Конструкция и принцип работы гибочных станков для листового металла
Содержание:
- Мобильный листогиб METALMASTER LBM 250 PRO
- Как купить Листогибы
- Ручной сегментный листогиб STALEX PBB 1020/2,5
- Ручной листогиб ЭДЕЛЬВЕЙС
- 2 Гибочный пресс – 3 разновидности
- Как правильно выбрать ручной листогиб
- Факторы, определяющие конструктивное решение листогибочного оборудования
- Гибка металла и ее основные способы
- Листогибочное оборудование из США
- Обзор популярных моделей
- Советы по эксплуатации и ремонту
- Как купить Сегментные ручные листогибы
- Листогиб ручной DECKER X5 ZRD – 2150/1,0
- С чего начать изготовление листогибочного станка
- Конструктивные особенности ручного ЛГС
Мобильный листогиб METALMASTER LBM 250 PRO
Популярный листогибочный станок на рынке устройств, изготавливающих отливы, откосы, комплектующие элементы вентиляции, кровельные и сайдинг профили.
Длина сгибаемого листа 2,5 метра, максимальный угол гиба 140 градусов, предельная толщина обрабатываемого металла 0,8 мм.
Особенности конструкции:
-
для точного гиба предусмотрен ограничитель с жидкостным угломером,
-
без ограничения глубины подачи,
-
станина оборудована поворотными колесами рояльного типа со стопорным механизмом, что позволяет транспортировать на малые расстояния
-
ограничитель подачи заготовки и миллиметровая шкала делает удобной работу с габаритными листами
-
прижимная планка с помощью двух пружин и пары эксцентриков осуществляет надежное закрепление листа.
-
управление работой прижимной планки производится ручками на краях листогиба.
В комплектации ручной роликовый нож, предназначенный для линейной резки металла. Цена устройства полностью адекватна техническим характеристикам.
Как купить Листогибы
Компания «МОССклад» поставляет Листогибы, гибочные станки во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить листогибы ручные, гидравлические, листогибочные станки следующих производителей: 3EMAKINA, ACL, FABTEC, FERROX, FERRUM machine tools, H.M. Transtech, ILMAKSAN, JIARONG, JOUANEL, MAZANEK, PROD-MASZ, RAS, Tapco, TTMC, VAN MARK, ЛГМ, Металл Мастер, Россия, и другие.
Приобрести Листогибы у нас очень легко:
- Выберите интересующее оборудование в подразделе выше
- Узнайте характеристики, посмотрите фото и видео, нажав на название модели
- из любого города РФ 8-800-333-51-02 или отправьте запрос на info@mossklad.ru
Ручной сегментный листогиб STALEX PBB 1020/2,5
На этой универсальной модели с одной сегментной балкой изготавливают изделия сложных конфигураций: коробки, кожухи, корпуса и вентиляционные элементы, поддоны и др. Гибка на четыре стороны происходит регулировкой сегментов, которых на устройстве 11 размерами от 25 до 270 мм.
Ширина гибочной балки 15 мм, высота подъема – 0,5 метра.
Особенности конструкции:
-
прочная стальная станина.
-
ножная педаль позволяет быстро выполнять поворот и перемещать заготовку.
-
пружинная система и вертикальный ход гибочной траверсы гарантируют закрепление заготовки точно параллельно поверхностям.
-
аккуратный сгиб обеспечивается длинными зажимными пластинами
Ручной листогиб ЭДЕЛЬВЕЙС
Миниатюрный сегментный станок для изготовления штучных кровельных элементов: ромбов, трапеций, панелей фасадов размерами 250х250 мм – лучший выбор профессионалов и любителей.
Используется в работе с материалами толщиной:
-
сталь 0,7 мм,
-
алюминий 1,0 мм,
-
медь и цинк 0,8 мм.
Важно! Вес 5 кг позволяет пользоваться листогибом на строительных лесах и крышах.
Особенности конструкции:
-
балка с сегментами перемещается по направляющей планке.
