Топ-10 лучших сварочных полуавтоматов для дома и гаража
Содержание:
- Основы сварки полуавтоматом
- Возможные дефекты шва при сварке полуавтоматом и как их не допустить
- Режимы
- Особенности сварки с проволокой
- Лучшие профессиональные сварочные полуавтоматы
- Защитный газ
- Важные параметры при выборе сварочного полуавтомата
- Как выбрать хороший сварочный аппарат?
- Полуавтомат какой фирмы купить
- Устройство сварочного аппарата
- Сварочный полуавтомат для газовой среды
- Классификация полуавтоматов
- Преимущества полуавтоматического вида сварки
Основы сварки полуавтоматом
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Углекислый газ – сварка для начинающих
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
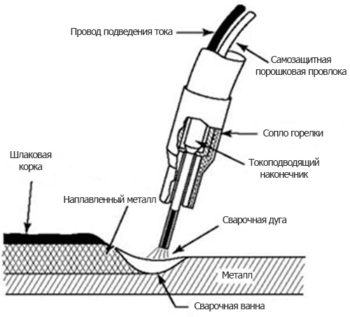
Сварка без газа – альтернативный вариант
Используя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Как сварить стальное изделие полуавтоматом без газа
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
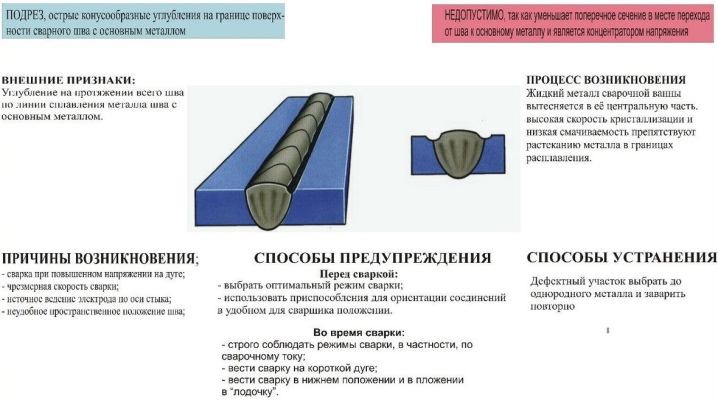
Возможные дефекты шва при сварке полуавтоматом и как их не допустить

ПОСМОТРЕТЬ Сварочный аппарат на AliExpress →
Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
Режимы
В инструкции по эксплуатации для каждого устройства даются советы: как нужно использовать полуавтомат, какой режим выбрать, с какими оборотами подавать проволоку и т. д. Там есть подробные таблицы и схемы, где можно почерпнуть всю необходимую информацию.
Но, в принципе, отталкиваясь от толщины металла, сварщик способен определить, в каком именно режиме сварки следует сейчас работать.
Так, шов на листах металла свыше 0,5 мм и до 1,5 мм следует выполнять электродом с размером диаметра 6 мм.
Если же металл превышает 5 мм, то работу над ним необходимо проводить поэтапно, накладывая каждый шов строго поверх другого – только так можно получить качественный сварочный шов.

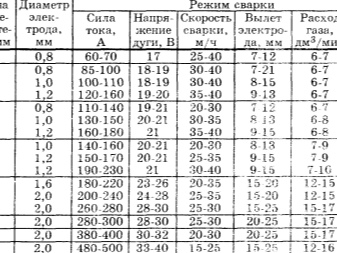
Скорость сварки в зависимости от толщины металла.
Чтобы выполненная сварочная работа была качественной, нужно учесть также и скорость сварки. Она обозначает скорость перемещения электрода вдоль шва. Её влияние проявляется при ручной и сварке полуавтоматом (т. е. там, где используются электроды).
Главное, выбрать нужную скорость, так как при большом её показателе сплав не сможет прогреться до определённой температуры, и металл просто «не проварится»; впоследствии такой шов не прослужит долго и будет очень хрупким. Если использовать маленькую скорость, то это приведёт к интенсивному плавлению металла, и образуются наплывы
Вот почему так важно выбрать верное значение

Скорость сварки напрямую зависит от объёма поставляемого тока, для его расчёта применяют специальные формулы. Правильный расчёт поможет определить именно ту необходимую скорость.
