламентируются ГОСТом 8240-97, в соответствии с которым выпускается профиль с внутренними гранями полок, расположенным под уклоном 4-10%, и с параллельными внутренними гранями полок серий «П», «Э», «Л». Диапазон углов уклона внутренних граней может быть ужесточен по требованию заказчика.
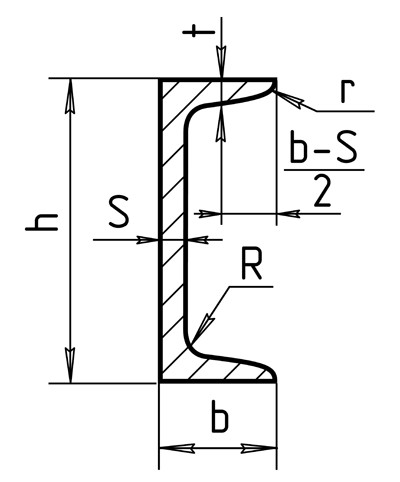
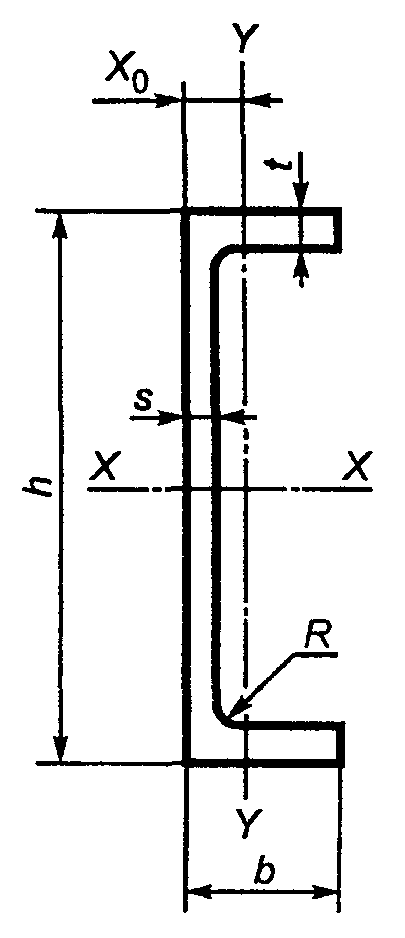
Таблица размеров и массы швеллера 12
Профильные изделия экономичной серии имеют более тонкую стенку, легкой серии – меньшие ширину и толщину полки, толщину стенки, по сравнению с изделиями серии «П». Стандартная длина хлыстов, поступающих к потребителю, – 2-12 погонных метров, по согласованию с заказчиком она может быть увеличена. При расчетах, сколько весит швеллер, используют усредненную плотность стали 7,85 кг/дм3.
Горячекатаный швеллер с высотой стенки 120 мм способен выдерживать достаточно высокие нагрузки на изгиб и прогиб. Этот профиль используется в несущих конструкциях в качестве основного несущего или дополнительного усиливающего элемента. Области его применения: каркасное строительство, изготовление каркаса под отделочные материалы (устройство вентилируемых фасадов), усиление фундаментов, устройство ограждений и лестниц, изготовление нестандартного производственного оборудования, машиностроение.
Сортамент горячекатаных швеллеров ГОСТ 8240-97
Горячекатаные швеллеры по ГОСТ 8240-97 подразделяются на следующие серии:
- Л (легкие с параллельными полками): выпускаются с высотой стенки от 120 до 300мм, ширина полок от 30 до 65 мм.
- П (параллельные полки): высота стенки от 50 до 400 мм, размер полок от 32 до 115мм.
- С (специального назначения), высота стенки от 80 до 300 мм, полки от 45 до 89 мм.
- У (внутренняя часть полок — с уклоном): высота стенки от 50 до 400 мм,
- Э (экономичные, грани полок — параллельные): высота стенки от 50 до 400 мм, размер полок от 32 до 115 мм.