-
фальцы картин с двух сторон кровельных элементов отбортовываются налицо, с двух других – наизнанку.
-
панели фасадов можно делать как прямоугольные, так и в виде параллелограммов.
-
без этого инструмента невозможно обойтись при строительстве луковичных куполов храмов, конусных башен, кровельных покрытий зданий.
2 Гибочный пресс – 3 разновидности
Оборудование для работы с металлом на профессиональном уровне принято делить на три типа. Согласно принятой классификации, станок для гибки металла может быть:
- Поворотным – оснащается подвижной и неподвижной плитами, а также особыми балками. Это оборудование используется для работы с заготовками сравнительно малых размеров и с несложным рельефом.
- Ротационным – снабжается вальцами, между которыми и происходит изгибание заготовки. Такой пресс идеален для обработки крупных по геометрическим параметрам изделий. Обычно его применяют для выпуска небольших объемов заготовок. Важный момент! Ротационный станок может быть переносным либо стационарным. Небольшие мастерские и предприятия, как правило, приобретают мобильное оборудование. Оно занимает меньше места и стоит дешевле стационарных агрегатов.
- Стандартным – оснащенным гидро- либо пневмоприводом. Подобные установки имеют в своей конструкции пуансоны и матрицу. Сгибание листового металла производится между этими узлами. Стандартный пресс оптимален для изготовления больших партий однотипных изделий. Отметим, что на современных предприятиях большей популярностью пользуются гидравлические листогибы. По сравнению с пневматическими агрегатами они намного надежнее и проще в эксплуатации.
 Процесс гибки металлических листов
Процесс гибки металлических листов
Как правильно выбрать ручной листогиб
По техническим характеристикам ЛГС можно разделить на несколько типов:
Тип 1
Если требуется выполнять гибочные работы непосредственно на объекте, то наиболее подходящей моделью будет ЛГС, предназначенный для обработки заготовок из стали толщиной до 0,7 мм и длиной гиба до 3,2 метра, соответственно нержавеющей стали до 0,48 мм и 3,2 м. с глубиной подачи листа до 585 мм. Такие модели удобно перевозить и можно быстро установить на производственной площадке.
Тип 2
Если необходим листогиб, на котором необходимо регулярно производить большое количество изделий, как на выезде, так и постоянно в производственном помещении, то следует обратить внимание на широкоформатные станки. Их технические характеристики позволяют загибать кромки стальных заготовок толщиной 0,7 мм длиной гиба до3250 мм
Их особенностью является высокая жёсткость, функциональность и ценовая доступность.
Тип 3
Если в производственную задачу входит выполнение большого количества однотипных монотонных операций, то стоит приобретать модели, предназначенные для работы в цехе со стальными заготовками толщиной до 0,7 мм и длиной до 3,1 м. В случае обработки стальных листов в 1 мм понадобится станок, способный сделать загиб толщиной 1,5 мм при той же длине.
Тип 4
Станки такого типа предназначены для производства широкого портфеля деталей. Они совмещают в себе мобильность и жёсткость типов 1 и 3. Характеристики оборудования позволяют выполнять большое количество операций и изготавливать широкий спектр изделий благодаря наличию многих опций (см. выше). Линейка моделей справляется с обработкой стальных листов толщиной до 1 мм и длиной до 3,15 м.
Тип 5
К характеристикам такого оборудования следует отнести способность производить такие сложные изделия, как фасадные кассеты. Сегментальные листогибы гнуть стальные листы толщиной до 2 мм длиной гиба до 1270 мм. Особенностью станков является богатый набор сегментов прижимных гибочных балок различной ширины.