Для применения формулы потребуется совсем немного: нужно значение тока и параметры металла.
С ростом скорости сварки можно также добиться, чтобы ширина шва уменьшилась. Но следует быть осторожным, так как при очень высокой скорости образовываются подрезы шва, притом с наружной и внутренней стороны одновременно.
При верно выбранных параметрах, в том числе и скорости, детали, которые поддавались соединению, будут крепко и качественно сварены, прослужат долго и станут менее уязвимы для коррозии.

Особенности сварки с проволокой
Особенности сварки с проволокой полуавтоматической аппаратурой заключаются в следующем:
- присадочный материал должен соответствовать химическому составу свариваемого изделия;
- проволока должна отвечать государственным стандартам и быть изготовлена из правильных компонентов;
- сроки и условия хранения присадочной проволоки должны четко соблюдаться.
Обзор особенностей работ с использованием присадочной проволоки следует начать со сварочных азов. Большинство металлов, свариваемых на производстве или в домашних условиях – это сталь и марганец. Проволока для соединения таких изделий является наиболее востребованной.
Сварка черных металлов, как правило, производится при помощи таких видов присадочного материала:
- Проволока Св-08ГС для соединения низкоуглеродистых и легированных сталей.
- Проволока Св-08Г2с для сваривания высокоуглеродистой стали.
Нередко для сварки изделий из черного металла используется порошковая проволока. Такой присадочный материал позволяет проводить сварочные работы без дополнительной подачи газа в зону варки.
Самофлюсующаяся проволока – это трубка из низкоуглеродистой стали с сердечником из порошка. При плавлении металла освобождается порошок, формирующий газовую среду для защиты сварного шва. Как правило, в состав флюсующего порошка входит рутил и металлическая пыль.
Соединение алюминиевых деталей осуществляется при помощи проволоки СВ-АК5. Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.
Сварка полуавтоматом при помощи порошковой проволоки.
Подобная процедура делится на шаги:
- Создание скосов или фасок.
- Механическая очистка поверхностей.
- Промывка едкими веществами для замедления возникновения тугоплавкой оксидной пленки на поверхности алюминиевого изделия.
- Подготовка тефлонового канала для уменьшения трения присадочной проволоки о стенки полуавтоматического сварочного устройства.
Пошаговая инструкция по использованию углекислотой сварки для новичков включает следующие подпункты:
- уборка всех посторонних предметов с рабочего места;
- включение максимального освещения;
- подготовка материала и инструментов;
- проверка соединения кабелей и работоспособности удлинителей.
После выполнения вышеназванных пунктов следует переходить к подготовке аппарата электродуговой сварки.
Для этого нужно:
- раскрутить сварочный рукав;
- подключить газовый баллон;
- проверить сопло горелки;
- удобно разместить все соединяемые детали и надежно их закрепить;
- одеться в рабочую одежду сварщика;
- включить полуавтоматическую аппаратуру в сеть;
- поднести горелку к месту предполагаемого соединения.
По завершении сварочных работ с использованием проволоки следует:
- убрать пальцы с кнопок подачи проволоки;
- перекрыть подачу газа;
- выключить питание аппаратуры;
- дать шву остыть в течение нескольких минут;
- при обнаружении дефектов повторить сваривание.
Сварочный полуавтомат позволяет пользоваться всеми видами присадочной проволоки.
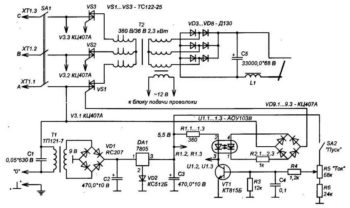
При выполнении работ важно не забывать о средствах защиты. Полуавтомат сварочный с тиристорным управлением

Полуавтомат сварочный с тиристорным управлением.
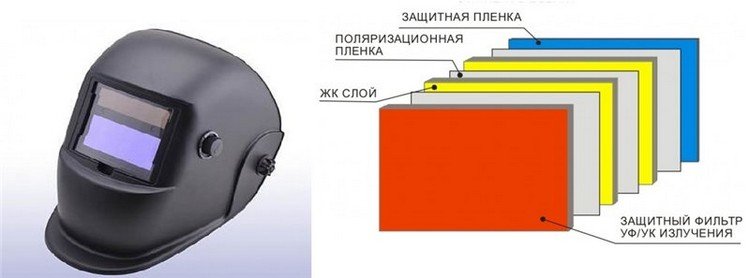
Наиболее полная экипировка сварщика состоит из:
-
Защиты глаз.
