Рейтинг лучших сварочных полуавтоматов для гаража для новичков и профессионалов
Содержание:
- Устройство сварочного аппарата
- Сравнительная таблица характеристик
- Технология
- Правильная техника сварки с помощью полуавтомата
- Виды сварочного аппарата полуавтомата
- Что необходимо учитывать при выборе инвертора
- Настройка сварочного аппарата
- Сварка тонкого и толстого металла
- Сварочный полуавтомат для газовой среды
- Какое напряжение должна иметь питающая сеть
- Классификация и маркировка сварочных аппаратов
- Классификация сварочных аппаратов
- Лучшие полупрофессиональные сварочные полуавтоматы
Устройство сварочного аппарата
Конструкция агрегата не зависит от сферы использования. Устройство сварочного полуавтомата содержит:
- блок питания с управляющим модулем, индикаторной панелью, ручками для настройки;
- рукав для подачи расходного материала, газа и электричества (сварочный шланг);
- баллон с защитным газом;
- сварочную горелку.
Конструкция сварочного полуавтомата.
Питание полуавтомата
Большинство аппаратов работает с постоянным током. В качестве питающего блока используется инвертор или выпрямитель. Последний отличается низкой стоимостью, большими размерами. Диапазоны регулировки ограничены, часто возникают проблемы с пульсациями. Инверторы дороже, однако они не имеют недостатков. Устройства помогают получать нужные для разных режимов сварки параметры тока. Имеется регулирующий индуктивность автомат.
Сварочный рукав
Так называют компонент, который подает в обрабатываемую область газ, расходный материал, ток. Один конец подключается к аппарату, второй — к горелке. Сварочный рукав имеет вид гибкой трубки, в центральной части которой находится канал для вывода проволоки. Он окружен трубками подачи газа и воды для охлаждения, силовыми кабелями и проводами управляющей системы.
Сварочный рукав предназначен для работы с кислородом.
К сварочному рукаву предъявляют повышенные требования. Компонент считается дорогим, его длина влияет на стоимость полуавтомата. От параметров шланга зависят возможности аппарата при работе со сложными конструкциями.
Горелка аппарата
Это основной инструмент, с использованием которого мастер формирует шов. Горелку подключают к кабель-шлангу, выводя в нее все трубки, провода, подсоединенные к основному блоку полуавтомата сварочного. Элемент состоит из направляющего канала и рукоятки. Последняя снабжена регулятором режимов. На конце шланга находятся рассеиватель газа, насадка для вывода проволоки. По принципу работы с расходным материалом горелки классифицируют на:
- Устройства для толкателя. Собственный привод у горелки отсутствует. Движение проволоки обеспечивается механизмом, расположенным в главном блоке аппарата.
- Приводные со встроенным механизмом. Характер работы не отличается от такового у предыдущего типа горелок.
- Комбинированные, с тянущим и толкающим механизмами. Один из них встраивается в горелку, другой — в корпус полуавтомата.
Съемным является и сопло, выбираемое с учетом режима сварки.
Механизм подачи проволоки
Расходный материал наматывается на бобины разного размера. Механизм подачи состоит из установочного блока со стабилизатором размотки, роликового устройства. Последние снабжены канавками нужного диаметра. Вращение подающего механизма обеспечивается двигателем, работающим совместно с контроллером. Прижим и натяжение регулируют вручную. Подающие устройства бывают с 2 или 4 роликами. Последние используют совместно с порошковыми и мягкими проволоками.
Механизм подачи проволоки состоит из установочного блока.
Сравнительная таблица характеристик
В целях сравнения представленных товаров, рекомендуем взглянуть на их общие характеристики в таблице ниже.
