Как правильно паять полипропиленовые трубы
Содержание:
- Пайка стык встык
- Типичные ошибки
- Предметы мебели
- Преимущества полимерных труб
- Как правильно паять пластиковые трубы своими руками — подробная инструкция
- Проверка стыков
- Преимущества клеевого соединения труб
- Необходимые инструменты и материалы для пайки
- Инструмент для монтажа полипропиленовых труб
- Особенности труб, учитываемые при монтаже
- Подготавливаем материал и инструмент
Пайка стык встык
Для труб, диаметр которых превышает 50 мм, а толщина стенок 4мм используется стыковое соединение. Перед тем как паять пластиковые трубы торцы устанавливают параллельно друг другу при помощи центрующих приспособлений.
Сделать это вручную достаточно точно невозможно, а с помощью центрующих приспособлений можно идеально совместить оси. Использовать утюг для пайки толстых полипропиленовых труб невозможно.
Когда трубы установлены на центрующее приспособление, при помощи торцевателя выравниваются торцы, инструмент должен снять не менее двух неразрывных колец стружки, чтобы подготовить трубы к пайке. Затем проверяется совпадение торцов, идеальный вариант их полное прилегание. Допустимые зазоры зависят диаметра трубы:
- 355 мм < 0.5 мм,
- 400-630 мм < 1 мм,
- 630-800 мм < 1.3 мм,
- более 1000 мм < 2 мм.
Когда трубы выставлены, их нагревают дисковым нагревательным элементом с идеально плоской поверхностью нагрева. Это происходит следующим образом. Пластина вставляется между торцов. Затем трубы плотно прижимают к пластине, прилагая усилия. Когда температура становится пригодной для сварки полипропиленовых труб, материал начинает течь и появляется грат, нажим убирают, после чего надо подождать некоторое время пока торцы глубоко прогреются.
Когда процесс нагрева заканчивается, пластину надо убрать и прижать торцы друг к другу, делается это все очень быстро. Затем прижатие торцов друг к другу усиливается, и соединение оставляют остывать, в это время можно наблюдать, как исчезает выпуклость между спаянными стенками. Пайка стык встык пластиковых труб закончена, и можно включать воду.
Типичные ошибки
Новички в сантехнических работах и мастера-самоучки, которые хотят сэкономить на услугах профессиональных монтажников, часто совершают одинаковые ошибки. На первый взгляд, это мелочи, но они приводят к тому, что система быстро выходит из строя.
Чего не стоит делать при монтаже ПП-труб своими руками:
Чрезмерно спешить. Сварка ПП-труб требует некоторой оперативности. Но это относится только к скорости соединения деталей, пока они еще горячие. В остальном спешка имеет негативные последствия. Чаще всего начинающие мастера просто не дают паяльнику нагреться до нужной температуры. В результате «сцепляемость» деталей плохая.У нерасторопных монтажников другая проблема – они прогревают детали до нужной температуры, а потом долго прилаживаются, прежде чем вставить трубу в фитинг. За эти несколько секунд температура изделий падает, а вместе с ней падает и качество диффузии.
- Полагаться на температурные показатели встроенного в паяльник термометра. Если оборудование старое или от недобросовестного производителя, необходимые 260-270 градусов на дисплее могут появиться из-за сбоя в работе. Реальная температура насадок часто бывает ниже этого параметра. Для страховки её нужно проверять контактным термометром. Стоит такой девайс недорого, а в хозяйстве пригодится не только для работы с паяльником.
- Перегревать пропиленовые изделия. Новичкам может показаться, что чем дольше греть, тем лучше получится соединение. На деле это не так. Если растопить пластик слишком сильно, то в трубе образуется наплыв. Он будет препятствовать свободному течению жидкости по трубопроводу или вовсе закупорит отрезок трубы.
- Сваривать трубы на улице в холодную погоду. При низких температурах детали остывают слишком быстро, как и соединительный шов. Они не успевают надежно схватиться.
- Не очищать трубы и насадки от пыли и жира. Это также негативно сказывается на качестве соединения.