Идеальной экипировкой для защиты зрения сварщика служит маска, защитные щитки и очки. -
Защиты дыхательных органов.
Специальные фильтрующие маски помогут мастеру существенно сократить воздействие вредных испарений на внутренние органы. -
Защиты от брызг.
Полная защита тела должна включать огнезащитную куртку и брюки. Можно использовать комбинезон.
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
-
Проведение работ с деревянных подмостей.
Запрещается использование металлических защитных масок и шлемов. - Обеспечение светового потока от источника с питанием 12 вольт.
-
Обеспечение страховки сварщика при помощи бечевки, закрепленной на поясе.
Размер веревки должен быть не менее 2 метров. -
Обеспечение рабочего места специальной вытяжкой, обеспечивающей удаление вредных испарений из рабочей зоны.
В случаях, когда невозможно обеспечить вытяжку, сварщик должен работать в шланговом противогазе или респираторе. - Запрещается дотрагиваться голыми руками до свариваемой заготовки.
- Запрещается проведение работ на открытой территории при атмосферных осадках.
Лучшие профессиональные сварочные полуавтоматы
Особенностями таких моделей являются крупные габариты, высокая мощность (до 25 кВт) и сила тока от 300 А. Подобные показатели обеспечивают плавление и сварку металла толщиной 20 мм и более.
Профессиональные полуавтоматы способны работать продолжительное время с присадочной проволокой любой толщины.
Aurora PRO Ultimate 500 IGBT — интенсивная сварка на высокой мощности
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Смотрите обзор
Модель отличается высоким уровнем комфорта при работе и большим количеством дополнительных возможностей. К ним относится 15-метровый кабель, расширяющий рабочую зону сварщика, а также гибкая в настройке панель управления.
Аппарат обладает регулируемой функцией заварки кратера, продуванием газа, четырехтактным режимом работ горелки и переключателем полярности. От перегрева его предохраняет надежная система воздушного охлаждения. Максимальная сила тока на устройстве – 500 А.
Достоинства:
- гибкость настройки;
- высокая мощность — 24,7 кВт;
- большой диаметр проволоки (1,6 мм);
- широкие возможности настройки.
Недостатки:
высокая цена.
Aurora PRO Ultimate 500 IGBT используется в промышленности для высокоточной сварки металла толщиной до 8 мм. Мощность и производительность прибора позволяют работать практически без перерывов на протяжении длительного времени.
Кедр MIG-350GF — многофункциональный полуавтомат по доступной цене
4.8
★★★★★
оценка редакции
89%
покупателей рекомендуют этот товар
Модель отличается простотой конструкции и универсальностью применения. Благодаря отдельному устройству подачи проволоки сварку можно производить как на стационарном рабочем месте, так и на некотором расстоянии от прибора. Это существенно облегчает перемещение сварщика во время работы.
К дополнительным возможностям аппарата относится плавный запуск, заварка сварочного кратера, переключение режимов 2Т/4Т.
Максимальный диаметр проволоки составляет 1,2 мм, что позволяет обрабатывать металл толщиной до 4 сантиметров.
Достоинства:
- надежность;
- модульная конструкция;
- фиксация кнопки запуска горелки;
- высокая мощность;
- низкая цена.
Недостатки:
короткий кабель.
Кедр MIG-350GF подойдет для высококачественной сварки различных металлов. Низкая цена и высокая производительность делают прибор доступным как профессионалу, так и домашнему мастеру.
Telwin MasterMIG 300 — профессиональное качество
4.7
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Модель предназначена исключительно для полуавтоматической сварки. Она неприхотлива в обслуживании и ремонте, проста в эксплуатации. Надежность прибора обеспечивается термостатической защитой и функцией автовыключения.
Максимальный сварочный ток 300 Вт, диаметр проволоки — 1,2 мм. Инструмент способен на интенсивную сварку металлических заготовок толщиной до 4 мм.