Маркировка горячекатаных швеллеров состоит из двух строк, разделенных чертой:
- номер швеллера (согласно сортамента ГОСТ 8240-97), например, 36У;
- тип прокатки, например — обычной точности В, затем номер сортамента;
- вторая строка — марка стали, н-р, Ст3пс, 4-й категории первой группы:
Таблица веса и типоразмеров
(для швеллеров класса «П»)
| № швеллера | Высота стенки, мм | Ширина полки, мм | Толщина, мм | Вес 1 пог. м., кг |
| 10П | 100 | 46 | 4,5 | 10,9 |
| 12П | 120 | 52 | 4,8 | 13,3 |
| 14П | 140 | 58 | 4,9 | 15,6 |
| 16П | 160 | 64 | 5 | 18,1 |
| 20П | 200 | 76 | 5,2 | 20,7 |
| 24П | 240 | 92 | 5,6 | 30,6 |
Также вы можете:
- скачать ГОСТ 5767.1-90 «Швеллеры. Сортамент»;
- скачать ГОСТ 8240-97 «Швеллеры стальные горячекатаные»;
- скачать ГОСТ 8281-80 «Швеллеры стальные гнутые неравнополочные»;
- скачать ГОСТ 8278-83 «Швеллеры стальные гнутые равнополочные»;
Способы закрепления швеллера при устройстве перекрытий
- Межэтажная балка перекрытия – шарнирно-опертая, испытывает равномерно-распределенную нагрузку.
- Козырек из двух швеллеров с железобетонным заполнителем – консольные балки с жесткой заделкой, нагружаются равномерно-распределенно.
- Балка перекрытия, выпущенная за пределы стены, – шарнирно-опертая с равномерной нагрузкой.
- Перемычка, предназначенная для опирания одной или двух балок перекрытия, – шарнирно-опертая с одной или двумя сосредоточенными нагрузками.
- Козырек из двух профилей со стальным листом между ними и с установленной стеной – консольные балки с сосредоточенной нагрузкой.
От правильного выбора номера швеллера, шага между балками и способа закрепления во многом зависит надежность строительной конструкции.
Недопустимое крепление швеллера анкерными болтами к стене
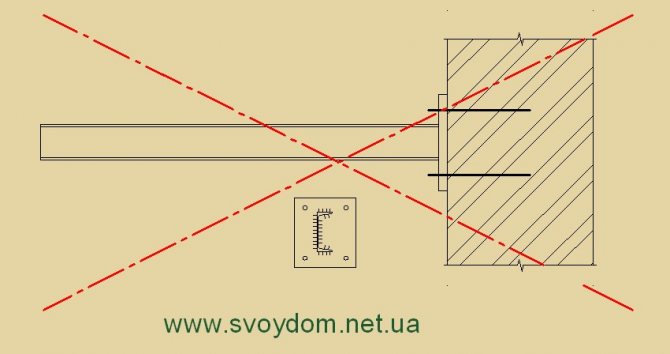
Если вы приварили швеллер к пластине, а эту пластину закрепили к стене четырьмя распорными анкерами (или другим количеством анкеров – не имеет значения), это будет шарнир
. Болты испытывают выдергивающее усилие, пластина – гибкая, все это приведет к повороту балки на опоре. Это не мгновенное разрушение конструкции, а растянутое во времени. Поначалу поворот происходит очень медленно и незаметно, но он постоянно увеличивается – и это будет происходить до критического момента, когда самый слабый элемент в конструкции не выдержит и вызовет аварийное состояние. И каким бы надежным и мощным ни был швеллер, если узел его крепление не надежен, вся конструкция считается аварийной.
Недопустимое крепление кронштейна из швеллера к существующей стене
Если вы выбьете в существующей стене нишу (не важно, на всю толщину стены или не на всю), приварите к швеллеру пластину и уложите все это на пластичный раствор, а нишу потом забетонируете (или заполните раствором), то такой вариант тоже является шарниром
. Чем меньше глубина заделки в стену, тем больше возможности у швеллера повернуться, и тем быстрее возникнет аварийное состояние. Но даже если заглубить швеллер на всю толщину стены, все равно у него останется возможность поворота, т.к. качественного заполнения раствором не получится при малых размерах ниши, швеллер под нагрузкой будет выкрашивать этот раствор и стремиться выскочить из гнезда. Такой вариант крепления возможен только для балки, опирающейся двумя концами, или для балкона с подкосом или стойкой на конце.
