Устройство штангенциркуля проверка правильности настройки
Содержание:
- Из чего состоит штангенциркуль
- Методика поверки
- Как правильно пользоваться штангенциркулем
- Устройство инструмента
- Цифровой штангенциркуль как он меряет
- Материаловед
- Замеры при конструировании и изготовлении резьбовых соединений
- Из чего состоит измерительный инструмент — знакомимся с устройством
- Штангенциркуль нониусный тип ШЦ-III
- Проверка
- Какова цена деления штангенциркуля и как считывать показания
- Как пользоваться штангенциркулем
- Фото использования штангенциркуля
- Почему возникают ошибки при измерениях
- Где можно приобрести штангенциркуль по низким ценам
Из чего состоит штангенциркуль
Основными составляющими штангенциркуля являются измерительная шкала и дополнительный элемент в виде нониуса. С его помощью удается отсчитать доли деления. Рассмотрим прибор внимательно.
В составе обычного штангенциркуля присутствуют элементы в виде:
- штанг и подвижных частиц;
- измерительной шкалы;
- губки, с помощью которой проводятся внутренние измерения;
- губки, которая позволяет проводить внешние измерения;
- глубинометрической линейки;
- нониуса;
- зажимного механизма.
Схема штангенциркуля
Как видно из рисунка, главным измерительным элементом прибора является линейка, она выполняет роль штанги. Чаще всего её размер составляет 15 см. С одной стороны линейки расположены специальные зажимы, в виде губок.
Различают два варианта губок: внешние – 2, внутренние – 1
С помощью первых удается измерить геометрическую внутреннюю длину, а вторые помогают измерить предмет снаружи. Для повышения точности снятия мерок на раме имеется специальный винт, позволяющий фиксировать результаты замеров.
Нониусный штангенциркуль
Именно такой штангенциркуль чаще всего можно найти в домашней мастерской. Это самый простой механический прибор, который, однако, обеспечивать высокую точность измерений.
Нониус – это дополнительная шкала для расчётов, которая позволяет измерять доли миллиметра, каждый шаг деления составляет 0,19 мм
Циферблатный штангенциркуль и его цифровые вариации
Для того чтобы упростить процесс измерения и легко снимать показания, в электронной версии штангенциркуля нониус заменяется циферблатным механизмом. Здесь не нужно присматриваться и высчитывать показания. Всё для вас сделает электроника. Вам останется только посмотреть на данные и записать их.
Электронный штангенциркуль используется для более точных и быстрых вычислений, к примеру, специалистами для отбраковки деталей
В свою очередь цифровой штангенциркуль может проводить самостоятельные измерения, необходимо лишь зафиксировать прибор в нужном положении.
Методика поверки
Поверку измерительных инструментов, как и их производство, осуществляют согласно нормам ГОСТа 8.113-85. Контрольно-измерительные манипуляции проводятся в специальных лабораториях и выполняются на сверхточных станках. Однако выполнить простейшую поверку штангенциркуля можно и в домашних условиях. Для этого инструмент тщательно очищают от грязи, пыли, налипших опилок, металлической стружки и смазочных материалов, после чего насухо вытирают чистой тканью. Затем сводят губки штангенциркуля до упора и смотрят за положением нулевых штрихов.