Гибкость настройки и четырехроликовый подающий механизм обеспечивают комфорт при работе с различными металлами.
Достоинства:
- прочность конструкции;
- простота обслуживания;
- высокая производительность;
- мощный двигатель.
Недостатки:
- высокая цена;
- большой вес.
Telwin MasterMIG 300 применяется для профессиональной сварки стали и алюминия. Высокая производительность и мощность прибора позволяют использовать его в промышленных масштабах.
Форсаж 502 — самый удобный в управлении
4.7
★★★★★
оценка редакции
84%
покупателей рекомендуют этот товар
Особенностями этой модели являются цифровая индикация настройки выходного тока и напряжения, а также автоматическое переключение режимов работы. Надежность и бесперебойность сварки обеспечивает защита от перегрева и перегрузки.
Показатели тока и напряжения на «Форсаже» могут регулироваться дистанционно. Устройство обладает функцией автоматического запоминания параметров сварки и может работать от передвижных электростанций.
Достоинства:
- информативный дисплей;
- дистанционное регулирование показателей;
- бесперебойность работы;
- высокая мощность.
Недостатки:
сложность обслуживания.
Форсаж 502 применяется как для полуавтоматической, так и для ручной электродуговой сварки. Функциональность модели позволяет практически автоматизировать весь сварочный процесс.
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Важные параметры при выборе сварочного полуавтомата
Узнав разновидности аппаратов и возможности работы с газами перейдем к ключевым параметрам. Чтобы понять какой сварочный полуавтомат лучше купить для гаража или домашней мастерской стоит разобраться в четырех характеристиках, влияющих на возможности по сварке.
Диаметр проволоки и сварочный ток
Выбирая сварочный полуавтомат нужно отталкиваться от толщины свариваемого металла. Для кузовных элементов авто или ремонта корпусов электрического оборудования нужна малая сила тока и небольшой диаметр проволоки, чтобы избегать прожогов. Если выбрать маломощный аппарат, то он не проплавит стороны, а лишь наложит расплавленный металл сверху, что не будет иметь удерживающей силы. При мощном полуавтомате, но малом диаметре проволоки последняя расплавится не успев достигнуть соединяемые детали.
Вот примерная таблица подбора режима сварки полуавтоматом:
| Толщина металла, мм | Диаметр проволоки, мм | Сила тока, А |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 — 30 |
| 1.2-2.0 | 0.8 | 45 — 100 |
| 2.5-4.0 | 1.0-1.2 | 120 — 200 |
| 5.0-8.0 | 1.6 | 150 — 350 |
| 9.0-20.0 | 1.6 | 300 — 500 |
Следовательно, если в приоритете сварка емкостей и листовой стали с толщиной до 2 мм, то достаточно самой простой модели с силой тока 150 А и катушкой с проволокой диаметром 0.8 мм. Но заварить швеллер таким полуавтоматом уже не получится. Если в перспективе предстоит варить различные по толщине металлы, то лучше выбрать модель с большим диапазоном и возможностью устанавливать проволоку разного диаметра.
Напряжение питающей сети
Немаловажно при выборе полуавтомата учитывать и параметры сети. Бытовые модели на 220 В можно подключить в мощную переноску и варить во дворе дома или гараже
Но они ограничены пределом силы тока в 250 А. Чтобы вести сварку на более высоком токе потребуется трехфазный ввод. Если в гараже есть такая возможность для подключения, то стоит заказать полуавтомат на 380 В, что расширит его возможности. Комбинированный тип, способный переключаться и работать как от 220, так и от 380 В оправдан только в случае выездной деятельности, когда часто приходится менять рабочее место, а будущие параметры сети неизвестны.
Но для частного дома и дачи стоит учесть еще и возможность варить при пониженном напряжении. Когда ток падает с 220 до 190 В и ниже, то некоторые аппараты просто «не тянут», дуга еле горит, а металл в сварочной ванне вместо жидкого похож на пластилин
Тогда нужно обращать внимание на модели с диапазоном входящего напряжения 140-230 или 170-230 В
Потребляемая мощность
Потребляемая мощность влияет на производительность и оказываемую нагрузку на сеть. Для бытовых нужд лучше выбирать полуавтоматы с мощностью 3-4 кВт. Это поможет не спалить розетку от перегрева, автомат не будет выбивать, а показателя хватит, чтобы проварить листовой металл или уголок толщиной до 3 мм.