Факторы, определяющие конструктивное решение листогибочного оборудования
Как уже отмечалось, устройства для гибки листового металла могут иметь ручной или электромеханический привод. Оптимальный выбор будет зависеть от следующих обстоятельств:
- от условий, в которых будет размещаться листогибочные агрегат (площадь, наличие/отсутствие энергоснабжения, возможность монтажа мобильного устройства, способного к переустановке на новое место эксплуатации);
- от финансовых, а также технических возможностей для заказа и приобретения рабочего инструмента (ножей, пуансонов, матриц, упоров). Например, сегментный листогиб потребует комплекта рабочего инструмента («пуансон-матрица», нож) в достаточном ассортименте. В противоположность ему роликовый листогиб способен деформировать различные заготовки одним и тем же комплектом рабочих роликов. Учитывая, что в техническом смысле листогибочная оснастка весьма сложна в изготовлении, и требует применения качественных инструментальных сталей (У12А, ХВГ, 9ХС), затраты на инструмент будут весьма заметными;
- от вида выпускаемой продукции. В частности, если технические возможности и устройство листогиба более всего соответствуют требованиям кровельного производства, то несомненное преимущество получают ручные станки, изготовление которых можно наладить на собственной ремонтной базе предприятия. То же самое относится к электромеханическим листогибам. В проходных агрегатах непрерывного действия, где необходимы также отрезные ножи, будут заинтересованы прежде всего производители профилированного настила.
Гибка металла и ее основные способы
Гибка листа
Следует понимать, что операции гиба металла не ограничиваются работой с листовым металлом. При создании металлоконструкций разного назначения возникает потребность в использовании гнутых труб или профиля.

Радиусная гибка листа
Радиусная гибка листового металла выполняется на вышеописанном оборудовании
При ее исполнении важно подобрать правильный линейный размер заготовки. Проектировщик должен помнить о том, что длина заготовки, должна быть чуть больше, чем длина готовой детали
Это связано со спецификой гибочной операции. Дело в том, что при изменении положения одной части листа относительно другой, внутренние слои металла сжимаются, а наружные вытягиваются. То есть перед тем как выполнять радиусную гибку металла необходимо тщательно просчитать геометрические параметры заготовки.
Для расчета радиуса гиба достаточно использовать табличные данные, которые можно найти практически в любом инженерном справочнике.
Гибка труб
Трубы тоже можно изгибать в соответствии с требованиями рабочей документации. Существует несколько методов – ручной и механизированный. Кстати, в повседневной жизни гнутые трубы можно встретить на ограждениях и перилах, установленных в жилых домах и помещениях другого назначения.
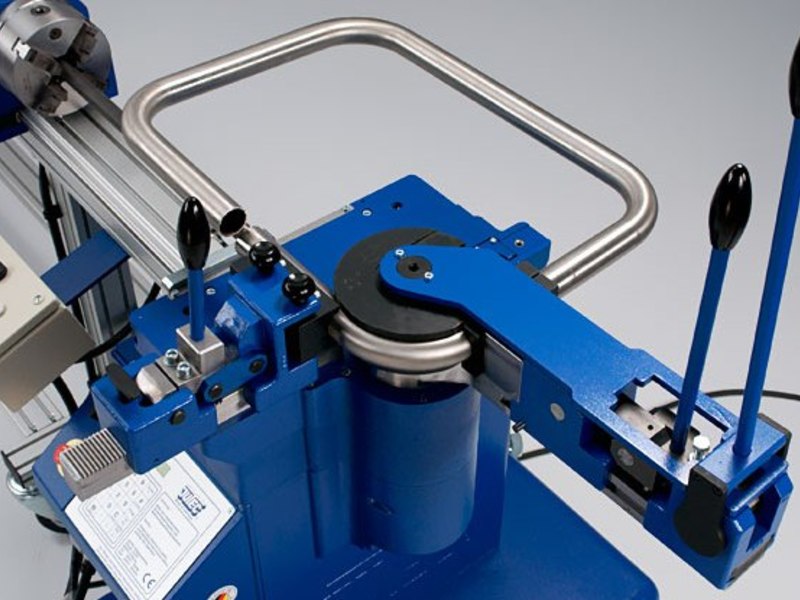
Гибка гидравлических труб
Чаще всего трубы зашибают по радиусу. Этот процесс позволяет формировать частичный или полный изгиб трубы. Причем, он не будет зависеть от формы и размера сечения. Процесс деформирования труб выглядит примерно следующим образом – при изгибании полого профиля на заготовку воздействует несколько сил, одна оказывает влияние на поверхность внутренней стенки, а вторая на внешнюю сторону профиля.
