Правильная пайка паяльником и феном с нуля для начинающих
Содержание:
Простая пайка проводов
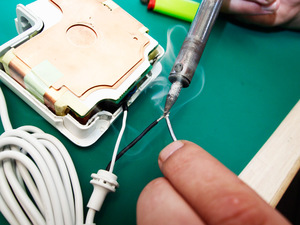
Первый пример это припаивание проводов.
Что потребуется
Для снятия изоляции с проводов понадобится стриппер.
С помощью него можно быстро удалить изоляцию. Бокорезы, кусачки, нож, зубы или паяльник не смогут так же легко справиться с этой задачей.
Для пайки проводов подойдет жидкая канифоль, или ФКЭТ.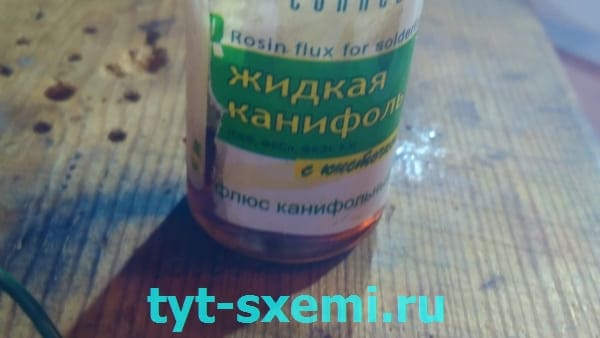
Жидкая канифоль лучше всего обволакивает жилки проводов. Она дешевая, практичная и удобная.
Какое жало лучше выбрать
Для проводов нужно много припоя. Мини волна практичнее всего для пайки любых проводов, чем обычный конус или плоское жало.
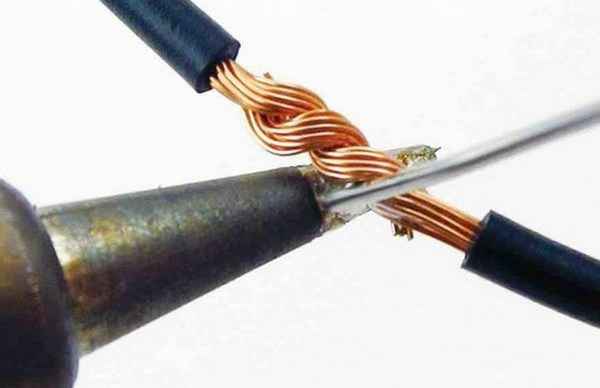
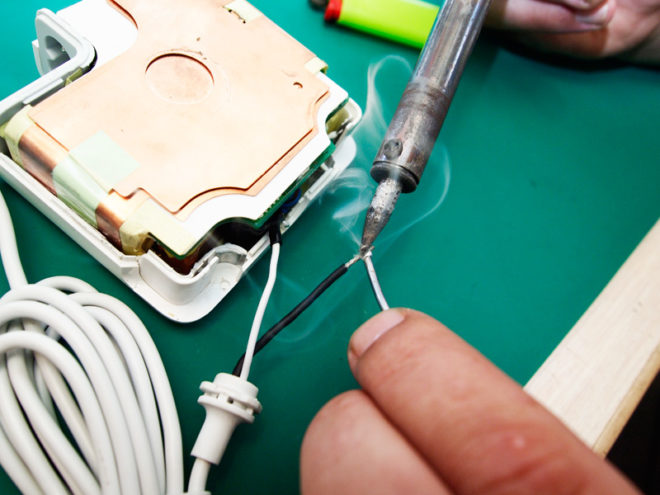
Пошаговый процесс
Стриппером снимаем изоляцию, скручиваем провода.
Наносим флюс на спаиваемые провода, берем припой на жало. Температура жала не больше 300 °C.
Несколькими движениями вперед и назад лудим скрученные провода. Если припой образовался в комочки, то добавляем ждем остывания место пайки, чтобы не повредить кисточку. Добавляем еще флюс и снова проводим по месту пайки паяльником. Припоя не должно быть много или мало.
Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их.
Основная проблема при ремонте наушников это стойкая изоляция проводов.
Особенности залуживания проводов
Чтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки.