- Не торцевать трубы с алюминиевой армировкой. Температура и время плавления у алюминия и пропилена разные. Хотя алюминий относится к антикоррозийным материалам, из-за него трубы могут протекать.
- Монтировать сразу все элементы трубопровода на полу (столе, земле). Такой конструктор потом уже невозможно установить по схеме.
- Использовать для горячего трубопровода тонкостенные трубы. Они не выдержат высоких температур, вытянутся и со временем лопнут.
- Резать трубы ножовкой или электролобзиком без последующей зачистки среза наждачной шкуркой.
- Пытаться ускорить процесс остывания трубы холодной водой или воздухом.
Предметы мебели
Несколько примеров меблировки кухни, объединенной с гостиной:
- 1. Диван. Он становится предметом, который зонирует пространство. Диван ставят спинкой к тому месту, где готовят еду. В небольшие комнаты (менее 20 кв м) ставят уголок, который располагают у стены, установленной перпендикулярно или параллельно от кухни.
- 2. Гарнитур. По мнению дизайнеров, минималистичные модели без вычурных деталей смотрятся современно. Сервиз, вазы или бокалы ставят на открытой полке. Для них можно купить модную витрину. Мебель ставят возле стены. Если пространство большое (20 кв м, 25 кв м или 30 кв м), то в центральной части можно установить остров, в котором есть и отделы для кухонных приборов.
- 3. Комплект мебели. Стиль должен сочетаться с оформлением обеих комнат. В малогабаритных помещениях хорошо смотрится компактный столик и стулья, сделанные в из прозрачного материала или окрашенные в светлые цвета. В интерьер гостиной можно поставить стол с круглой столешницей. В просторных помещениях комплект устанавливают возле стенки или в центральной части. Здесь будет хорошо смотреться вытянутый обеденный стол прямоугольной формы.

Преимущества полимерных труб
Пластиковая продукция получила широкое распространение не только в сфере жилищно-коммунального хозяйства, но и в других областях человеческой деятельности. Множество марок пластика и широкий типоразмерный ряд позволяют каждому мастеру подобрать изделие под свои цели и выбрать способ, как паять пластиковые трубы для водопровода.

Достоинства пластиковых труб:
- в отличие от металлических изделий, не склонны к коррозии;
- химически индифферентны – не взаимодействуют с большинством кислот, щелочей, солевых растворов, продуктов газо- и нефтепереработки;
- биологически устойчивы – в том числе к действию различных микроорганизмов;
- обладают хорошей шумоизоляцией;
- низкий коэффициент теплоотдачи, то есть отличная термоизоляция;
- небольшой вес, облегчающий перевозку труб до места назначения, их укладку, последующий ремонт и демонтаж;
- экологическая безопасность – изделия не выделяют в атмосферу вредные вещества;
- простота соединения отдельных элементов в контуры любой сложности и протяжённости;
- возможность использовать продукцию как для скрытой, так и для наружной прокладки;
- долгий срок службы – при соблюдении всех условий эксплуатации и отсутствии внешних угроз срок, в зависимости от марки пластика, составляет 50 лет и более;
- способность выдерживать высокие давления: при температуре 0…10°С максимальное допустимое давление внутри системы составляет 15 бар, при повышенной температуре (до 95°С) – 2 бар.

Изделия достаточно экологичны, вследствие чего могут использоваться в контурах водоснабжения – как холодного, так и горячего – и отопления.
Как спаять пластиковую трубу и как пользоваться паяльником для труб, легко узнать с помощью справочных материалов или видеоуроков, процесс не представляет собой сложности и под силу каждому домашнему мастеру.
Как правильно паять пластиковые трубы своими руками — подробная инструкция
Если вы приняли решение собственными силами сделать водопровод для своего дома, то знайте, что лучшим материалом для этого будут пластиковые трубы. Для того чтобы соединить трубы в единую систему, вам необходимо представлять, как производится сварка пластика. Однако пусть это вас не пугает, поскольку сам процесс пайки пластиковых труб не отличается особой сложностью и не требует наличия большого числа специальных инструментов.
Для производства сварочных работ вам потребуются:
- рулетка,
- маркер,
- строительный уровень,
- ножницы для резки пластиковых труб,
- сварочное устройство для пластиковых труб.