| Модель | Потребляемая мощность (кВт) | Сварка ММА | Еврокатушка | Цена (руб) |
| Сварог PRO MIG 200 SYNERGY (N229) | 6,3 | да | D200 | от 29988 до 33456 |
| AuroraPRO Speedway 200 | 5,9 | да | D200 | от 29988 до 33456 |
| Сварог ARCTIC MIG 250 Y (J04) | 9,86 | нет | D300 | от 62630 до 68500 |
| AuroraPRO Overman 200 | 5,6 | нет | D200 | от 22375 до 25600 |
| Сварог MIG 200Y (J03) | 5,1 | нет | D300 | от 38930 до 41230 |
| Fubag INMIG 200 Plus | 5,5 | нет | D200 | от 38020 до 43500 |
| Elitech ИС 220П | 5,4 | нет | D200 | от 20697 до 24560 |
| Ресанта САИПА-200 | 5,5 | да | D200 | от 21300 до 23450 |
| Ресанта САИПА-165 | 5,6 | да | D100 | от 16670 до 18000 |
| Telwin MASTERMIG 400 | 20 | нет | D300 | от 159300 до 170800 |
Технология
Сварочным полуавтоматом можно самостоятельно варить нержавейку, цветные металлы, сталь, алюминий. Для соединения заготовок из цветмета нужно правильно выбрать проволоку для выполнения сварочных работ. Например, флюс, содержащий в своем составе магний, марганец и алюминий, можно использовать для сварки алюминиевых деталей. Такая проволока дает возможность соединять тонкий металл или толстые листы
Для начинающих сварщиков важно соблюдать все этапы подготовки и технологию процесса сварки
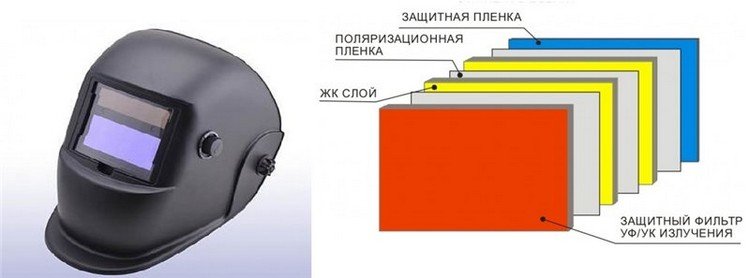
Перед началом выполнения сварочных работ необходимо надеть защитную одежду и сварочную маску. Работы можно проводить при условии, что на расстоянии радиусом 10 м отсутствуют легковоспламеняющиеся предметы. В рабочую зону не допускаются посторонние люди без защитной экипировки.
Подготовка
Метод сварки полуавтоматическим аппаратом без газобаллонного оборудования отличается от обычного способа сварки тем, что у него другая полярность: на рабочую деталь закрепляют клемму со знаком «плюс», тогда как на электроде будет подключен «минус». Такая полярность объясняется тем, что с ее помощью удается достигнуть максимально высоких температурных условий, которые необходимы для расплавления порошкового флюса.
Еще одним важным этапом подготовительных работ является тщательная предварительная обработка поверхностей, соединяемых между собой заготовок.
Чтобы настроить сварочное полуавтоматическое оборудование, потребуется выполнить следующие действия:
- выбрать показатель устанавливаемого для работы силы тока, согласно тому, какой толщины металл потребуется соединить;
- выбрать оптимальный режим скорости подачи сварочной проволоки, чтобы она не повреждалась от натяжения во время сварки;
- перевести аппарат на прямую полярность тока;
- прокрутить проволоку вперед, открыть заслонку у воронки подачи флюса, нажать на пусковую кнопку и активизировать электрод;
- выполнить пробную сварку и при необходимости откорректировать параметры аппарата.
После того как наладка полуавтоматического аппарата будет завершена, проволока будет свободно подаваться в область сварки, а сварочная дуга будет стабильна, можно приступать к формированию соединительного шва.
Опытные специалисты рекомендуют устанавливать прижимные ролики аппарата в соответствии с толщиной проволоки. Если соблюдать это условие, проволока с флюсом будет свободно перемещаться по трубопроводу без риска застрять в подающем канале или оборваться.
Процесс
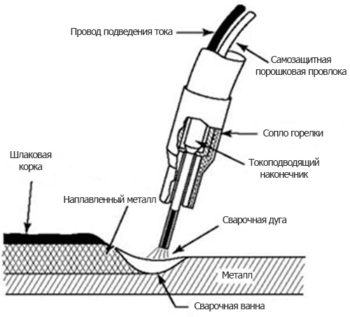
Во время работы сварочного полуавтомата без применения баллонного газа флюс в процессе сгорания создает облако защитного газа. Такие пары имеют свойство подниматься вверх, поэтому сварщику необходимо предусмотреть наличие вытяжной системы или обеспечить хорошее проветривание помещения.