Для пайки понадобится массивное жало, большая капля припоя и жидкая канифоль. Так же наносится флюс, но пайка немного другая. Теперь главная задача это сжечь изоляцию. Это можно сделать при помощи большой капли припоя. Продольными движениями вперед и назад проводим припой по месту пайки. Изоляция сжигается медленно. Не нужно повышать температуру выше 300 °C и использовать кислоту. Если не получается залудить, то пробуем снова, но уже вместо канифоли используем ЛТИ-120. Этот флюс поможет залудить провода не хуже паяльной кислоты.
Лужение деталей
Научиться паять без паяльника самые различные вещи и детали не следует считать чем-то совсем невозможным. Для этого достаточно освоить прием приготовления жидкого припоя, который применяют для лужения и для пайки.

Под процедурой лужения понимается нанесение тонкого слоя оловянного сплава на поверхность подлежащих пайке выводов радиодеталей или концов проводов. Основное её назначение – улучшения электрического контакта в месте соединения и облегчение последующего процесса пайки.
Подготовка и разогрев припоя
 Лужение проводов может быть организовано совсем без паяльника, что вполне возможно при наличии следующих атрибутов:
Лужение проводов может быть организовано совсем без паяльника, что вполне возможно при наличии следующих атрибутов:
- потребуется металлическое корытце небольшой ёмкости (наподобие крышки от стеклянных банок или растворимого кофе);
- необходимо подготовить строго дозированные (мелко наструганные) кусочки низкотемпературного припоя ПОС-60 и немного растолченной в порошок канифоли;
- ещё одно условие возможности лужения без паяльника – наличие очага разогрева активных составов (для этого подойдёт любой источник открытого огня, включая свечу, сухой спирт или небольшой костёр).
Источники тепла
Последний приём разогрева зоны лужения из соображений безопасности может использоваться только вне жилого дома (на садовом участке или в огороде, например).
В городских условиях некоторым умельцам удаётся расплавлять тщательно подготовленную для лужения паяльную смесь (порошок канифоли плюс припойная стружка) хорошо раскалённым на газу стальным гвоздём.
Процесс лужения
 После основательного прогрева смеси припоя и канифоли готовый состав начинает закипать. Через этот расплав следует протащить нуждающийся в лужении участок провода. Если необходимо залудить только оголённые концы гибкого проводника или ножки радиодеталей (резисторов или конденсаторов) – достаточно окунуть их в жидкую кипящую массу на 2-3 секунды. После удаления излишков расплавленного состава на концах проводов должен остаться ровный слой припоя.
После основательного прогрева смеси припоя и канифоли готовый состав начинает закипать. Через этот расплав следует протащить нуждающийся в лужении участок провода. Если необходимо залудить только оголённые концы гибкого проводника или ножки радиодеталей (резисторов или конденсаторов) – достаточно окунуть их в жидкую кипящую массу на 2-3 секунды. После удаления излишков расплавленного состава на концах проводов должен остаться ровный слой припоя.
При работе с проводами с их краёв обязательно снимается участок изоляция длиной приблизительно 20-30 мм.
В случае, когда требуется залудить места соединения между медными листовыми заготовками, действовать нужно следующим образом. Сначала эти детали посредством струбцин плотно поджимаются одна к другой, после чего разогретая жидкая смесь заливается непосредственно в стыковочную зону. После полного её остывания струбцины можно ослабить и получить две готовые к пайке заготовки.
Ещё один способ обработки лужением плоских деталей предполагает использование для этих целей мелко наструганного припоя и маленького цельного кусочка канифоли. При этом источник нагрева (точнее – пламя открытого огня) подносится к нижней части детали, расположенной прямо под участком пайки. После полного расплава припоя он вместе с канифолью растирается по обрабатываемой поверхности стальным бруском.
По завершении этой процедуры излишки состава удаляются чистой мягкой тряпкой. При лужении поверхностей стальных заготовок канифоль уже не потребуется. В этом случае вместо неё используется паяльная кислота, заливаемая в мелко наструганный припой. Процесс лужения этого металла без использования паяльника полностью аналогичен уже описной процедуре.
Как выбрать паяльник
Конечно, было бы идеально, если у пользователя в наличии есть паяльная станция, а не просто паяльник. Но не всегда есть возможность приобрести такое полезное устройство, да и паяльники вполне могут подойти для припаивания проводов.
Для начала рассмотрим что из себя представляет такое устройство, как паяльник. Паяльником называют устройство, которое применяется для пайки, используя температурное воздействие.
- Можно найти паяльники, находящиеся в диапазоне от 15 до 30 Ватт. Такие приборы используются для припаивания деталей плат, а также для электрических схем. Для того чтобы перепаять неправильное соединение толстых проводов, потребуются паяльники, которые будут мощностью выше.