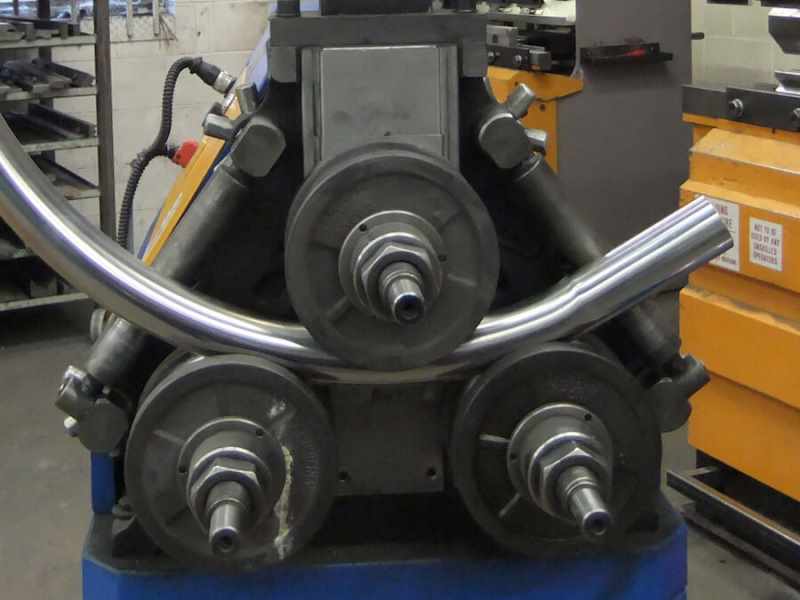
Процесс гибки круглых труб
При выполнении изгиба трубы существует опасность того, что при взаимодействии этих сил профиль трубы может деформироваться. В результате этого может произойти потеря соосности. Более того, при несоблюдении ряда технологических правил, труба может быть разорвана. При неравномерном изгибе возможно образование складок в месте сгиба. Причиной тому воздействие тангенциальных сил, возникающих в процессе деформации трубы.
Во избежание подобных явлений применяют холодную и горячую гибку трубы. Первый метод применяют для обработки труб с небольшим диаметром. Но в таком случае необходимо знать минимально допустимый радиус гиба, который проходит по осевой линии. Надо отметить, что применение местного разогрева трубы создает более комфортные условия для выполнения гиба трубы. Металл после нагрева получает пластичность, достаточную для выполнения заданной деформации. Метод горячей гибки применяют на трубах большого диаметра.
Листогибочное оборудование из США
Наиболее известны модели от компаний Ван Марк и Тапко. Листогибы Ван Марк поставляются на мировой рынок с 1964 года. Фирменной особенностью оборудования является надёжная конструкция узлов прижима листа, что обеспечивает листогибам Ван Марк высокие параметры качества. При конструировании узлов прижима компания Ван Марк использует технологии компьютерного проектирования. Значительный удельный вес в деталях проходных листогибов Ван Марк занимают изделия, полученные методом литья под давлением и центробежного литья. Это снижает себестоимость продукции, но делает листогибы Ван Марк уязвимыми при резких нагрузках на станину. Поэтому продукцию от Ван Марк нельзя эксплуатировать при условиях, не соответствующих техническим параметрам, заявленным в инструкции пользователя.
Станки от Ван Марк выгодно отличаются современным дизайном, надёжностью и долговечностью работы подшипниковых узлов, а также компактностью, что удобно при транспортировке оборудования. Листогибы от Ван Марк — приемлемое решение в условиях мелкосерийного производства продукции с малоизменяемыми в процессе деформирования прочностными параметрами.