Все инструменты, кроме последнего, имеются практически у любого мастерового человека. Последний же может вам потребоваться всего лишь раз в жизни, поэтому гораздо целесообразнее не покупать его, а одолжить или взять на прокат.
Кратко о сварочном аппарате
Перед началом пайки следует вкратце познакомиться с тем устройством, которым вам предстоит пользоваться.
Важным элементом сварочного аппарата является подошва, оснащенная нагревательными элементами. Удобство работ обеспечивается тем, что на подошве имеются отверстия, позволяющие закрепить специальные насадки для пайки. Регулировка температуры производится с помощью терморегулятора, находящегося на корпусе.
Процесс пайки труб
Приступая к пайке, прибор необходимо установить в нужном положении и зафиксировать на нем насадки подходящего размера. Используя терморегулятор, выставить необходимую температуру:
- 260°С для труб из полипропилена,
- 220°С для труб из полиэтилена.
Дать прибору прогреться в течение 10-20 минут до погасания индикатора.
Выполняя пайку, необходимо исходить из следующих данных:
Процесс пайки сводится к следующим операциям:
- Используя специальные ножницы, отрезать трубу необходимой длины, с помощью спиртового раствора очистить от грязи и жира места сочленений,
- Трубу и ответный раструб установить в насадку и прогреть в течение времени, указанного в таблице,
- Разогретые элементы соединить между собой, вставив трубу в раструб. Данная операция должна быть выполнена в течение времени, названного в таблице технологической паузой,
- Выполнив операцию, проверить качество полученного сварного соединения, которое будет заметно в виде пластиковых колечек.
Рекомендации по правильной пайке
Мы только что изложили суть процесса пайки
Однако для обеспечения надежности функционирования трубопровода следует обратить внимание на следующие детали:
- Первую сварочную операцию следует производить по истечении пяти минут после разогрева паяльника.
- При необходимости сварить армированные трубы следует воспользоваться специальным инструментом, называемым шейвером, для того, чтобы снять с трубы алюминий и полипропилен, образующие два верхних слоя. После этого стыковка труб производится по уже описанной методике.
- Сварочные работы необходимо производить только в том случае, когда температура окружающей среды выше нуля.
- Выполнив сварку, дать соединенным трубам остынуть, не допуская их прокручивания или взаимного перемещения. В том случае, когда соединительный шов получился некачественным, узел необходимо разрезать и процесс сварки выполнить заново.
Работая со сварочным аппаратом, необходимо соблюдать определенные меры предосторожности, несоблюдение которых может сказаться на качестве сварных соединений. В частности, необходимо помнить, что насадки имеют тефлоновое покрытие, предотвращающее образование нагара
По завершении каждой операции оплавленные остатки необходимо с них удалять с помощью деревянной лопаточки. Категорически запрещено удалять остатки материала после охлаждения насадок, поскольку таким образом можно повредить покрытие и вызвать неисправность всего аппарата.
Как правильно паять пластиковые трубы своими руками – подробная инструкция Эта пошаговая инструкция по самостоятельной пайке пластиковых труб поможет вам собрать водопровод для дома своими руками, не привлекая специалистов. Подробное описание работы, видео.
Проверка стыков
 По окончании спайки необходимо проверить весь пластиковый трубопровод на дефекты и герметичность. Этот процесс называется опрессовкой. Самый простой метод опрессовки — пропустить через спаянный участок определённое количество воды.
По окончании спайки необходимо проверить весь пластиковый трубопровод на дефекты и герметичность. Этот процесс называется опрессовкой. Самый простой метод опрессовки — пропустить через спаянный участок определённое количество воды.
Есть и другой вариант — закачка воздуха в трубопровод через заглушки. На краях (в начале и в конце) пластикового трубопровода традиционно ставят заглушки. И в одной из них, в целях проверки герметичности, можно просверлить отверстие и вкрутить колёсный ниппель. Далее с помощью компрессора и манометра нужно заказать в трубы воздух — причём необходимо добиться рабочего давления. На практике в трубопроводах жилых домов это давление равно 3-4 атмосферам.