После того как сварочный полуавтоматический аппарат приведен в рабочую готовность, движения электродом необходимо выполнять вдоль формируемого соединительного шва. Если предстоит соединить между собой толстые листы металла, то этот процесс выполняется в несколько слоев. Причем, чтобы избежать появления трещин на шве, нужно первый слой проваривать на низкой силе электротока. Формируется шов путем заполнения сварочной ванны расплавленным металлом. После того как полость сварочной ванны будет полностью заполнена, необходимо выключить подачу проволоки, остановить сварочный аппарат и выключить его из сети.
Чтобы работу можно было выполнять максимально удобно и эффективно, рекомендуется начинать сварочный процесс с верхнего сегмента соединяемых деталей, постепенно спускаясь вниз. При сгорании флюса образуется тепловая энергия и, поднимаясь вверх, она дает возможность постоянно держать одинаковый уровень температурного режима, необходимого для плавки металла. Чтобы удерживать постоянную плавку металла и формировать сварочную ванну, ручку держателя электрода рекомендуется немного наклонять кверху.
Горелка сварочного полуавтоматического аппарата должна быстро и плавно передвигаться вдоль соединительного шва, при этом нужно стараться не допустить появления наплывов расплавленного металла. С этой целью проволока должна поступать к передней кромке сварочной ванны.
Как варить полуавтоматом без газа, смотрите далее.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.
Их существует несколько видов:
-
Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
-
Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.
Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
-
Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. -
Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. -
Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Виды сварочного аппарата полуавтомата
При необходимости создания более качественных соединения, или если планируется работа со сложными сплавами, профессионалы советуют приобретать сварочный аппарат типа полуавтомат. У него тоже есть свои разновидности. По исполнению механизмы делят на:
- однокорпусные, в которых все детали и система управления размещены в одном корпусе;
- сложные установки, состоящие из нескольких частей.
По типу используемого источника питания бывают:
- однофазные агрегаты, подключаемые к сети с напряжением 220 В;
- трехфазные устройства, работающие от напряжения 380 В.
Самый популярный вариант деления устройств – по области применения и цене:
- бытовые аппараты;
- полупрофессиональные агрегаты;
- профессиональные устройства.
По способу защиты сварочной ванны от действия кислорода бывают:
- сварочный аппарат полуавтомат без газа, работающий на флюсовой проволоке;
- приборы для сварки в защитных газах.

Бытовые сварочные полуавтоматы
Выбирая сварочный аппарат полуавтомат для дома для эпизодического использования, можно остановиться на самых простых моделях со средней мощностью 3-5 кВт, работающих от стандартной сети электропитания. Такие агрегаты не выдерживают больших нагрузок и рассчитаны на непродолжительное использование порядка 3 из 10 мин. Остальное время необходимо для остывания узлов агрегата. Они имеют небольшой вес (до 10 кг) и просты в эксплуатации, то есть под силу справиться с таким агрегатом даже новичку сварного дела.

Полупрофессиональные сварочные полуавтоматы
На небольших станциях технического обслуживания автомобилей и малых производствах нередко можно встретить сварочный полуавтомат для сварки полупрофессионального типа. Стоят такие устройства выше, чем домашние аналоги. Отличаются от них большей мощностью (6-8 кВт) и силой тока до 250 А. Они рассчитаны на более продолжительные нагрузки до 5 из 10 мин., и предъявляют определенные требования к сети электропитания. Такие приборы имеют качественную фурнитуры и более разнообразный набор режимов работы и изменяемых характеристик.

Профессиональные сварочные полуавтоматы
Самой мощной моделью является профессиональный сварочный аппарат полуавтомат. Он представляет собой сложную конструкцию из нескольких блоков с широким диапазоном настроек и функций. Используется на крупных промышленных объектах с трехфазной системой электропитания для сварки металлов толщиной от 20 мм. Способен выдерживать большие нагрузки в течение длительного времени. С такими устройствами работают только профессионалы с определенным квалификационным разрядом.

Что необходимо учитывать при выборе инвертора
Как выбрать полуавтомат? Чтобы приобрести действительно хороший полуавтомат для сварки, стоит при выборе учитывать некоторые довольно важные показатели инструмента.
Первоначально нужно определиться с задачами, с которыми инвертор должен будет справляться, каким нагрузкам будет подвергаться. Существует три категории такого инструмента: для бытового применения (до 200А), полупрофессиональные (до 300А), профессиональные полуавтоматы (более 300А).