Если в гараже предусмотрено небольшое производство по изготовлению дверей и ворот, то нужен более мощный автомат и проводка. Тогда можно выбрать агрегат на 5-6 кВт, расширяющий возможности по сварке. Для частных цехов используют оборудование от 7 кВт.
Учитывая показатель мощности стоит помнить, что ее рабочее значение немного ниже потребляемого. Изначально нужно предусматривать запас в 20%, но если в доме частые просадки сети, то этот запас должен быть еще больше.
Как выбрать хороший сварочный аппарат?
У владельца трактора, автомобиля, дачи, дома с подсобным хозяйством всегда найдётся работа по сварке сталей, но вызов специалиста при малейшей необходимости обойдётся в копейку. За одну только установку забора сварщик может взять дороже, чем стоит хороший сварочный аппарат с маской и пачкой электродов (они разойдутся в процессе самообучения). Возможно, даже с крагами.
Чтобы выбрать лучший сварочный аппарат для дома, важно учитывать сферу и условия его применения. Один из первых критериев выбора инвертора пиковый – сварочный ток
Чем он выше, тем большим диаметром можно использовать электрод и обваривать более толстые металлы. Для ориентира см. таблицу.
| Электрод, мм | Толщина металла, мм | Ток, А |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
Для домашней эксплуатации достаточно аппарата, работающего с электродами до 4 мм в диаметре.
По типу сварки аппараты разделяются на:
- MMA – ручное сваривание (классика) покрытым обмазкой плавящимся электродом. Из плюсов: подходит для работы с металлами любой толщины, кроме самых тонких. Недостатки: образующийся шлак необходимо удалять, что особенно неудобно при сварке в несколько проходов. Особенность: при выборе электродов следует учитывать ток – переменный или постоянный. Работают с электродами до 4-5 мм.
- MIG/MAG – расходный материал – плавящийся электрод в инертном (MIG) либо активном (MAG) защитном газе. Применяется для соединения чёрных и цветных металлов. Электрод в виде проволоки автоматом подаётся из мотка. Метод применим лишь для работы с тонкими металлами, позволяет варить листовые материалы толщиной менее 1 мм и конструкции из профиля с толщиной стенки до 20 мм.
- TIG – аргонодуговая сварка – применяется тугоплавкий в атмосфере инертного газа электрод диаметром до 5 мм. Расходник – присадочный прут (толщиной до 1 мм), сам электрод обычно не плавится. Применяется для сваривания стали, цветных металлов, в том числе пары разнородных. Для работы нужен баллон с аргоном.
Существуют универсальные сварочные полуавтоматы типа ММА+MIG/MAG и MIG/MAG+TIG – объединяют возможности описанных выше инструментов – позволят выполнять широкий спектр работ по соединению чёрных и цветных металлов, разной толщины, их сплавов.
Также обращайте внимание на:
- Рабочий цикл или продолжительность нагрузки – так как электронные компоненты, работающие с колоссальным током, шустро нагреваются, бытовые аппараты нуждаются в регулярном охлаждении. Указывается в % для 10-минутных интервалов. Например: 40% говорит о том, что устройство может работать на токе, близком к пиковом на протяжении 4 минут, потом 6 минут ему нужно для охлаждения (также время зависит от рабочего тока и температуры окружающей среды). Может указываться несколько значений для различной силы тока.
- Защита от перепадов сетевого напряжения – показывает пиковые отклонения от нормы, для бюджетных моделей находится в пределах до 15%.
- Диапазон регулировки тока – возможность изменять силу тока позволяет адаптироваться под сварку любыми электродами в различных условиях. Зависит от аппарата, начинается из 5-20 А и завершается максимальными для него значениями в 180-250 А.
Помимо основных характеристик новичкам будут интересны такие функции, как:
- горячий старт – упростит зажигание дуги;
- форсаж дуги – автоматическое повышение тока при сближении электрода со свариваемым металлом во время розжига для предотвращения прилипания;
- антизалипание – после прилипания электрода на него не подаётся питания, пока тот не будет оторван от свариваемой поверхности;
- напряжение холостого хода – параметр показывает, насколько просто разжечь и поддержать дугу: при 80-90 В – справится даже новичок, при значениях напряжения ниже 40-50 В – работа превратится в квест, особенно начинающим.