Опрессовка должна проводиться в два этапа. На первом этапе набирается рабочее давление, после чего нужно подождать около трёх минут и посмотреть, упадёт ли его уровень. Затем нужно вновь поднять давление до рабочего уровня и вновь подождать, на этот раз уже 5-7 минут. Если пластиковые трубы герметичны, то давление за этот срок не упадёт больше, чем на три процента.

Если давление падает на большую величину, значит есть утечка. Обычно они возникают как раз на местах стыков и на местах пайки паяльников. Для их успешного поиска понадобится жидкое мыло или мыльный, хорошо пенящийся раствор. Такое мыло или такой раствор следует нанести на вероятные проблемные места и посмотреть, появятся ли здесь пузыри. Если пузыри появятся, это будет свидетельствовать о том, что пластиковая труба подтекает. Для устранения проблемы рекомендуется осуществить повторную пайку в этом месте.
Преимущества клеевого соединения труб
Трубы из полимеров сваривают, склеивают или соединяют между собой механически. Первый способ самый популярный. Для сварки используют специальное оборудование и насадки, подобранные по диаметру трубопровода.
Такую работу лучше поручить профессиональным мастерам. Вариант – арендовать или купить собственный аппарат. Это дорого, зато поможет освоить еще один полезный навык.
Метод соединения с помощью клея менее распространенный, однако не менее эффективный. Его принято называть «холодной сваркой». Клеевые швы получаются настолько же (а иногда даже более) надежными, как и сварные. Единственный нюанс: практически все типы клеев для пластиковых труб рассчитаны на системы холодного водоснабжения и могут быстро утратить свои свойства под воздействием высоких температур.
Плюсы склеивания ПВХ-труб с помощью специальных композиций:
- Снижение рисков возникновения протечек. При склеивании отрезков трубопровода детали соединяются на молекулярном уровне. Швы абсолютно герметичны, а начать протекать они могут начать только под воздействием высокой температуры или давления.
- Минимальные трудозатраты. Для склеивания труб не нужны какие-то дополнительные сложные процессы. Это простой метод, не требующий особых навыков.
- Быстрый и дешевый монтаж. Все операции можно выполнить своими руками. Достаточно только купить материалы и подобрать правильный клеевой состав. Не нужно искать сварочный аппарат.
- Малый расход энергоресурсов. Аппарат для сварки полимерных труб работает от электросети, а для склеивания деталей оборудование не требуется. Это дополнительная экономия на материалах и энергоресурсах.
- Универсальность. Метод подходит для соединения деталей трубопровода любого диаметра – от 6 до 400 мм. Его можно применять при монтаже водопроводной и канализационной систем.
Холодная сварка – дешевый и удобный способ монтажа трубопровода. Для его применения не нужно ничего, что способно привести к удорожанию работ: не приходится тратиться на дополнительные соединительные элементы или спецоборудование.
Принцип действия всех видов клеев для полипропиленовых труб примерно одинаков. Составы частично растворяют полихлорвинил и прочно связывают частицы. В композиции входят присадки, улучшающие адгезию. При склеивании растворитель быстро испаряется, а состав отвердевает, набирает прочность. В результате получается высокопрочное соединение.
На рынке можно найти продукцию для создания высокопрочных соединений и зарубежных, и отечественных производителей.
Обзор лучших марок
Во всех рейтингах клеев для труб ПВХ лидируют торговые марки Tangit (Германия), Genova (США), Griffon (Нидерланды), Gebsoplast (Франция). Покупатели неплохо отзываются о клеях «Феникс», «Винилит», «Марс» и других, но они не настолько востребованы и популярны.
Все виды клеев для полимерных труб действуют по одному принципу, выпускаются в упаковках различного объема, а выбирать подходящий состав следует в зависимости от назначения и технических характеристик.
Рекомендации производителей – на первом месте
При работе с клеями всегда следует читать рекомендации производителей. Многие составы нельзя оставлять открытыми более нескольких минут, т.к. они быстро схватываются, что затрудняет их дальнейшее использование. Среднее время, в течение которого клей может оставаться открытым, – 4-5 минут.