Также полуавтоматы для сварки в зависимости от технологии производства источника питания бывают:
- Инверторные
- Трансформаторные
- Выпрямительные
Инверторы – компактные, легкие полуавтоматы, оснащенные дополнительными довольно важными функциями: плавное регулирование тока, антиприлипание, легкий розжиг.
Трансформаторный полуавтомат лучше выбирать, если во время проведения сварочных работ, агрегат нужно будет часто переносить с места на место.
Время включения аппарата
Приобретаем сварочный полуавтомат, какой выбрать? Задаваясь подобным вопросом, стоит обязательно учитывать такой критерий, как время включения устройства.
- Для инверторов бытового типа хорошим показателем включения считается – 20%.
- Для сварки профессионального типа – 60%.
Степень потребления мощности
Это довольно важный показатель, который необходимо учитывать при покупке сварочного оборудования:
Недорогие полуавтоматы имеют слабую мощность, поэтому их можно использовать только для сваривания металлических изделий небольшой толщины.
Обязательно необходимо учитывать тот факт, что оборудование при включении потребляет больше мощности, чем в процессе работы.
Диапазон регулирования сварочного тока
Покупая полуавтоматическую сварку обязательно нужно смотреть, в каком диапазоне можно регулировать ток.
Хороший полуавтомат должен обладать:
- Мягким стартом (плавное зажигание дуги).
- Мягким финишем (режим сжигания проволоки).
- Режимом 2 в 4 такта, который предоставляет возможность при продолжительной работе не удерживать на горелке кнопку.
Какой сварочный полуавтомат выбрать? Лучше, конечно же, чтобы система подачи проволоки была закрытого типа. Такой механизм будет предотвращать попадание грязи на сварочную проволоку, продлит срок службы направляющего канала. Также инструмент должен быть оснащен защитной системой от короткого замыкания.
Специалисты рекомендуют покупать универсальные инверторы, на которых можно применять как проволоку, так и электроды, что делает их более эффективными при эксплуатации.
Автоматизация управления
Хороший сварочный полуавтомат должен быть достаточно автоматизирован. К примеру, опытному сварщику будет крайне некомфортно работать, когда скорость подачи проволоки нужно переключать вручную.

Обязательно, приобретая новое оборудование для сварки, необходимо смотреть комплектовочный лист, то есть наличие запасных деталей, вместимость газового баллона, размещение элементов управления.
Настройка сварочного аппарата
Качественная сварка полуавтоматом для начинающих не может обойтись без тонкой настройки аппаратуры.
Перед использованием устройства сварщик должен установить:
- силу тока;
- скорость подачи проволоки;
- необходимое давление защитного газа.
Проверить правильность настройки параметров можно на отдельных ненужных кусках металла. Для выставления правильных параметров при работе в среде защитных газов необходимо следить, чтобы сварной шов был гладки и равномерный, без потеков и прерываний.
Оптимальное давление рабочего газа, как правило, должно находиться в пределах между 1-2 атмосферами.
Подготовка полуавтомата к работе включает следующие шаги:
-
Выбор оптимального радиуса проволоки.
Большинство данных расходников идут с радиусом от 0.03 до 0.06 сантиметров. Наиболее оптимальным выбором для большинства материалов является проволочный радиус 0.04 сантиметра. - Протяжка проволоки до выхода из горелки и настройка степени ее прижатия.
-
Подготовка оптимального защитного газа.
Чаще всего используется два вида газа: углекислый и аргон. Первый вариант дешев, распространен и отлично подходит для сваривания стальных деталей. Аргон более дорогой защитный газ, обеспечивающий высокую стабильность электрической дуги и уменьшающий количество металлических брызг при проведении работ. - Подключение газового баллона к аппаратуре.
Сварка полуавтоматом в среде защитного газа.
При настройке аппаратуры необходимо придерживаться определенных правил, позволяющих, при наличии определенных умений, получить ровный и качественный шов:
- обеспечение равномерного горения дуги;
- установка электродной проволоки направление вперед;
- проведение очистки швов от накопившегося шлака.
Наиболее оптимальные настройки аппаратуры указаны в сопроводительной документации к сварочной установке. Однако, не всегда стоит полностью доверять заводским параметрам.