- Существуют также акустические паяльники. Обычно они используются электротехниками, которые занимаются пайкой оргтехники. Его преимущества заключаются в том, что он отличается от других моделей низкой теплоёмкостью, небольшими размерами, а также отличной работоспособностью. Его используют для весьма тонкой паечной работы, например, для сборки схем.
- Также существуют паяльники промышленные. Эти аппараты используются для довольно больших и трудных работ. Там, где требуется вмешательство прибора очень высокой мощности. Применяются промышленные паяльники для присоединения шасси, калибровочных кабелей или витражной работы.
Паяльник рекомендуется выбирать с трёхнаправляющим заземляющим штекером. Преимущество такого прибора заключается в том, что он позволяет предотвратить рассеивание напряжения по пути прохождения тока. В принципе для человека, который не имеет опыта в паянии, подойдёт и паяльник с диапазоном от 15 до 30 Ватт, но следует помнить, что такого небольшого напряжения не хватит даже для того, чтобы припаять аудиопровода. Автолюбителям можно порекомендовать паяльники с мощностью 40 Ватт, так как такие приборы являются оптимальным вариантом для использования его в авто.
Паяльная станция
Выше в статье упоминалось такое устройство, как паяльная станция. Это очень интересный и продуктивный прибор, который обеспечивает автономность работы, так как подключается к источнику переменного тока и способен излучать мощность до 80 Ватт. Специалисты утверждают, что при использовании этого прибора для спаивания наблюдается определённая лёгкость, в отличие от использования простых паяльников.
Преимущества таких паяльных установок можно выразить отдельным списком:
- Возможность регулирования температуры практически до градуса;
- С помощью паяльной станции можно осуществить даже одни из самых трудных и сложных соединений из стали, нержавейки, алюминия и т.д.;
- Долговечность прибора;
- Возможность легко паять полипропиленовые трубы, а также пластик, так как контроль над температурой позволяет это сделать.
Но у данного устройства существуют и свои недостатки. Нельзя забывать о том, что для использования паяльной станции следует иметь хоть какой-то начальный навык и небольшой опыт, иначе могут возникнуть трудности и даже определённые риски. К тому же стоят паяльные станции довольно дорого, да и электроэнергии потребляют очень много. Пользователь обязательно должен взвесить все «за» и «против» перед приобретением паяльной установки, так как при всех имеющихся плюсах имеются и недостатки.
Существующие способы соединения проводников

Основные способы соединения проводников в доме или квартире
Для соединения проводов могут быть сделаны несколькими способами:
- сварка — наиболее надежный способ, обеспечивающий высокую надежность соединения, но требующий навыков и наличия сварочного аппарата;
- клеммные колодки — просто выполнимое и довольно надежное соединение;
- пайка — хорошо работает если токи не превышают нормативные и соединение не греется до температур, выше нормы (65°С);
- опрессовка гильзами — требует знаний технологии, специальных клещей, но соединение надежное;
- использование пружинных зажимов — wago, СИЗ — быстро устанавливаются, при соблюдении условий эксплуатации обеспечивают хороший контакт;
- болтовое соединение — простое в выполнении, используется обычно в сложных случаях — при необходимости перехода с алюминия на медь и наоборот.
Конкретный тип соединения выбирается исходя из многих факторов. Необходимо учитывать материал проводника, его сечение, количество жил, тип изоляции, количество проводников, которые будут соединяться, а также условия эксплуатации. Исходя из этих факторов и рассмотрим каждый из типов соединений.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент
Важно, чтобы он хорошо прогревал медный материал и расплавлял припой
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Как паять провода
Итак, вот мы и подошли к самому интересному, как паять провода. Перед началом пайки, жилы нужно очистить от изоляции на длину 3-5 см. Затем при помощи наждака, их потребуется зачистить. После этого рекомендуется осуществить так называемое лужение.