При покупке конкретной марки клея стоит обратить внимание на его подготовку к работе. Некоторые виды достаточно просто перемешать, а вот двухкомпонентные составы приходится правильно соединять, следить за их консистенцией. Есть риск неправильного смешивания, что приводит к утрате или изменению клеящих свойств
Есть риск неправильного смешивания, что приводит к утрате или изменению клеящих свойств.
Цвет и вязкость имеют значение. Опытные сантехники отдают предпочтение составам средней вязкости. Их легко наносить, а при соединении деталей такой клей не растекается, его не приходится лишний раз удалять салфетками. Что касается цвета, то бесцветный состав подходит для белых и цветных труб. Его не видно, даже если капли выступили за пределы склеиваемой зоны и застыли.
Необходимые инструменты и материалы для пайки
Для работы в домашних условиях потребуется заранее подготовить все необходимые инструменты и материалы:
- электрический паяльник;
- насадки и подставки для паяльника соответствующего размера;
- напильник или острый нож для удаления заусениц;
- измерительную линейку или рулетку;
- маркер;
- ножницы для резки труб;
- шейвер — приспособление для удаления армирующего слоя;
- специальный инструмент для снятия фасок;
- припой для пайки;
- флюсы и фитинги;
- спиртовой состав для обезжиривания.
Припой для пайки
Припой выпускается в форме проволоки, фольги, прутка и т. д. Он необходим для получения более прочного шва медных конструкций. Изготавливается на основе олова, серебра, цинка, свинца, сурьмы или меди.

В зависимости от температуры плавления подразделяется на:
- легкоплавкий;
- средне плавкий;
- высоко плавкий припой.
Флюсы и фитинги
Флюсы используются при пайке для защиты соединяемых металлических поверхностей от окисления. Они выпускаются в виде жидкости, сухой смеси или пастообразном состоянии и различаются по химическому составу, свойствам и назначению. Например, для очистки поверхности медного проката и повышения текучести припоя применяется борная кислота, хлорид цинка, соляная кислота.
Фитинги — это небольшого размера изделия, надеваемые на концы труб, которые соединяются пайкой. К ним относятся муфты, тройники, крестовины, обводы, заглушки, углы и т. п. Они должны быть из такого же материала, что и сами трубы. И конечно, не для кого ни является секретом, что купить фитинги можно в любом магазине сантехники.
Ножницы для резки
Этот вид инструмента имеет и другие названия — труборез, трубные ножницы или трубный резак. Он предназначен для быстрой резки изделий из пластика, обеспечивает выполнение кромки реза без заусениц, что упрощает подготовку к сварочному процессу.

Существует 4 вида трубных ножниц, различающихся по конструкции и цене:
- прецизионный труборез с механизмом — трещоткой. Приспособление используется для резки труб диаметром не более 75 мм;
- роликовые ножницы;
- автоматический труборез в форме пистолета;
- трубный резак — гильотина.
Инструмент для монтажа полипропиленовых труб
| Фотография инструмента | Название |
|---|---|
| сварочный аппарат, для работы в домашних условиях рекомендуется использовать агрегаты, предназначенные для сварки труб ПП небольшого и среднего диаметра — до 63 мм. | |
| Труборез — идеальное устройство для отсечения полипропилена. | |
| Шейвер — предназначен для удаления слоя армировки. | |
| Торцеватель нужен для качественной стыковки трубы | |
| Маркер для разметки труб. | |
| При помощи строительного уровня и карандаша нарисуйте на стене направление труб | |
| Рулетка — один из главных инструментов в стройке. | |
| Обезжириватель нужен для удаления нечистот с поверхностей сварочных стыков. |
Паяльник можно приобрести или взять в аренду. Не всегда под рукой имеется торцеватель или шейвер. Однако эти инструменты понадобятся для работы с армированными трубами. Так, шейвер предназначен для удаления армировки. Его ножи расположены параллельно оси трубы. Благодаря этому осуществляется удаление среднего слоя коммуникаций. Торцеватель используется для подготовки труб, удаления слоя армировки. Такой инструмент обрабатывает торец, дополнительно он создает фаску.