Крепление швеллера к стене – швеллер сверху
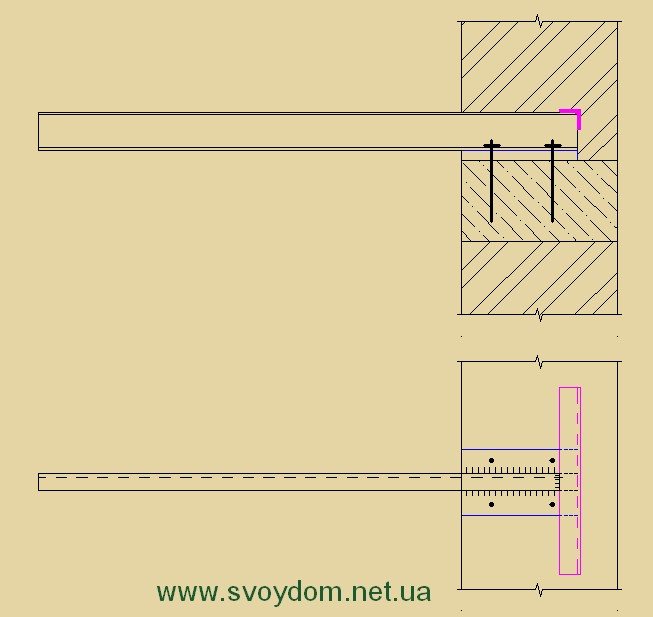
В данном варианте швеллер приваривается к пластине, которая крепится анкерными болтами к монолитному поясу (или монолитной подушке)
Помимо этого важно заанкерить верхнюю часть швеллера, чтобы препятствовать повороту. Для этого к нему приваривается сверху уголок, который будет заделан в кладку стены, служащей в том числе пригрузом для швеллера
Уголок – это один из вариантов анкеровки. Можно также к верхней полке швеллера приварить металлический элемент, который в свою очередь будет приварен к закладной детали в монолитном поясе или в перекрытии. Главное – создать надежный анкер, препятствующий повороту швеллера.
Следует обратить внимание, что для надежной конструкции балкона нужно не только выполнить расчет швеллера, но и расчет узла его опирания. Рассмотрим это на примере
Пример.Расчет консольной конструкции балкона в виде швеллерной балки без подкоса и узла опирания швеллера.
2 Сколько весит 1 метр самых распространенных видов изделий?
Удельную массу равнополочных и неравнополочных стальных изделий, изготовляемых методом гибки, можно посмотреть в статье «Размеры и вес гнутых швеллеров». В ней приведены таблицы, в которых указан вес для всех типоразмеров обоих этих видов швеллерной продукции. Либо можно самостоятельно найти ГОСТы сортамента на равнополочные и неравнополочные изделия – это стандарты 8278-83 и 8281-80 соответственно. Затем в их таблицах находим вес швеллера нужного типоразмера.
Таблица для расчетов
Для горячекатаных стальных изделий ГОСТ 8240 всех серий вес указан в этом же стандарте. Для некоторых наиболее востребованных типоразмеров продукции этого вида удельную массу можно посмотреть в статьях: «Швеллер 16», «Изделия 24» и «Швеллерный прокат 40». В данных публикациях приведены не только таблицы с весом, но и другие характеристики этих швеллеров.