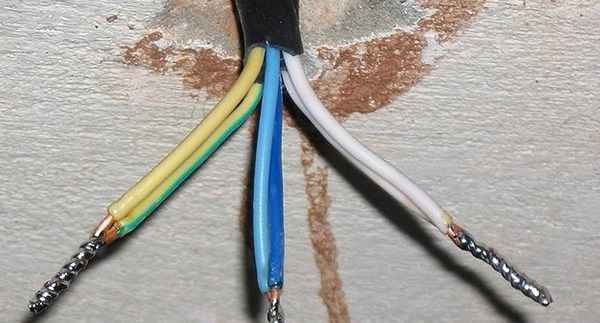
Если осуществляется пайка медных проводов, то лужение происходит с применением сосновой канифоли. Для этих целей разогретый паяльник опускается жалом в канифоль, и часть флюса наносится на очищенные жилы проводов. Затем жалом паяльника берётся небольшое количество припоя, который расплавляется, и также наносится на провода.
После лужения необходимо будет выполнить скрутку проводов, и только после этого окончательное спаивание жил. Если осуществляется пайка толстых проводов, то сначала можно произвести и скрутку жил, с последующей пайкой.
Немного по-другому обстоят дела с пайкой алюминиевых проводов. Здесь вместо канифоли используется один из активных флюсов. Он наносится на поверхность очищенных жил с помощью кисточки, после чего происходит лужение припоем.

Таким образом, получится соединить не только медные провода, но и алюминиевые. Мы настоятельно рекомендуем выполнять именно такое соединение проводов в электрике, которое считается более надёжным, долговечным и безопасным.
Заточка жала
Жало — это стержень из медного сплава, имеющий форму сильно вытянутого цилиндра. Требуется придать концу жала одну из используемых при паяльных работах форм.
- Сплющенная в виде лопатки. Применяется, чтобы паять массивные заготовки мощными электропаяльниками.
- Заточенная на острый конус или четырехгранную пирамиду. Используется при работе с тонкими проводниками и электронными компонентами.
- Тупой конус подходит для более толстых жил.
Заточка лопаткой позволяет одним жалом паять и тонкие, и более толстые провода и изделия, поворачивая его нужной стороной.
Применение флюса
 Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Необходимые инструменты и материалы

Перед тем, как спаять два провода, надо для начала приобрести все необходимые материалы, а также запастись самым главным приспособлением – паяльником.
Паяльник

Устройство это представляет собою нагревательный прибор, с его помощью разогревают припойный сплав и поверхности деталей, которые необходимо припаивать. Он имеет три основные части:
- ручка (её делают деревянной либо пластмассовой, она не греется в процессе работы);
- нагревательный элемент;
- рабочий элемент.
Паяльники бывают разных типов:
- Электронагревательный. Рабочей частью такого инструмента является кончик медного жала, которое разогревается с помощью нагревательного элемента. Температура жала достигает 300 градусов, при этом он не сильно мощный (от 60 до 100 Вт).
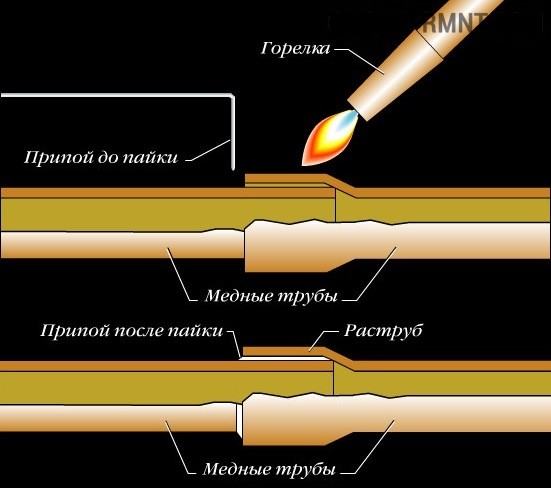
- Газовый. По принципу действия этот паяльник похож на обыкновенную газовую горелку, место, где должна производиться спайка, нагревается при помощи открытого пламени.
- Термовоздушный. Место пайки разогревают потомком горячего воздуха.
- Молотковый. У этого паяльника рабочей частью также является жало из меди, но по форме оно напоминает массивный молоток. Разогрев происходит при помощи открытого пламени либо за счёт встроенного электронагревательного элемента.
Наибольшее распространение получил электронагревательный паяльник для пайки радиодеталей и проводов.
Припой
Главным материалом в процессе пайки является припой. Он представляет собою сплав нескольких металлов, который имеет более низкую температуру плавления, чем у металла соединяемых элементов. Такие сплавы делают из олова, кадмия, серебра, меди, свинца, никеля.

Паять медные провода желательно сплавом марки ПОС-60. Буквы ПОС обозначают, что данный припой из олова и свинца. Цифры показывают, сколько процентов олова содержится в припое. Конечно, лучшим припойным материалом считается чистое олово, но это дорого, его применяют в исключительных случаях.