Если прибор отрегулирован правильно, то риски должны совпадать. В противном случае необходимо обратиться в специализированный центр, где произведут поверку и настройку прибора, на основании которых выдадут свидетельство установленного образца. При регулярном использовании штангенциркуля поверку выполняют не реже одного раза в год. В случае износа металла рабочих губок инструмент становится негоден к дальнейшему использованию и подлежит замене на новый. Для увеличения срока службы прибора необходимо держать его в чистоте, а хранение осуществлять только в чехле или футляре.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
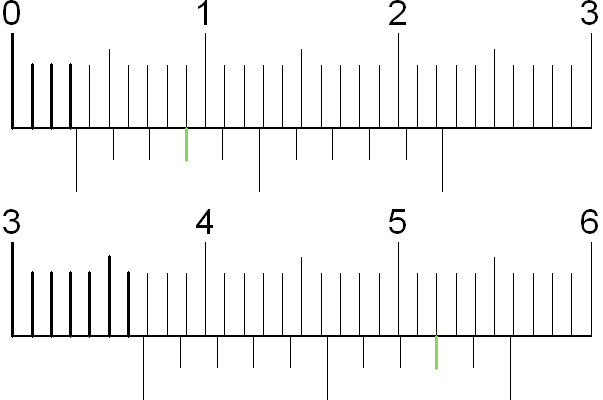
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
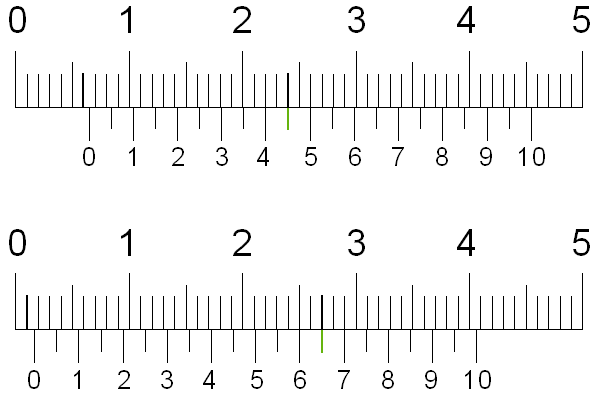
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
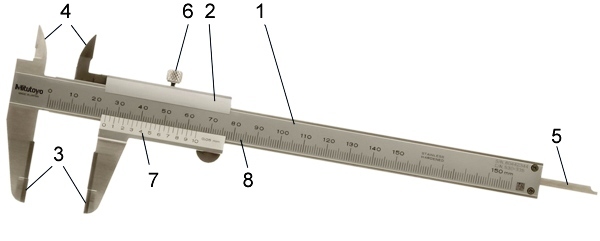
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Устройство инструмента
Как научиться пользоваться штангенциркулем? Для начала – ознакомиться с его устройством. Более всего востребуемый производством ручной штангенциркуль двухстороннего типа, с линейной измерительной системой состоит из следующих конструктивных элементов:
- Измерительной штанги, где имеется шкала с делениями, точность которых соответствует классу инструмента.
-
Измерительной рамки, скользящей в направляющих штанги. Как пользоваться нониусом штангенциркуля? На нижней контрольной поверхности рамки нанесены деления нониуса, по которому определяется мантисса измеряемой величины: значение размера после запятой. Например, при замере длины в 13,9 мм при точности II класса, показание «13» будет снято с основной шкалы, а показание «0,9» — с нониуса. Для удобства использования рамка снабжена рифлёным выступом в своей нижней правой части.
- Нижних измерительных губок корпуса штанги. Они предназначены для определения внешних размеров детали или заготовки. Измерительные плоскости губок — внутренние, а их вылет определяется пределами измерений, на которые рассчитана данная модель инструмента. Согласно госстандарту, вылет нижних губок может быть от 35…42 мм до 63…125 мм, в зависимости от пределов измерений, на которые рассчитана данная модель.
- Верхних измерительных губок корпуса штанги, при помощи которых определяются размеры внешних поверхностей изделий. Контрольные плоскости верхних губок также тарированы, а их вылет, как и в предыдущем случае, определяется возможностями и типом изделия. Он составляет от 16 до 30 мм.
- Зажимного винта с рифлёной головкой, при помощи которого фиксируется текущее положение рамки.
- Глубиномера, представляющего собой плоский шлифованный штырь, скользящий в направляющих, которые расположены с противоположной стороны корпуса штанги. На рабочем торце штыря имеется конусный скос с целью снижения размеров торцевой поверхности глубиномера. Это даёт возможность оценки глубины отверстий с малыми диаметрами.
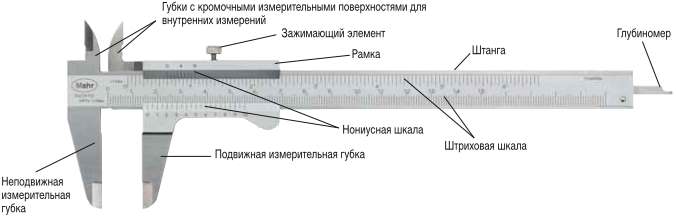
Устройство инструмента
Все контактные кромки штанги, направляющих, рамки и нониуса тщательно шлифуются в размер, с точностью, на порядок выше той, с которой действует штангенциркуль.