Массу метра алюминиевых швеллеров в зависимости от их вида и способа изготовления определяют по-разному. Если это гнутые профили, то удельный вес необходимо искать в спецификации производителя на их поставку либо рассчитывать самостоятельно. Дело в том, что как такового сортамента на этот вид продукции нет. А производство гнутых алюминиевых профилей регламентируется только Техническими условиями – ГОСТ за номером Р 55411-2013. В нем сказано, что изделия изготавливаются по чертежам и каталогам, согласованным между заказчиком и производителем, в которых и должен быть указан теоретический вес 1 м. Называется этот стандарт: «Гнутые профили из алюминиевых сплавов и алюминия».
Если алюминиевые профили прессованные, то в зависимости от их вида удельный вес можно найти в таблицах одного из следующих ГОСТов сортамента:
1 ГОСТы, по которым изготовляют швеллеры №40, и виды этого швеллера по сериям
Горячекатаные стальные изделия №40 относятся к определенному типу швеллеров. Чем горячекатаные стальные отличаются от всех остальных профилей с П-образным сечением более-менее подробно описано в характеристиках аналогичных швеллеров №16.
Профиль №40 производят по шести стандартам. Один из них на сортамент горячекатаных швеллеров – это ГОСТ 8240-97. Он распространяется на горячекатаные швеллерные стальные изделия общего, а также специального назначения, типоразмеры которых имеют ширину полок в диапазоне значений 32–115 мм и высоту профиля 50–400 мм. В данном ГОСТе содержится сортамент всех этих швеллеров (включая рассматриваемый прокат №40) и требования к таким их техническим характеристикам, как площадь, геометрические форма и размеры поперечного сечения, длина и удельный вес (масса 1 метра) изделий, предельно допустимые отклонения от номинальных значений размерных параметров и ряд других аналогичного свойства.
В остальных пяти ГОСТах с техническими условиями приводятся требования к качеству изготовляемых по этим стандартам металлоизделий и такие характеристики, как прочность и иные свойства, а также соответствующая классификация по ним; полный список марок сталей, которые используются для производства, и их химический состав; ряд других параметров готовой стальной продукции. Эти ГОСТы распространяются не только на швеллеры стандарта 8240, но и на многие другие виды проката.
 Швеллеры стандарта 8240
Швеллеры стандарта 8240
Почему для одного и того же металлоизделия ГОСТов с техническими условиями несколько? Каждый из этих стандартов описывает требования для проката в зависимости от сферы и условий его применения, охватывая при этом только какую-то свою, сравнительно узкую область использования того или иного вида металлопродукции.
В соответствии со стандартом 8240 изготовляемые по нему горячекатаные швеллеры делят на несколько видов. В первую очередь – по форме полок. Они могут быть с наклонной гранью со стороны внутренней поверхности изделия и с параллельными гранями.
По геометрическим размерам и форме поперечного сечения швеллеры №40 бывают трех серий:
- У – профили с полками 1 типа;
- П – профили с полками 2 типа;
- Э – экономичные швеллеры с полками 2 типа.
В них у этого изделия есть только по одному типоразмеру, то есть сортамент швеллера №40 состоит из трех профилей: 40У, 40П и 40Э.
1 Разновидности
Разделяя все стальные гнутые профили относительно метода их изготовления, можно выделить несколько основных видов:
- катаные под высоким температурным режимом;
- катаные под низким температурным режимом
- специального и общего назначения;
- гнутые равнополочные;
- гнутые неравнополочные.
Горячекатаный стальной швеллер производится в двух вариациях: с параллельными гранями и с наклоном граней полок изнутри. Также горячекатаный профиль можно разделить на две категории в зависимости от качества и точности прокатки:
- А – высокой точности;
- В – обычной точности.
Кроме того, горячекатаные стальные профили можно разделить по номерам, каждый номер обозначает точное расстояние между наружными гранями полок.
Швеллер специальный – этот профиль предназначен, преимущественно, для использования в автомобильной промышленности и вагоностроении. В зависимости от точности и качества прокатки, как и горячекатаный, подразделяется на два вида прочности:
- А – высокой прочности;
- В – обычной прочности.
Гнутый равнополочный швеллер производится на специальных трубных станах. Материал изготовления – стандартная рулонная сталь обычного качества изготовления и углеродистая высококачественная конструкционная сталь. Средняя высота конструкции профиля колеблется между 50 и 400 мм, ширина между 32 и 115 мм.