Форма выпуска припоя бывает разная – в гранулах, пастах, слитках, порошке, фольге или проволоке.
Как пользоваться припойным сплавом? Его греют выше температуры плавления и, когда он достигнет расплавленного состояния, прикасаются к твёрдым поверхностям соединяемых элементов. В этот момент начинаются химические и физические процессы. Припойный сплав растекается по металлическим поверхностям, проникая между ними во все зазоры.
Имейте в виду! Перед тем, как припаять алюминиевые провода, вам потребуется найти специальный припой. Для этого металла больше подойдут сплавы на основе цинка ЦО-12 (цинк с оловом) или ЦА-15 (цинк с алюминием).
Флюс
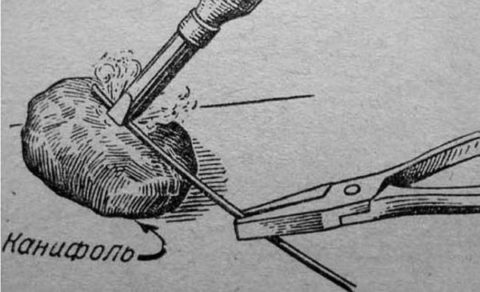
Чаще всего в качестве флюса используют смесь органических и неорганических веществ, с помощью которой подготавливают поверхности для пайки. Это может быть канифоль, ацетилсалициловая или ортофосфорная кислота, нашатырь или соль бура.
Самым распространённым флюсом считается канифоль. Некоторые используют кислоту для паяния, но она уступает канифоли по своим качествам. Хотя применять кислоту гораздо проще, намочили в ней кисть и нанесли вещество на соединяемые поверхности. С канифолью немного сложнее, нужно уложить в неё жилу, паяльником нагреть, тогда смола начнёт плавиться и обволакивать проводок.
Иногда используют припой, который представляет собою тонкую проволоку, заполненную внутри канифолью. Конечно же, это делает процесс более быстрым и удобным, достаточно будет только брать нагретым паяльником припой и наносить на соединяемые поверхности, отпадает необходимость в обработке каждого провода канифолью отдельно.
Другие инструменты
Также для того, чтобы сделать спайку проводников, потребуются:
- Место для работы, его надо покрыть материалом, которому не страшны будут капли расплавленного припоя. Подойдёт металлический стол либо какая-то подставка из металла или дерева, когда работы необходимо выполнять, например, в распределительной коробке.
- Подставка для паяльника (она должна быть надёжной и удобной).
- Кусочек влажной ткани или губка для протирки жала паяльника.
- Напильник. Перед применением паяльника, нужно будет сначала зачистить его жало, на нём не должно оставаться следов нагара, тогда пайка пойдёт легко.
- Нож либо специальное приспособление для снятия с проводов изоляционного слоя.
- Пассатижи.
- Наждачная бумага.
- Спирт.
- Изоляционная лента (или термоусаживаемая трубка).
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
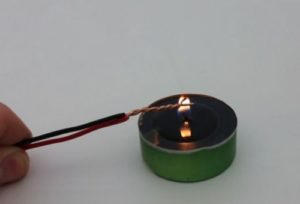
Фольга как способ пайки
Способ пайки с использованием фольги характеризуется практичностью. Как правило, для восстановления соединения требуется всего 5 минут. Фольга может применяться в качестве припоя, который разматывается по всей площади и разогревается до высокой температуры. За счет этого существенно повышается пластичность материала, после остывания он затвердевает.
Фольга может применяться в самых различных случаях. Примером можно назвать повреждение платы или соединения проводов. Среди особенностей проводимой работы отметим следующие моменты:
- Выполняется стандартная подготовка контактов.
- Концы скручиваются для формирования соединения. За счет этого существенно повышается надежность соединения.
- Отрезается требуемое количество фольги, место соединения оборачивается в несколько мотков.
После этого при помощи строительного фена или другого источника тепла проводится равномерный нагрев. Поверхность фольги при воздействии тепла быстро становится мягкой и пластичной, после прекращения нагрева быстро остывает и затвердевает, обеспечивая требуемую степень герметизации и прочность.
В заключение отметим, что без паяльника провести ювелирные работы, а также пайку плат практически невозможно. Это связано с отсутствием возможности направленного воздействия теплом. Однако, в некоторых случаях паяльник и другие инструменты не требуются.