При особых требованиях к конструкции могут предусматриваться и другие элементы. Вспомогательные измерительные поверхности (а, следовательно, и узлы) необходимы, если выполняются разметочные операции, определение размеров уступов, ступенчатых частей конструкций и пр. Иногда в инструмент встраивается микрометрическая подача рамки.
Цифровой штангенциркуль как он меряет
Теперь надо разобраться, как пользоваться цифровым штангенциркулем. Сразу надо отметить, что электронные устройства можно разделить на два типа — дорогие и дешевые. Дешевые аналоги качественных цифровых приборов имеют еще меньшую точность, чем аналоговые механические штангели. Если выбирать между дешевыми устройствами цифрового типа и механическими, то естественно лучше отдать предпочтение последним. Пользоваться цифровыми устройствами очень легко, для чего необходимо выполнить следующие действия:
- Развести губки и приложить к измеряемой детали
- Зафиксировать зажимной винт
- Считать показания на дисплее. При этом стоит учитывать, что приборы показывают значения в миллиметрах и дюймах, поэтому переключаясь между режимами, можно получить соответствующие значения
- Готовые данные отображаются на дисплее, причем со значением до сотых долей миллиметров
На цифровых устройствах имеется также шкала нониуса, что позволяет выполнять измерения прибором, например, когда разряжаются батарейки. На приборе имеется кнопка включения и выключения дисплея. Если не отключить дисплей, то через 5 минут происходит его автоматическое отключение с целью экономии энергии аккумулятора.
Материаловед
Штангенинструменты – это средства измерений линейных размеров, основными частями которых являются штанга со шкалой и нониус – вспомогательная шкала для уточнения отсчета показаний.
- Штангенциркули.
Выпускаются следующих типов: ШЦ – I; ШЦ – IС; ШЦТ – I; ШЦ – II; ШЦ – III; ШЦО – Ш; ШЦР; цифровой штангенциркуль. Учебное пособие с. 51 – 52.
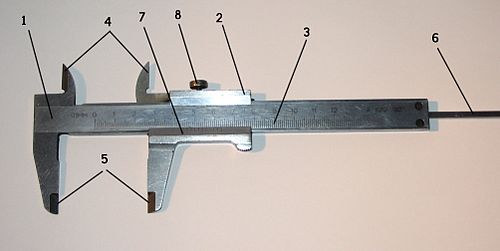
Штангенциркуль ШЦ-1 имеет штангу 1 на которой нанесена шкала с ценой деления 1 мм. По штанге 1 передвигается рамка 3 со вспомогательной шкалой – нониусом 5. Штангенциркуль снабжен губками 7 для наружных измерений; 2 – для внутренних измерений. Зажимом 4 и рамки 3 прикреплена линейка глубинометра 6. Нониус 5 является вспомогательной шкалой.
Порядок отсчета показаний штангенциркуля:
- Считают число целых делений, для этого находят по шкале штрих, ближайший слева к нулевому штриху нониуса.
- Считают доли миллиметров, для этого по шкале нониуса находят штрих, ближайший к нулевому и совпадающий со штрихом шкалы.
- Складывают число целых делений и доли миллиметров и получают значение измеренной величины.
Сначала определяют по основной шкале целое число перед нулевым делением нониуса . Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалу нониуса наиболее близко совпадает со штрихом основной шкалы.
ШЦ – I C
Это штангенциркуль со стрелочным отсчетом. Здесь вместо отсчета показаний по нониусу имеется стрелочная головка.
ШЦ – II
ШЦТ – I.
Не имеет губок для внутренних измерений, а измерительные поверхности губок оснащены пластинками из твердых сплавов для повышенной износостойкости.
ШЦ — II
Здесь нет линейки для глубиномера. Губки 1 имеют острые окончания для выполнения плоскостной разметки. А губки 2 имеют дополнительные поверхности для наружных и внутренних измерений.
ШЦ – III
Имеют губки с одной стороны для измерения наружных и внутренних размеров.