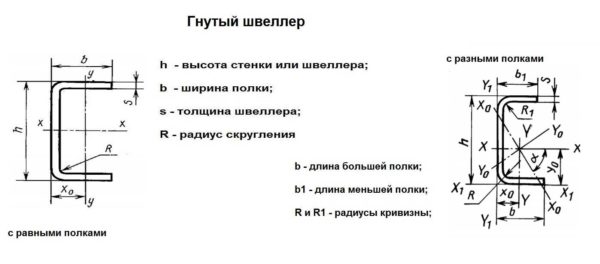
Равнополочный швеллер обладает, соответственно, одинаковой шириной полок. На этой схеме указаны все основные характеристики относительно размеров профиля согласно общепринятой системе обозначений:
- h – значение высоты изделия;
- b – значение ширины полки;
- S – значение глубины стенки;
- R – значение радиуса закругления.
Стальной гнутый неравнополочный швеллер – это профиль, который имеет, соответственно, разные по ширине полки. Такой профиль изготавливается на специальных профилегибочных станах. Производится из очень прочной холоднокатаной рулонной и горячекатаной стали обычного качества, углеродистой высококачественной конструкционной и низколегированной стали. Такие швеллеры также можно разделить по номерам, которые обозначают точное расстояние между полками профиля, это расстояние исчисляется в миллиметрах. Разновидности профиля относительно размеров точно такие, как и у равнополочных гнутых стальных швеллеров.
Расшифруем также общепринятые обозначения всех основных характеристик неравнополочного профиля:
- h – высота;
- S – толщина стенки;
- a и b – это ширина обеих сторон полок;
- R1 и R – это радиус закругления полок.
Все гнутые швеллеры по точности прокатывания делятся на три основные общепринятые категории:
- высокой точности;
- повышенной точности;
- обычной точности.
Стальной гнутый профиль также можно разделить на четыре категории относительно формы его конструкции:
- У – обозначает, что грани полок изнутри находятся под наклоном;
- П – обозначает, что обе полки параллельные между собой;
- Л – обозначает легкие изделия с параллельными гранями полок;
- С – профиль специального назначения.
2 Особенности производства стальных гнутых швеллеров
Гнутый швеллер в основном изготавливается из углеродистых конструкционных, низколегированных, а также углеродистых горячекатанных сталей путем обработки на специальных профилегибочных станах. Используя холодный прокат, элемент будет иметь большую устойчивость к деформациям, что и определяет его преимущества перед другими. Кроме того, если говорить о горячекатанных заготовках, то из-за воздействия высоких температур кристаллическая решетка стали изменяется, чего не скажешь про холоднокатаные. Однако, несмотря на эти нюансы горячий прокат все еще пользуется огромной популярностью. В состав низколегированных сталей входят специальные добавки, благодаря которым улучшаются их эксплуатационные характеристики, правда, это отражается и на стоимости готового продукта.
Технологический процесс изготовления швеллеров обычно проходит в несколько этапов. Как только в цех поступает готовое сырье, осуществляется его профилирование. Оно может быть непрерывным, когда отформованный отрезок определенной дины гнется на этом же агрегате, и поштучным, в этом случае сначала на отдельном агрегате нарезаются заготовки, а затем их отправляют на профилегибочный стан. В связи с тем, что профили производятся на станках, при неправильной калибровке валков возможна потеря качества готового изделия. К дефектам же можно отнести искривление швеллера по горизонтальной плоскости, его волнистость, винтообразность, изгибы, а также разные искажения формы.

Как было сказано выше, к качеству данной продукции предъявляются особые требования, поэтому изделия изготавливают только из определенных материалов, указанных в ГОСТе. Поверхность проверяется на различные дефекты — трещины, вкатанные окалины, раковины, вздутия, раскатанные загрязнения, слиточные, а также прокатные плены. Допустимы отдельные небольшие царапины, риски, отпечатки и забоины, которые не будут препятствовать в выявлении дефектов.