Для выполнения разметки используются маркер и рулетка. Причем необходимо определить не только места резки изделий, но и участков, которые будут заводиться в насадки сварочного аппарата
Паяльные машины для сварки труб
Устроены такие аппараты достаточно просто. Главные узлы:
- блок регулировки и контроля температуры;
- ручка для фиксации устройства;
- опора, позволяющая избежать прямого контакта поверхности, на которой установлен сварочный аппарат, и нагревательного элемента.
В комплект входят насадки, которые отличаются диаметром, а еще перчатки, мелкий инструмент. Комплектация меняется в зависимости от модели аппарата. Чем она шире, там выше цена.
Виды паяльников для полипропилена
Существуют ручные и механические паяльники. Однако в бытовых условиях используют первый из вариантов. Это обусловлено простотой конструкции, легкостью эксплуатации, небольшими габаритами.
Пайка полипропиленовых труб своими руками выполняется с помощью 2 видов устройств:
- мечевидный паяльник;
- цилиндрический.
Паяльники отличаются по форме нагревательного элемента. На плите мечевидных устройств предусмотрено несколько отверстий, что позволяет производить установку различных насадок, которые состоят из 2 частей: дорна и гильзы. Они предназначены для нагрева торцевых участков коммуникаций. Так, на дорн насаживается соединительный элемент, гильза предназначена для нагрева торцевого участка трубы.
Цилиндрические устройства отличаются по конструкции от мечевидных, что обусловлено наличием нагревательного элемента в форме цилиндра. В этом случае используются насадки обжимного типа. Они надеваются на металлический цилиндр, прочно фиксируются. С двух сторон таких насадок предусмотрен дорн и гильза. Принцип пайки такой же, как и в случае с мечевидным аналогом.
Критерии выбора сварочных аппаратов
Мощность. Для работы с коммуникациями диаметром не более 75 мм следует приобрести аппарат мощностью до 1000 Вт. Его возможностей достаточно для обеспечения высокого качества шва. Однако в быту чаще используют метод пайки для фиксации труб диаметром до 50 мм. В этом случае можно использовать агрегаты мощностью до 700 Вт. Причем нужно помнить, что пусковые токи при включении намного выше, поэтому должен быть предусмотрен запас по мощности (20-30%). Вид нагревательного элемента: плита, цилиндр. В быту используют первый из вариантов, с ним проще работать
Это важно, если нет опыта монтажных работ такого вида. Количество, тип и размер насадок
Определяют, какие изделия нужно паять. Учитывают диаметр коммуникаций. В наиболее простых моделях предусматривается возможность одновременно паять 2-3 трубы и даже больше, столько же фитингов. На нагревательном элементе в данном случае имеется 2-3 отверстия. Производитель.
На строительном рынке можно найти оборудование производства разных стран: России, Китая, Турции, Чехии. Последний из вариантов стоит дороже, такие аппараты отличаются высоким качеством сборки, надежностью. Сварочные аппараты могут иметь погрешность при измерении температуры. В результате действительный показатель часто не соответствует заданному.
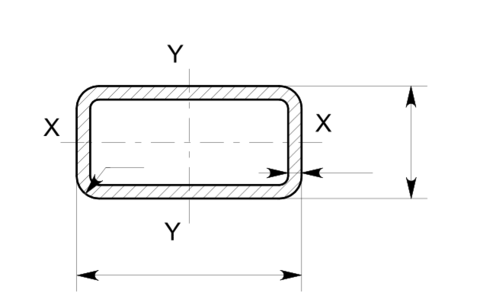
Особенности труб, учитываемые при монтаже
Для правильного выбора способа пайки пластиковых труб необходимо учитывать не только их диаметр, но и толщину стенки. Следовательно, перед началом работ необходимо уточнить реальную толщину стенки выбранного изделия по маркировке и замерам (для проверки).
Для нормальной работы необходимо согласно маркировке уточнить данные в нормирующем документе.
В целом технические данные по напорным трубам из термопластов нормирует ГОСТ Р 52134-2003. Однако каждое производство имеет свои нюансы, а в отношении зарубежных производителей данный стандарт вообще не работает. Поэтому лучше уточнить допустимый температурный диапазон (рабочий и аварийный), они не должны превышать температуру пайки.