Основные параметры штангенциркулей:
Пределы измерений, мм:
ШЦ – I, ШЦ– IС, ШЦТ– I ……… 0…125;
ШЦ – I I………………………… 0…200, 0…250, 0…300;
ШЦ — I I I…………………………0…500, 250…630, 250…800, 800…2000, 2000…4000 и др.
| Обозначение | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Предел допускаемой погрешности, мм | Вылет измерительных губок, мм | |
| для наружных измерений | для внутренних измерений | ||||
| ШЦ-I-125 | 0-125 | 0,1 | ±0,1 | 40 | 17-18 |
| ШЦ-I-150 | 0-150 | 0,05; 0,1 | ±0,05; ±0,1 | 45 | 17-18 |
| ШЦ-III-160 | 0-160 | 0,05 | ±0,05 | 45 | — |
| ШЦ-II-200Г | 0-200 | 0,05; 0,1 | ±0,05; ±0,1 | 45 | — |
| ШЦ-II-250 | 0-250 | 0,05; 0,1 | ±0,1 | 45 | — |
| ШЦ-III-400 | 0-400 | 0,05; 0,1 | ±0,1 | 60 | — |
| ШЦ-III-500 | 0-500 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-630 | 250-630 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-800 | 250-800 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-1000 | 320-1000 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-1600 | 500-1600 | 0,1 | ±0,2 | 100 | — |
| ШЦ-III-2000 | 800-2000 | 0,1 | ±0,2 | 100 | — |
| ШЦ-III-3000 | 1600—3000 | 0,1 | ±0,3 | 150 | — |
| ШЦ-III-4000 | 2000—4000 | 0,1 | ±0,4 | 150 | — |
Пример обозначения штангенциркуля типа ШЦ-III предела измерения 1500—3000 мм: Штангенциркуль ШЦ-III-1500—3000.
Цена деления нониуса, мм……0,1; 0,05.
Кроме штангенциркулей для измерений линейных размеров используют:
— Штангенглубинометры — предназначен для измерения расстояния между двумя плоскостями глубины пазов, глухих отверстий, длин ступенчатых деталей.
— Штангенрейсмас – предназначен для разметочных работ и определения высоты деталей. Могут иметь дополнительный присоединительный узел для установки измерительных головок как параллельно, так и перпендикулярно плоскости основания.
Замеры при конструировании и изготовлении резьбовых соединений
Соединение типа «болт-гайка» — одно из наиболее распространённых в механике. При разработке и изготовлении конструкций задача – как измерить болт штангенциркулем – часто представляет трудности.
Перед работами стоит вспомнить, что главными размерами болта /гайки являются длина изделия и диаметр резьбы. Стандартный болт любого исполнения в проведении таких измерений не нуждается. Иное дело, когда болт изготовлен в кустарных условиях, либо требуется замерить крепёжную деталь без демонтажа соединения. Здесь возможны следующие ситуации:
-
Между головкой и противоположным торцом стержня имеется плоскость или деталь/плита, размеры которой не позволяют ввести измерительные губки штангенциркуля. В этом случае, используя основную измерительную шкалу и глубиномер (иногда именуемый «колумбиком»), определяют последовательно высоту головки, толщину шайбы (если есть), толщину промежуточного элемента и высоту выступающей с противоположной стороны соединения части детали. Полученный результат складывают, а затем по таблицам соответствия длин стержня и размеров «под ключ», которыми обладает болт, устанавливают типоразмер крепёжной детали.
-
Неизвестен диаметр резьбы на болте. Перед замерами стоит вспомнить, что для стержневых деталей диаметр внешней резьбы определяется диаметром её выступов, а не впадин. Поэтому, установив по внешней шкале штангенциркуля требуемый размер, можно легко выяснить искомое значение измеряемой резьбы. Оно должно быть равным одному из стандартных значений первого (в крайнем случае – второго) ряда предпочтительных чисел. Точность существенно повысится, если замеряемый участок тщательно очистить от загрязнений и смазки. Если результат по каким-то причинам не вписывается в стандарт, глубиномером устанавливают глубину резьбы. Отняв удвоенное значение параметра от общего значения, можно проверить, не был ли применён б/у болт со срезанной частью профиля резьбы. Такое изделие следует заменить.