Так, на рабочие свойства устройства могут влиять:
- различные режимы работы;
- качество электрической сети;
- состав соединяемого сплава;
- температура окружающей среды;
- толщина и состав присадочной проволоки;
- пространственные положения работ;
- состав защитного газа.
Самыми часто возникающими ошибками при настройке аппаратуры для сварки являются:
-
Громкие посторонние звуки, напоминающие треск.
Подобные симптомы могут быть при недостаточной скорости подачи припоя. Дабы избежать таких недоразумений следует увеличить скорость подачи присадочных материалов. -
Сильные разбрызгивание металлических капель.
Неисправность возникает при недостатке защитного газа. Устранить проблему можно проверив редуктор или увеличив мощность газового потока. -
Плохой провар и низкое качество шва.
Неисправность, связанная с неправильной настройкой напряжения и индуктивности. -
Неравномерная ширина валика.
Дефект может возникать из-за неверного выбора скорости движения горелки.
Сварка тонкого и толстого металла
Характер сварочных работ полуавтоматом зависит от вида свариваемого изделия.
Соединение тонкого металла в зависимости от вида изделия, производится двумя способами:
- Обычный листовой металл может быть сварен любыми методами.
- Заклепочный тонкий металл следует соединять внахлест и проваривать через подготовленные заранее отверстия в верхнем листе.
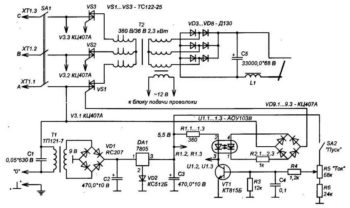
Электрическая схема полуавтомата.
Сваривая тонкие металлические изделия нужно не забывать такие тонкости:
силу тока, напряжение и скорость выхода проволоки необходимо отрегулировать в меньшую сторону;
запрещается задерживать электрическую дугу на одном месте, поскольку эту может повлечь за собой прожег изделия или наплыв сварочного валика;
тонкий заклепочный металл важно сваривать, начиная с центра нижней заготовки, дабы избежать залития подготовленных отверстий.
Если сварной шов не обязательно должен быть герметичным, можно выполнить точечные сварочные работы с промежутком от 1 до 5 сантиметров.
Толстый металл с толщиной стенок более 4 миллиметров соединяется при помощи снятия фасок со свариваемых поверхностей. Подобная подготовка позволяет получить ровный шов и качественно проварить заготовки.
Выполнение сварочных работ с толстыми металлами следует проводить с использованием небольших колебательных движений горелки. Таблица режимов сварки, идущая к каждому полуавтомату, содержит обширные сведения о оптимальных параметрах для сварки толстых металлических изделий.
Основные правила соединения толстых металлических изделий:
- зазор между деталями должен составлять не более 2 миллиметров;
- ширина сварного шва должны быть равна толщине заготовки;
- выбор сварочных материалов следует проводить в зависимости от соединяемых металлов.
Сварочные работы рекомендуется выполнять на улице или в хорошо вентилируемом помещении.
Сварочный полуавтомат для газовой среды
Сварочный полуавтомат предназначенный для работы в защитной газовой среде это новый, набирающий популярность вид сварки. За последние 20 лет использование данного вида сварки достигло больших масштабов.
Этот тип сварки предполагает два вида работ это:
MIG (Metal Insert Gas) — сваривание происходит с воздействием инертного газа, к примеру аргона, а также других видов газовых смесей.
MAG (Metal Active Gas) — процесс сваривания металла с использованием активного газа, к примеру это углекислый газ.
Использование газовых баллонов не позволяет мобильно произвести сварку в любых условиях, однако при стационарном использовании этот вид сварки самый лучший и аналогов у него нет.
Процесс сварки осуществляется при подаче электродной проволоки, в состав которой входит кремний и марганец в зону сварки совместно с углекислым газом.
Таким образом создается защитная среда для электрода и сварочно поверхности от действия окружающей среды.
Преимущество данной сварки это возможность контролировать процесс, также к достоинствам сварки в газовой среде относят экономию времени, потому как при безгазовой сварке необходимо менять электроды и очищать сварочные швы от шлака.
Качество работ с использованием защитной газовой среды намного превосходит безгазовую сварку, но и здесь есть небольшие нюансы.