Далее, согласно полученной информации, следует уточнить длительность нагрева при сварке подготовленных пластиковых труб и температуру нагрева, а также время остывания деталей.
Также, с учетом роста толщины стенки с увеличением номинального наружного диаметра, по таблице определяется ширина сварного пояса – то есть протяженность нагреваемого участка. Он должен быть одинаков для трубы и фитинга, поскольку диффузия (взаимопроникновение частиц материала на молекулярном уровне) требуется по всей стыкуемой площади. Определить ширину сварного пояса (глубину вставки трубы в муфту) и размер фаски можно по таблице.
Максимальная глубина вставки (собственно ширина сварного пояса) без зачистки.
На основании данных о типе пластика выставляется нужный уровень нагрева сварочного аппарата, точнее, нагревательных элементов – парных насадок.
В некоторых случаях температура пайки полипропиленовых труб составляет не 200…220 градусов Цельсия, а около 260 градусов, это необходимо уточнять у производителя или продавца.
Подготавливаем материал и инструмент
Материал
Несмотря на то, что рынок переполнен предложениями полимерной сантехнической продукции полипропиленовые трубы разных производителей имеют схожую техническую маркировку.
Интересующие нас основные показатели – это структура материала и параметры максимального рабочего давления (PN, атм.) трубы (Таблица 1):
| Обозначение | Значение |
|---|---|
| PPR PN 10 | гомогенная, для ХВС |
| PPR PN 16 | гомогенная, для ХВС высокого давления или низкотемпературного отопления |
| PPR PN 20 | гомогенная, для ХВС и ГВС |
| PPR-Al-PPR PN 25 | с внешним алюминиевым армированием, для ХВС, ГВС, отопления |
| PPR-Gf-PPR PN 20 | со стекловолоконным армированием, для ХВС, ГВС, отопления |
| PERT-Al-PPR PN 25 | внутреннее армирование алюминием, для ХВС, ГВС, отопления |
Инструмент
Первое и самое главное средство производства коммуникаций из полимера ПП – это аппарат для сварки полипропиленовых труб, т.е. специальный паяльник. Он позволяет сращивать элементы (фитинги, трубы, фасонные детали) из термопластичного полимера. При соблюдении правил пайки соединения получаются гомогенными (однородными), ничем ни отличаясь по структуре от самого монтируемого материала.
Для трубопроводов небольших диаметров (до 63 мм) можно использовать паяльники муфтовой (раструбной) пайки. Аппараты стыковой сварки уже способны соединять трубы Ø 300 мм и более.
В свою очередь они производятся двух типов – с плоской нагревательной частью и с цилиндрической. Плоские паяльники часто предлагаются в бюджетном исполнении и вполне подходят для разовых работ. Более дорогие модели с цилиндрическими нагревателями востребованы у профессионалов, так как они позволяют выполнять монтаж в труднодоступных местах (смотрите рисунок ниже).

1. Паяльник с плоским нагревателем.2. Паяльник с цилиндрическим нагревателем.
На паяльник для полипропиленовых труб закрепляются парные насадки-матрицы, соответствующие диаметрам обрабатываемых материалов. Одна из насадок предназначена для прогрева внутренних поверхностей полимерных деталей, а вторая для внешних.
Полимерный сантехнический материал подготавливают к сварке с помощью трубореза, торцевателя-фаскоснимателя или шейвера (шабера).

Шейвер для зачистки труб из полипропилена с внешним армированием.
Труборез (ножницы) помогает быстро и качественно приводить длину трубных отрезков к требуемым величинам. Использование ножовки не рекомендуется, так как она оставляет рваные края и большое количество опилок.
Кроме того, полифузная сварка полипропиленовых труб не обходится без стандартного монтажного набора сантехника, состоящего из слесарных ключей, перфоратора, отверток, рулетки, карандаша и т.д. А работая с паяльником в тканевых перчатках, вы убережете руки от многочисленных ожогов, которые неизбежны при контакте кожи с разогретым инструментом.