Что выбрать для домашнего использования:
- инвертор – компактное, бюджетное и универсальное решение для домашнего мастера, нерегулярного использования в быту;
- полуавтомат – специализированный инструмент для сваривания цветных и тонких металлов, легированных сталей;
- выпрямитель – применяется для работы с цветметом, низкоуглеродистыми и высоколегированными сталями;
- трансформатор – наиболее распространённые в промышленности аппараты, целесообразно покупать для производства металлоконструкций в больших объёмах.
Полуавтомат какой фирмы купить
При выборе сложного технического оборудования существенное значение имеет репутация производителя. Следующие детали характеризуют продукцию известных на отечественном рынке производителей сварочных полуавтоматов:
- Fubag (Германия) с 2007 года предлагает широкий ассортимент сварочной техники, сопутствующих аксессуаров. Сварочные аппараты отличаются хорошими техническими параметрами при умеренной стоимости.
- Сварог (Россия) представляет оборудование, созданное в рамках сотрудничества с крупнейшим профильным производителем Shenzhen Jasic Technology (Китай). Крупная дилерская сеть обеспечивает оперативное обслуживание клиентов на всей территории РФ.
- РЕСАНТА (Латвия) по статистическим данным занимает лидирующие позиции в соответствующем сегменте рынка. Инверторные аппараты этой торговой марки славятся экономичным потреблением электроэнергии.
- ELITECH (Россия) размещает заказы на выпуск сварочных автоматов (комплектующих) в Китае и Белоруссии. Действующая система проверки обеспечивает хорошее качество в каждой товарной партии.
- Aurora (Россия) предоставляет на всю технику официальные гарантийные обязательства 2 года. Специалисты компании участвуют в разработке новых полуавтоматов. Сборка выполняется на производственных площадях RILAND Industry (Китай).
Устройство сварочного аппарата
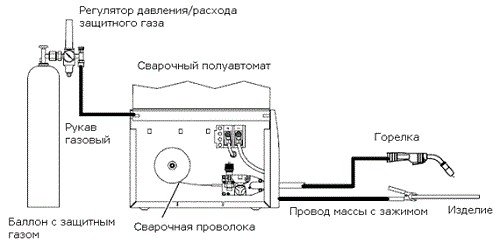
Конструкция агрегата не зависит от сферы использования. Устройство сварочного полуавтомата содержит:
- блок питания с управляющим модулем, индикаторной панелью, ручками для настройки;
- рукав для подачи расходного материала, газа и электричества (сварочный шланг);
- баллон с защитным газом;
- сварочную горелку.
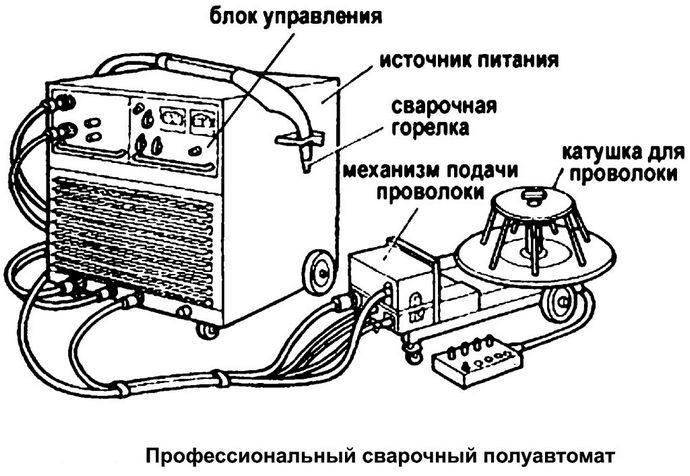
Конструкция сварочного полуавтомата.
Питание полуавтомата
Большинство аппаратов работает с постоянным током. В качестве питающего блока используется инвертор или выпрямитель. Последний отличается низкой стоимостью, большими размерами. Диапазоны регулировки ограничены, часто возникают проблемы с пульсациями. Инверторы дороже, однако они не имеют недостатков. Устройства помогают получать нужные для разных режимов сварки параметры тока. Имеется регулирующий индуктивность автомат.