Рассмотрим их на примере качества швов. При использовании активного газа СО2 шов будет иметь чешуйчатый внешний вид и граты т.е. эффект прилипших шариков. В то же время при использовании смеси газов аргона в количестве 80% и углекислого газа 20% соответственно шов имеет гладкую и ровную поверхность, не требующую дополнительной обработки.
В последние годы для работы сварочных автоматов полуавтоматического типа получило широкое распространение применение инверторные типы источников питания вместо источника переменного тока. Это обусловлено такими плюсами как:
- Малый вес прибора
- Плавная регулировка напряжения, а значит безопасность выполнения работы
- Низкая нагрузка на электросеть, что в свою очередь приводит к бесперебойной работе других электро потребляющих приборов в помещении.
Какое напряжение должна иметь питающая сеть
Важное значение имеет подборка оборудования, когда учитываются параметры сети. С помощью бытовой модели на 220 В подключают мощную переноску, и сварка ведется на площадке рядом с домом или в цехе гаража, но здесь ограничивается силой тока в 250 А
Для более высокого тока потребуется подведение трехфазного ввода.
При имеющемся в помещении гаража установленного такого подключения, останавливайте выбор на полуавтомате 380 В. Расширяется возможность, если комбинировать типы, можно тогда варить как от 220, так и 380 В. Оправдывается выездная деятельность, регулярно меняются пункты сварки и неизвестны будущие параметры сети.
На дачах нужно учитывать еще и варианты сварки, когда работать приходится при пониженном напряжении, наблюдается падение тока от 220 до 190 В и меньше. Не любой аппарат сможет тянуть, потому что дуга находится в тлеющем состоянии, а металл по свойствам напоминает пластилин. В таких ситуациях рассматривайте модель с входящим напряжением 140-230 или 170-230 В.
Производительность зависит от мощности, которую потребляет аппарат, и сетевой нагрузки. Для работы в быту ищите полуавтоматы с мощностью 3-4 кВт. Розетка не перегреется и не сгорит, а с такими показателями можно сваривать листовой металл или уголок толщиной до 3 мм. Если же гараж предусматривает изготовление дверей с воротами, то рекомендуется аппарат на 5-6 кВт, который расширит возможность сварки.
Классификация и маркировка сварочных аппаратов
Обычно для кузовных работ используются сварочные полуавтоматы с маркировкой MIG и MAG. Эти аббревиатуры расшифровываются следующим образом:

Полуавтоматы с маркировкой MIG
MIG — в место сварки подается определенная разновидность инертного газа (обычно это гелий или аргон). Благодаря воздействию газа, не происходит окисление металла, и получается качественный шов.
MAG — вместо инертного газа подается активный, т.е. углекислота. При этом выделяется кислород, а значит нужно нейтрализовать окисление металла. Это обеспечивается благодаря особому составу проволоки — в нее добавляется кремний или марганец. Нужно отметить, что себестоимость сварки с помощью аппаратов MAG получается ниже, чем у других, а также создается высокий наплавляющий коэффициент.
Общее достоинство полуавтоматической газовой сварки — в отличие от электродуговой, она не разрушает цинковый слой, которым покрыт кузов автомобиля. Также она позволяет работать при более низких температурах — около +1000°С.
Классификация сварочных аппаратов
На рынке сварочного оборудования большое разнообразие полуавтоматов. Они классифицируются по различным признакам.
По виду:
- профессиональные;
- полупрофессиональные;
- бытовые.
По способу перемещения:
- стационарные;
- переносные;
- передвижные.
По характеру защиты:
- в защитных газах (активных, инертных, активных и инертных);
- с порошковой проволокой;
- под слоем флюса.
По типу электродного провода сварка осуществляется:
- алюминиевой проволокой;
- стальной проволокой;
- универсальной проволокой.
По способу питания:
- однофазные;
- трёхфазные.
По типу подачи проволоки:
- тянущий вид;
- толкающий вид;
- толкающе-тянущего вида.
По категории исполнения:
- однокорпусные;
- из нескольких частей.
У каждой модели регулируется скорость подачи проволоки и сварочного напряжения. Регулировка может быть ступенчатой, плавной и плавно-ступенчатой. У некоторых аппаратов от напряжения зависит скорость подачи.