-
Измеряемый болт полностью «утоплен» в гайку, а разъединение конструкции нежелательно. Следует, используя внешнюю шкалу штангенциркуля, установить размеры головки – «под ключ» и диаметр окружности выступов. После чего, пользуясь измерительными таблицами определять типоразмер крепежа. Таким же образом производятся измерения и других крепёжных стандартизованных деталей – шпилек, винтов и т.д. Исключение составляют гайки. Здесь придётся воспользоваться внутренними губками. В некоторых инструментах при этом необходимо к полученному результату прибавить толщину самих губок (она указывается на штанге).
- Как измерить шаг резьбы штангенциркулем? Для этого болт придётся вывернуть. Вначале глубиномером устанавливается высота стержня, а затем подсчитывается количество витков резьбы на нём. Разница даст значение тангенса угла наклона резьбы, т.е., отношение неизвестного шага к внешнему диаметру. Последний уже известен, так что выяснение шага резьбы сложностей уже не составляет. Можно определить шаг резьбы и прямым измерением расстояния между смежными вершинами, но это будет достаточно точно лишь для крепежа, полностью очищенного от загрязнений.
Из чего состоит измерительный инструмент — знакомимся с устройством
Рассматриваемый инструмент имеет простую конструкцию, что упрощает особенности его эксплуатации. С помощью штангенциркуля можно измерять размеры любых деталей, заготовок и элементов. Конструкция этого незамысловатого прибора включает в себя следующие составляющие:
- Линейка измерительная — это основная составляющая рассматриваемого прибора, которая еще также называется штангой. На штанге с одной стороны имеется шкала, разметка которой составляет 1 мм. Длина измерительной линейки зависит от модели штангенциркуля. Стандартными считаются приборы, имеющие длину 150 мм, но есть устройства меньше и больше, которые предназначены специально для измерения мелких деталей и наоборот, только для крупных заготовок
- Рамка измерительная — к линейке крепится подвижный элемент, за счет которого и удается выполнять соответствующие измерения. Во внутренней конструкции устройства находится пружинка, которая служит в качестве прижима для рамки. На передней части рамки находится шкала, называемая нониусом, которая является основой при снятии замеров. На этой шкале нанесено 10 делений, которые имеют ширину, равную 1,9 мм. Для фиксации подвижной рамки, в конструкции инструмента предусмотрен зажимной или стопорный винт. Этот винт применяется для того, чтобы не сместилась рамка после проведенного измерения
- Губки неподвижные — это элементы, которые являются частью измерительной линейки. Губки имеют открытую и закрытую формы, что дает возможность измерять не только наружные, но и внутренние размеры
- Подвижные губки — имеют аналогичную конструкцию с неподвижными, только они являются частью измерительной подвижной рамки. За счет подвижных губок, соприкасающихся с неподвижными, происходит снятие замеров детали
- Линейка глубиномер — это дополнительный элемент, который является частью подвижной рамки. Линейка спрятана внутри инструмента, и выдвигается при перемещении подвижной рамки. Предназначена она для измерения глубины детали
Мало кто знает о том, что штангенциркули бывают разных видов, а вариант, который представлен выше, является самым популярным, простым и недорогим. О том, какие виды штангенциркулей бывают, и чем они отличаются, выясним далее.
Штангенциркуль нониусный тип ШЦ-III
ШЦ-3 — односторонний штангенциркуль с возможностью разметки деталей и определения внутренних и внешних размеров. Нониусный штангенциркуль ШЦ-3 соответствует требованиям ГОСТ 166-89 и внесен Госреестр средств измерения за №41094-09. Диапазон измерения от 0 до 2000мм в зависимости от модели. По запросу может быть выдано свидетельство о поверке.