Кроме того, ни торцы, ни кромки не должны иметь расслоения с большим количеством зазубрин. Допускаются лишь небольшие забоины и вмятины, которые не будут влиять на номинальный размер изделия. Если профиль относится к группе повышенного качества, то на его торцах ни в коем случае не должно быть загибов. Во второй группе, где требования более мягкие, небольшие загибы разрешаются, только их толщина должна быть менее трех миллиметров. Но их количество не может превышать 10% от массы всей партии.
2 Основные параметры и размеры
2.1 По форме и размерам швеллеры изготовляют следующих серий:
У — с уклоном внутренних граней полок;
П — с параллельными гранями полок;
3 — экономичные с параллельными гранями полок;
Л — легкой серии с параллельными гранями полок;
С — специальные.
Условные обозначения величин, характеризующих свойства швеллера:
h — высота (швеллера);
b — ширина полки;
s — толщина стенки;
t— толщина полки;
R — радиус внутреннего закругления;
r— радиус закругления полки;
X— расстояние от оси Y— Y до наружной грани стенки;
Δ — перекос полки;
ƒ — прогиб стенки по высоте сечения профиля;
F — площадь поперечного сечения;
I — момент инерции;
W— момент сопротивления;
i — радиус инерции;
Sx— статический момент полусечения.
2.2 Поперечное сечение швеллеров серий У, С должно соответствовать приведенному нарисунке 1, серий П, Э, Л — на рисунке 2.
2.3 Размеры швеллеров, площадь поперечного сечения, масса 1 м и справочные значения дляосей должны соответствовать приведенным в таблицах 1—5.
2.3.1 Площадь поперечного сечения и масса 1 м швеллера вычислены по номинальным размерам, плотность стали принята равной 7,85 г/см3.
Таблица 1 — Швеллеры с уклоном внутренних граней полок
Таблица 2 — Швеллеры с параллельными гранями полок
Таблица 3 — Швеллеры экономичные с параллельными гранями полок
Таблица 4 — Швеллеры легкой серии с параллельными гранями полок
Таблица 5 — Швеллеры специальные
2.3.2 Значения радиусов закругления, уклона внутренних граней полок, указанных на рисунках 1 и 2 и приведенных в таблицах 1—5, используют для построения калибров и на профиле неконтролируют.
2.4 Форма швеллера и предельные отклонения по размерам должны соответствовать приведенным на рисунке 3 и в таблице 6.
2.4.1 Уклон внутренних граней полок швеллеров серии У должен быть в пределах от 4 % до 10 %.
По соглашению потребителя с изготовителем уклон внутренних граней полок не должен превышать 8 % при h < 300 мм и 5 % при h > 300 мм.
2.5 Притупление прямых углов швеллеров до № 20 не должно превышать 2,5 мм, свыше№ 20—3,5 мм. Притупление внешних углов не контролируют.
2.6 Швеллеры изготовляют длиной от 2 до 12 м, по соглашению потребителя с изготовителем —длиной свыше 12 м:
- мерной длины;
- мерной длины с немерной в количестве не более 5 % массы партии;
- кратной мерной длины;
- кратной мерной длины с немерной в количестве не более 5 % массы партии;
- немерной длины;
- ограниченной длины в пределах немерной.
Таблица 6 — Предельные отклонения параметров
В миллиметрах
Примечания
- Для швеллеров серии Л прогиб стенки не должен превышать 0,15s.
- Для швеллеров серий У и П предельные отклонения по толщине стенки не контролируют.
- Перекос полки А и прогиб стенки / швеллера измеряют, как показано на рисунке 3.
2.7 Предельные отклонения по длине швеллеров мерной и кратной мерной длины не должныпревышать:
при длине от 2 до 8 м включ. — до +40 мм; о о св. 8 м — до + мм, но не более 100 мм,где l — длина швеллера, м.
2.8 Швеллеры должны быть обрезаны. Косина реза не должна выводить длину швеллеров запредельные отклонения по длине.