Сварочный рукав
Так называют компонент, который подает в обрабатываемую область газ, расходный материал, ток. Один конец подключается к аппарату, второй — к горелке. Сварочный рукав имеет вид гибкой трубки, в центральной части которой находится канал для вывода проволоки. Он окружен трубками подачи газа и воды для охлаждения, силовыми кабелями и проводами управляющей системы.

Сварочный рукав предназначен для работы с кислородом.
К сварочному рукаву предъявляют повышенные требования. Компонент считается дорогим, его длина влияет на стоимость полуавтомата. От параметров шланга зависят возможности аппарата при работе со сложными конструкциями.
Горелка аппарата
Это основной инструмент, с использованием которого мастер формирует шов. Горелку подключают к кабель-шлангу, выводя в нее все трубки, провода, подсоединенные к основному блоку полуавтомата сварочного. Элемент состоит из направляющего канала и рукоятки. Последняя снабжена регулятором режимов. На конце шланга находятся рассеиватель газа, насадка для вывода проволоки. По принципу работы с расходным материалом горелки классифицируют на:
- Устройства для толкателя. Собственный привод у горелки отсутствует. Движение проволоки обеспечивается механизмом, расположенным в главном блоке аппарата.
- Приводные со встроенным механизмом. Характер работы не отличается от такового у предыдущего типа горелок.
- Комбинированные, с тянущим и толкающим механизмами. Один из них встраивается в горелку, другой — в корпус полуавтомата.
Съемным является и сопло, выбираемое с учетом режима сварки.
Механизм подачи проволоки
Расходный материал наматывается на бобины разного размера. Механизм подачи состоит из установочного блока со стабилизатором размотки, роликового устройства. Последние снабжены канавками нужного диаметра. Вращение подающего механизма обеспечивается двигателем, работающим совместно с контроллером. Прижим и натяжение регулируют вручную. Подающие устройства бывают с 2 или 4 роликами. Последние используют совместно с порошковыми и мягкими проволоками.

Механизм подачи проволоки состоит из установочного блока.
Сварочный полуавтомат для газовой среды
Сварочный полуавтомат предназначенный для работы в защитной газовой среде это новый, набирающий популярность вид сварки. За последние 20 лет использование данного вида сварки достигло больших масштабов.
Этот тип сварки предполагает два вида работ это:
MIG (Metal Insert Gas) — сваривание происходит с воздействием инертного газа, к примеру аргона, а также других видов газовых смесей.
MAG (Metal Active Gas) — процесс сваривания металла с использованием активного газа, к примеру это углекислый газ.
Использование газовых баллонов не позволяет мобильно произвести сварку в любых условиях, однако при стационарном использовании этот вид сварки самый лучший и аналогов у него нет.
Процесс сварки осуществляется при подаче электродной проволоки, в состав которой входит кремний и марганец в зону сварки совместно с углекислым газом.
Таким образом создается защитная среда для электрода и сварочно поверхности от действия окружающей среды.
Преимущество данной сварки это возможность контролировать процесс, также к достоинствам сварки в газовой среде относят экономию времени, потому как при безгазовой сварке необходимо менять электроды и очищать сварочные швы от шлака.
Качество работ с использованием защитной газовой среды намного превосходит безгазовую сварку, но и здесь есть небольшие нюансы.
Рассмотрим их на примере качества швов. При использовании активного газа СО2 шов будет иметь чешуйчатый внешний вид и граты т.е. эффект прилипших шариков. В то же время при использовании смеси газов аргона в количестве 80% и углекислого газа 20% соответственно шов имеет гладкую и ровную поверхность, не требующую дополнительной обработки.
В последние годы для работы сварочных автоматов полуавтоматического типа получило широкое распространение применение инверторные типы источников питания вместо источника переменного тока. Это обусловлено такими плюсами как:
- Малый вес прибора
- Плавная регулировка напряжения, а значит безопасность выполнения работы
- Низкая нагрузка на электросеть, что в свою очередь приводит к бесперебойной работе других электро потребляющих приборов в помещении.
Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.