Основные технические характеристики ШЦ-3 приведены в таблице:
| Параметры | ШЦ-III-250 | ШЦ-III-400 | ШЦ-III-500 | ШЦ-III-630 | ШЦ-III-800 | ШЦ-III-1000 | ШЦ-III-1600 | ШЦ-III-2000 |
| A мм. | 60 | 100 | 100 | 100 | 100 | 100 | 125 | 150 |
| B мм. | 10 | 10 | 10 | 10 | 20 | 20 | 20 | 20 |
| C мм. | 10 | 12 | 12 | 12 | 18 | 18 | 18 | 20 |
| Диапазон измерений, мм. | 0-250 | 0-400 | 0-500 | 250-630 | 250-800 | 320-1000 | 500-1600 | 800-2000 |
| Значение отсчета по нониусу, мм. | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 |
| Погрешность, +_ мм. | 0,04 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | 0,1 | 0,1 |
| Отклонение от плоскостности и параллельности измерительных поверхностей губок для измерения наружных поверхностей, мм. | 0,004 | 0,004 | 0,004 | 0,004 | 0,004 | 0,004 | 0,004 | 0,004 |
| Отклонение от параллельности измерительных поверхностей губок для измерения внутренних поверхностей, мм. | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 |
| Расстояние между губками для измерения внутренних поверхностей, мм. | 10 +0.02 | 10 +0,02 | 10 +0,02 | 10 +0,02 | 20 +0,03 | 20 +0,03 | 20 +0,03 | 20 +0,03 |
| Кол-во шт. в упаковке | 30 | 10 | 10 | 10 | 5 | 5 | 5 | 2 |
| Вес упаковки, кг. | 22 | 16 | 17 | 19 | 21 | 24 | 30 | 32 |
| Габариты упаковки, см. | 48х42х29 | 72х44х17 | 71х44х16 | 83х44х17 | 131х29х21 | 131х29х21 | 193х24х18 | 245х34х11245х34х11 |
Проверка
Проверка штангенциркуля – важный аспект перед его покупкой. В домашних условиях получить технологии поверки, близкие к заводским, крайне сложно. Ознакомьтесь с данными из техпаспорта.
В нем не должно быть никаких неточностей и пропусков в описании устройства.
- При внешнем осмотре выполняется проверка целостности и чистоты «штангельного» механизма. Нечёткость в обозначениях, разметке и движении – признак плохого качества исполнения, не тратьте в этом случае своё время и деньги.
- Проверьте, «сидит» ли подвижная рамка на нуле в начальном положении (перед замерами).
- Удостоверьтесь, что при замере толщины, например, ровной доски или смартфона, свет не проходит сквозь линию соприкосновения. Если это не так – инструмент должен быть очищен от пыли и песчинок, посторонних частиц (если они обнаружены). Его губки при этом должны чётко соприкасаться, опять же, не пропуская света сквозь линию смыкания.
Если выбранная модель прошла проверку и устраивает вас по всем параметрам – можно остановиться на ней.
Shan 123663
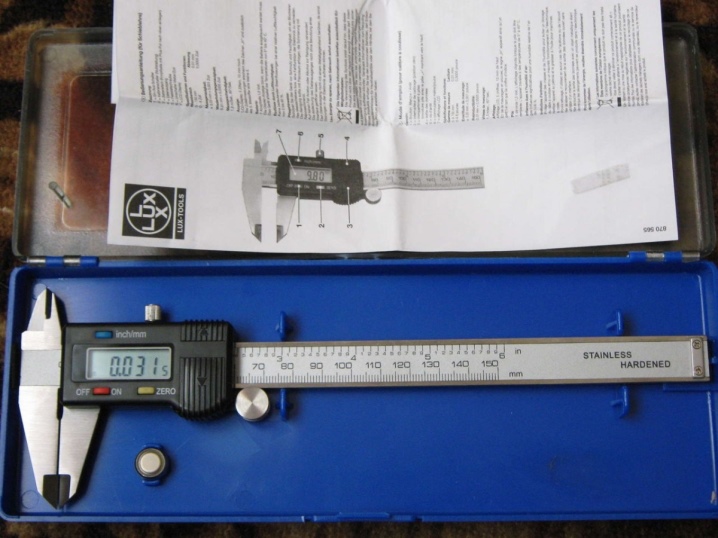
Один из лучших штангенциркулей с глубокомером и цифровым дисплеем. С его помощью легко проводить самые разные наружные и внутренние замеры уступов, глубину отверстий. Экран измерителя отличается особенно высокой контрастностью, что делает его легко читаемым. Предусмотрены две системы измерений — метрическая и дюймовая. В комплекте идёт футляр хорошей прочности.
Достоинства:
- Надёжность и долговечность;
- Высокая верность показаний;
- Чёткий дисплей;
- Удобный футляр.
Недостатки:
Очень высокая цена.