Лучшие полупрофессиональные сварочные полуавтоматы
Такие модели представляют средний ценовой сегмент сварочного оборудования. Показатель силы тока у них варьируется в пределах 180-250 А, а мощности от 6000 до 8000 Вт.
Продолжительность включения может достигать 50%, что позволяет использовать инструмент на протяжении 4-6 часов для изготовления емкостей, рам и прочих небольших конструкций.
ТСС PRO MIG/MMA-200 — высокая скорость работы
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
Особенностью этой модели является поддержка трех режимов сварки: ручной дуговой, с порошковой проволокой и в среде защитного газа.
Удобный дисплей и регуляторы позволяют быстро переключаться между режимами для достижения высокой производительности работы. Помимо технологии сварки, настройке поддается скорость подачи проволоки и форсирование дуги.
Высокое качество сборки обеспечивается двухэтапным производственным контролем. Сварочный ток прибора изменяется в пределах 20-200 А, мощность достигает 8700 Вт. Продолжительность включения инструмента равна 80% и позволяет осуществлять сварку на протяжении 7-8 часов.
Достоинства:
- три режима сварки;
- гибкость настройки;
- качественная сборка;
- длительная работа.
Недостатки:
тяжелый.
ТСС PRO MIG/MMA-200 предназначен для интенсивной сварки металлов. При этом приблизительная толщина обрабатываемого материала не должна превышать 2 мм.
BestWeld Master 152A — универсальный полуавтомат с безгазовым режимом
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Смотрите обзор
Особенностями модели являются возможность воздушного охлаждения и выбор технологии сварки. Доступно два режима: MIG/MAG и безгазовый.
Во втором случае сварка осуществляется с использованием самозащитной порошковой проволоки. Благодаря подобной вариативности работа может вестись с черными, цветными металлами, а также их сплавами.
Шестиступенчатая регулировка силы тока и плавная подача проволоки позволяют производить гибкую настройку инструмента для конкретных целей. Компактные размеры, удобная ручка и колеса обеспечивают комфортную транспортировку инструмента.
Достоинства:
- защита от перегрева;
- газовая и безгазовая сварка;
- гибкая настройка;
- малые габариты.
Недостатки:
большой вес.
BestWeld Master 152A является крайне универсальным аппаратом. Его можно с успехом использовать как для мелкой домашней сварки, так и в условиях небольших мастерских или цехов.
Ставр САУ-200М — отличная производительность
4.7
★★★★★
оценка редакции
85%
покупателей рекомендуют этот товар
Благодаря большому диаметру проволоки и показателю силы тока 200 А модель способна обрабатывать металл толщиной до 3,5 мм. Доступна как ручная дуговая, так и полуавтоматическая сварка.
Максимальная мощность — 7300 Вт. Прибор отличается высоким качеством сборки и простотой регулирования скорости подачи проволоки.
Несмотря на мощный двигатель и немалые габариты, аппарат весит чуть больше 10 кг, что позволяет с легкостью переносить его во время работы.
Достоинства:
- большой диаметр проволоки;
- высокая мощность;
- относительно небольшой вес;
- хорошее качество сборки.
Недостатки:
отсутствие вентиляции.
Ставр САУ-200М надежен и достаточно производителен, что позволяет использовать его не только в домашних условиях, но и в мелкопромышленном производстве.
Fubag IRMIG 180 Syn — синергетический полуавтомат
4.6
★★★★★
оценка редакции
82%
покупателей рекомендуют этот товар
Модель поддерживает несколько типов сварки. Помимо технологий MIG/MAG и MMA, доступна также аргонодуговая обработка. Это позволяет производить сварочные работы с большинством производственных металлов, к которым относятся: алюминий, магний, нержавеющая сталь, никель, бронза и другие.
Сила выходного тока равна 180 А, диаметр проволоки — 1 мм. Компактные размеры и низкая цена выгодно отличают модель от аналогов. А высокая производительность обеспечивает комфортную и быструю работу.
Достоинства:
- универсальность;
- удобство работы;
- низкая цена;
- небольшие габариты.
Недостатки:
малый диаметр проволоки.
Fubag IRMIG 180 Syn является универсальным сварочным полуавтоматом и подходит для обработки различных металлов. Отличное решение для сварки тонколистовых заготовок.