Компания Тапко в своё время сделала акцент на лёгкость своей продукции. Разнообразие технических решений от Тапко позволяет её механизмам успешно конкурировать с подобной продукцией иных фирм при гибке высокопластичных металлов.
Китайские и польские проходные листогибочные станки от Decker и Stalex
Машиностроительная продукция из КНР всегда выделяется своей бюджетностью, что делает её доступной для приобретения даже малыми фирмами. Наиболее популярной линейкой листогибов отличаются торговые марки Decker и Stalex. Под обозначением Stalex выпускается линейка листогибов с поворотной балкой и ножным приводом. Торговая марка Decker производит роликовые листогибы. Отличительными особенностями продукции Decker и Stalex является:
- универсальность возможных технологий, включая гибку пространственных сложных контуров;
- отсутствие ограничений в позиционировании заготовок на установках Decker и Stalex;
- доступная регулировка параметров процесса гибки на листогибах Decker и Stalex;
Кроме того, роликовый листогиб Decker характеризуется применением высококачественного отрезного инструмента, благодаря чему стойкость ножей и роликов является весьма значительной. Оборудование от Decker и Stalex успешно конкурирует с продукцией фирм из Польши, России и США : китайские производители весьма тщательно следят за мировыми технологическими новинками, и практически сразу же используют их в своих новых моделях.
Некоторые сложности представляет собой текущее обслуживание техники от Decker и Stalex. Эти торговые марки не имеют своего представительства в России, а потому заказ инструмента, совместимого с посадочными местами листогибов от Decker и Stalex приходится размещать на неспециализированных производствах. Стоит отметить также относительно небольшой гарантийный срок эксплуатации техники от Decker и Stalex.
Обзор популярных моделей
Приспособления для изгиба листового металла на рынке сбыта представлены моделями российского производства, Америки, Европы и Китая.
Рассмотрим рейтинг мобильных листогибов.
Модель Jouanel производства Франции – максимальная толщина металла для обработки составляет 1 мм. Станок подходит для выполнения сложных изделий. Ресурс ножа составляет 10 000 п. м. Стоимость ремонта высокая. Модель для работы с листами 2,5 м стоит от 230 000 руб.







А вот рейтинг стационарных листогибочных станков.
Немецкий электромеханический станок Schechtl – модели марки MAXI обрабатывают листы толщиной до 2 мм. Обладает программным обеспечением, имеет 3 рабочих сегмента балок, при комбинированном использовании которых можно выполнять разные операции без дополнительных перенастроек оборудования. Средняя стоимость составляет 2 000 000 руб.



Советы по эксплуатации и ремонту
Перед началом работы на станке надо ознакомиться с его устройством и изучить правила эксплуатации. Новый листогиб будет сгибать изделия правильно, по выверенной прямой линии, но со временем, если не проводилась профилактическая настройка и регулировка, станина у листогиба провисает, и готовые изделия получаются винтом. Если оснастка на станке предусматривает регулировку, то убрать эффект винта можно настройкой зазоров, подкрутив регулировочные винты. Практика использования листогибов показывает, что станина не опускается у моделей с короткой рамой до 2 метров, но чем она длиннее, тем больше вероятность возникновения прогиба.
Не стоит забывать также, что срок у гибочного ножа ограничен и по его истечении деталь подлежит замене. Подобное оборудование имеет срок гарантийного обслуживания, составляющий 1-2 года. При поломке мобильного станка вы можете обратиться для его ремонта в сервисный центр.
Что касается стационарных листогибов, установленных на предприятиях, для них проводятся регулярные профилактические и капитальные ремонты, выполняемые по месту установки данного оборудования.

О том, как правильно выбрать листогибочный станок, смотрите далее.