Длина отдельного швеллера — это наибольшая длина условно вырезанной штанги с торцами, перпендикулярными к продольной оси.
2.9 Кривизна швеллера в горизонтальной и вертикальной плоскостях не должна превышать0,2 % длины; по соглашению изготовителя с потребителем — до 0,15 % длины.
2.10 Предельные отклонения по массе не должны превышать ±4 % для партии и ±6 % для отдельного швеллера.
Отклонение от массы — это разность между фактической массой в состоянии поставки и рассчитанной по данным таблиц 1—5.
При расчете массы партии к метражу швеллеров мерной или кратной мерной длины прибавляют 0,5 от суммы предельных отклонений по длине швеллеров в партии.
2.11 Размеры и геометрическую форму швеллера контролируют на расстоянии не менее 500 ммот торца. Высоту швеллера контролируют в плоскости стенки, толщину стенки — у торца профиля.
УДК 669—423.2:338.33:006.354 МКС 77:140.70 В22 ОКП 29 2500
Общие понятия и виды
Швеллер – это металлический профиль П-образного типа. Сортаменты полностью унифицированы. Их размеры и механические свойства описаны государственными стандартами ГОСТ 8540-92 и ГОСТ 8278-83. Заготовками служат различные бруски, прутки и листовой металл.
Швеллер обладает достаточно выгодной с точки зрения сопротивления материалом формой сечения. По способности выдерживать изгибающую нагрузку он сравним с цельным бруском, но при этом швеллер обладает значительно меньшей массой. Коэффициент использования материала в этом случае увеличивается в 5-8 раз. Это и является главной причиной такого активного спроса на профиль в строительной промышленности.
Виды швеллеров, по аналогии с сортаментами уголков, подразделяют по следующим принципам:
- Способ изготовления: катанный и гнутый.
- Тип используемого металла: сталь, алюминиевый и магниевый сплавы.
Остановимся теперь на каждом пункте более подробно.
Гнутые швеллеры
Сортамент типоразмеров гнутого швеллера описывается в государственном стандарте ГОСТ 8278-83. Его технология изготовления заключается в придании заготовке, представляющей собой металлический лист, форму П-образного профиля. Осуществляется это с помощью специальных промышленных прессов и штампов.
Данный процесс отличается своей универсальностью, т.е. возможностью быстрой переналадки оборудования на другой сортамент швеллера. Как правило, это не занимает относительно большого количества времени. При этом само по себе прессовое оборудование не требует наличия больших площадей. Также немаловажный факт – стоимость такого оборудования, которая значительно ниже по сравнению с прокатным.
Особенности:
- Полки и стенка по длине примерно соизмеримы между собой. В противном случае велика вероятность образования трещин на сгибе листа при сгибании его прессом.
- Отличаются высокой чистотой поверхности. Причина этому кроется в отсутствии нагрева заготовки и то, что гибка осуществляется давлением на две точки листа.
- Длина швеллера ограничена размерами формовочной матрицы штампа.
- Толщина не превышает 4-5 мм. При больших размерах заготовочного листа нарушается плавность процесса, что служит причиной появления микротрещин на поверхности.
Катаные швеллеры
Главным преимуществом получения профиля методом прокатки является его непрерывность. Это в значительной степени повышает производительность процесса изготовления профиля. Количество метров в минуты готового швеллера увеличивается в 8-10 раз по сравнению с гибкой. Обратная сторона медали данной технологии — затруднительная переналадка на другой вид профиля и более высокая стоимость оборудования.
Технология прокатки позволяет применять более массивные заготовки, что дает возможность получать п-образные изделия с большой толщиной стенки. К тому же предварительный нагрев металлического бруска способствует измельчению зерна, которое благоприятно влияет на механические свойства швеллера. Хотя с другой стороны это служит причиной снижения качества поверхности и ухудшения внешнего вида.