Как купить Сегментные ручные листогибы
Компания «МОССклад» поставляет Сегментные ручные листогибы во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
Приобрести Сегментные ручные листогибы у нас очень легко:
- Выберите интересующий товар в таблице выше
- Узнайте его характеристики, посмотрите фото и видео, нажав на название модели
- Купить Сегментные ручные листогибы: позвоните бесплатно из любого города РФ 8-800-333-51-02 или отправьте запрос на info@mossklad.ru
Листогиб ручной DECKER X5 ZRD – 2150/1,0
Станок предназначен для гиба изделий длиной 2 метра и толщиной листа стали – 1 мм, алюминия – 1,7 мм, меди – 1,6 мм. Угол загиба до 180 градусов,
Детали узлов изготовлены из качественной стали с гальванической обработкой и порошковым покрытием.
Качество конструкции подтверждается европейским и российским сертификатами.
Преимущества:
-
угломеры гнут лист с точностью до 1 градуса.
-
задняя поддержка листа упорами удобна при работе с длинными листами.
-
опора на колесах для передвижения с фиксаторами.
-
фальцезакрывающая машинка.
-
ножной привод.
-
гибочная траверса с силиконовой прокладкой придерживает лист от скольжения.
С чего начать изготовление листогибочного станка
Чтобы сделать станок для гнутья листового металла, вам понадобится чертеж такого устройства или его подробные фото. Кроме того, следует учесть ряд таких важных факторов, как усилие, которое необходимо будет приложить для использования листогибочного станка, его масса и габариты (от которых зависит мобильность), себестоимость и доступность комплектующих. В итоге получаем следующие исходные параметры.
- Максимальная ширина листа, который необходимо будет гнуть, – 1 м.
- Максимальная толщина листового материала: оцинковка – 0,6 мм, алюминий – 0,7 мм, медь – 1 мм.
- Количество рабочих циклов, которые будут осуществляться без переналадки или ремонта, – 1200.
- Максимальный угол сгиба металлопрофиля, получаемый без ручной доводки, – 120 градусов.
- Крайне нежелательно использование заготовок из специальных сталей (например, из нержавейки).
- В конструкции листогиба следует избегать сварных соединений, плохо переносящих знакопеременные нагрузки.
- Следует максимально ограничить количество деталей листогибочного станка, которые вам необходимо будет заказывать на стороне, прибегая к помощи токарей или фрезеровщиков.
Очень сложно найти чертеж устройства, которое бы удовлетворяло всем этим требованиям, но можно доработать наиболее удачное из них.
Конструктивные особенности ручного ЛГС
В большинстве своём ЛГС этого типа оснащены удобными для работы опциями – это:
Роликовый нож
Самая популярная опция станка рассчитана на резку стали толщиной 0,8 мм. Срок службы ножа измеряется длиной 5000 метров непрерывного реза, что эквивалентно 6 месяцам непрерывной работы на станке.

Жидкостный угломер
Немаловажной опцией является жидкостный угломер. Практически все виды ручного оборудования могут загнуть кромку на 160 градусов с отбортовкой до 15 мм
На радиальном счётчике по кругу жидкостная дуга отмечает угол загиба, по которому устанавливается ограничитель поворота траверсы.

Фальц закаточный прибор
Догиб фальца до 180делают с помощью фальц закаточной машинки. После гиба на 160заготовку немного выдвигают вперёд и машинкой дожимают кромку до 180.

Ограничитель угла гиба
Четырёх позиционный ограничитель угла гиба — опция позволяющая сменять, заранее установленные углы, в порядке очерёдности выполнения операций. Например, 1-й загиб выполняют на 90, второй на 30 по мере продвижения заготовки и т.д. То есть станок, как бы программируется на несколько действий, поворачивая ручку ограничителя гибочной балки из одной позиции в другую.
Валок для радиусных гибов
Он прикручивается сзади станка к специальным площадкам. Это приспособление нужно для формирования окончаний заготовок и добавления жёсткости отливам, отводам и водосточным желобам. Лист устанавливается в специальную прорезь в валу. Поворачивая вал, получаю окантовку изделия в виде недокрученной трубочки.