Размеры регулируются ГОСТ 8240-92. Согласно ему они подразделяются на следующие категории:
- С наклонными гранями полок. Угол наклона составляет 8-12 градусов. Обозначается в технической литературе буквой «У».
- С параллельными гранями полок. Данный сортамент по размерам схож со швеллером с наклонёнными полками, но уступает ему в своих прочностных характеристиках. Происходит это по причине менее гладких переходов между стенкой и полками, что повышает коэффициент концентрации напряжения сечения. Маркируется буквой «П».
- Швеллер специального назначения. По-другому его называют усиленный. Он отличается более толстой толщиной стенок и увеличенным размером полок. По этой причине профиль имеет большую прочность и жесткость. Как правило, его используют в узлах, от которых требуется повышенная сопротивляемость циклическим нагрузкам. Условно его обозначают буквой «С».
- Швеллер легкой серии. Значительно уступает всем вышеперечисленным типам как по толщине стенки, так и ширине полке. Он обладает более низкой сопротивляемостью воздействию деформации, и по этой причине его применяют в конструкциях, от которых не требуется повышенная жесткость. Обозначается буквой «Л».
- Экономичный — по своим размерам и форме занимает промежуточное положение между профилем с наклонными полками и лёгкой серии. Маркируется буквой «Э».
Производственный процесс
Производители швеллера 20П указанного типа используют горячекатаную методику для выпуска материалов. Суть технологии в том, что сырье проходит несколько этапов деформации механическим путем, которая проводится на специальном стане. Оборудование оснащается рядом прокатывающих установок, которые последовательно изменяют геометрию металла до приобретения им необходимого профиля. При настройке систем руководствуются конечными показателями размерностей, за исключением значений радиусов скругления полок с внутренней стороны, кромок полок и угла между их поверхностями. Данные параметры выставляются с учетом правильного построения калибров.
Отличие данной технологии от альтернатив в том, что перед началом профилирования заготовка швеллера 20П проходит этап разогрева до высокой температуры. Точные показатели зависят от выбранного металла, то есть уровня, при котором он прогревается до состояния повышенной пластичности. На этом этапе сырью придается качество, позволяющее производителю швеллера 20П исключить возникновение внутренних напряжений в структуре, а также снизить износ рабочих элементов систем и число этапов профилирования.
После достижения заданной отметки начинается обработка металлической заготовки. Она последовательно проходит через валки, которые с каждым шагом придают геометрию, более близкую к требуемому результату. На выходе с вальцов стальная деталь приобретает форму типового размера.
За счет прогрева, структура металла получается равномерной, нагрузку такие материалы держат лучше альтернатив. Не требуется дополнительная температурная обработка для снижения внутренних напряжений изделия. Однако, в сравнении с аналогами, цены швеллера 20П оказываются выше, так как этапы выпуска, в частности, разогрев до необходимой отметки, требуют затрат значительных ресурсов.

Применение швеллеров
Сегодня спрос на подобные изделия достаточно высок, что обусловлено широким использованием бетонных и металлических конструкций. Привлекательность швеллера заключается в том, что он имеет малый вес, а выдержать может достаточно существенную нагрузку. Этой особенностью швеллер обязан своему П-образному профилю, который обеспечивает необходимое сочетание конструкционных свойств и надежности. Металлические конструкции этого типа могут использоваться и для строительства, и для выполнения ремонтных работ. Их применяют в самых различных областях, начиная от машиностроения, заканчивая созданием различных стеллажей.
Различные металлические конструкции, которые возводятся в рекламных целях или для прокладки коммуникаций тоже являются тем местом, где востребованы такие элементы. Швеллер 20, размеры которого изменяются в широких пределах, отлично подходит для этой цели.
От того где будет использоваться металлическая конструкция зависит её тип. Например, для работы под большой нагрузкой лучше использовать конструкцию, имеющую наклонные полки. На самом деле внешний контур изделия все также остается П-образным, однако внутренний уже имеет некоторые отклонения от этой формы, ведь наклон внутренних стенок может быть большим. За счет этого достигается повышенная толщина стенок и более высокая надежность.