Устройство Shan 123663 действительно стоит дорого. Но все, кто с ним работают, отмечают, что как только его берут в руки и приступают к замерам, становится ясно, почему он такой дорогой. Плюс предусмотрены измерения в дюймах. Это бывает просто необходимо при работе с импортными станками, на которых производятся детали по замерам.
Большие измерители используются на крупных и средних производствах. Дома держать такой нет особого смысла. Среди данных устройств есть, как и среди других, классические модели, цифровые, с глубиномером. Есть также разметочные штангенциркули.
Какова цена деления штангенциркуля и как считывать показания
Для начала запишите основные показания на шкале, которые отразились на основной штанге. Каждый шаг деления равен 1 мм, либо другому значению, которое указано обычно в технической документации к прибору. Далее результаты суммируются между собой, и получается результат измерения детали или какого-то предмета.
Сначала складываются доли, которые путём сложения переводятся в целые числа. Десятые доли миллиметра указываются на нониусной шкале. Если деталь очень маленькая, то важна правильно обезжирить инструмент, чтобы не допустить неточных измерений. При длительном хранении инструмента и его нечастом использовании следует обработать его с помощью антикоррозийного раствора.
Для того, чтобы определить наружные размеры прибора используются широкие нижние дополнительные губки
Как пользоваться штангенциркулем
Для работы что с механическим, что с цифровым устройством необходимо знать общие принципы его эксплуатации.
С помощью штангенциркуля можно выполнять такие измерения.
- Внешний размер детали – длину, ширину, толщину, диаметр.
- Внутренний размер отверстия или полости – диаметр, ширину, длину.
- Глубину отверстия или полости.
Также с помощью инструмента можно определить внешний (для наружной) или внутренний (для внутренней) диаметр резьбы. При этом для выяснения номинального диаметра, по которому и маркируется изделие, придется воспользоваться таблицами.
Мерить штангенциркулем любые размеры следует в такой последовательности:
максимально свести (для внешних замеров) или развести (для внутренних замеров) измерительные губки прибора. Для замера глубины выдвинуть глубиномер так, чтобы его конец упирался в дно отверстия, а край штанги – в край отверстия
Важно при этом сохранить соосность отверстия и прибора;
при необходимости зафиксировать ползунок зажимным винтом или просто аккуратно снять/извлечь прибор;
снять показания. Для цифрового прибора достаточно увидеть показания на дисплее, для механического – отметить положение бегунка на разметочной шкале и положение рисок разметки на нониусе.
Вначале отмечается целое число (миллиметры) по основной шкале.
Далее уточняется дробное число, то есть десятые и/или сотые доли миллиметра.
Для этого необходимо определить, какая по счету риска на разметке нониуса точно совпадает с любой из рисок основной шкалы.
Примеры использования штангенциркуля (для сравнения измерение штангенциркулем цифрового типа тех же размеров).
На втором фото хорошо видно совпадение девятой риски шкалы нониуса с делением шкалы штанги. Следовательно, размер составляет 14,9 мм (производитель указывает 15 мм).
При измерении гладкой части стержня болта механический штангенциркуль дает размер 5,4 мм.
Цифровой при таком же измерении дал диаметр 5,3 мм.
При замере длины болта разница также на десятую долю миллиметра – 57,7 мм для механического и 57,61 мм для электронного измерителей.
При замере глубины полости окончание штанги установлено так, чтобы края упирались в край детали, а глубиномер – в дно полости. При этом штангенциркуль установлен максимально ровно, по нормали к дну полости.
Полное совпадение на восьмой риске нониуса, следовательно, глубина составляет 34,8 мм.
При измерении резьбы показания обоих приборов совпали – 5,8 мм
Обратите внимание: чтобы губки измерителя не попали между витками резьбы, необходимо располагать прибор немного под углом, около 35…50 градусов к оси резьбового изделия
Фото использования штангенциркуля
Также рекомендуем просмотреть:
- Как выбрать лучшие токовые клещи
- Для чего нужен газоанализатор
- Разновидности измерительных инструментов
- Инструкция, как пользоваться теодолитом
- Что такое анемометр
- ТОП лучших толщинометров
- Как выбрать шумомер
- Хороший дозиметр радиационного фона
- Обзор лучших лазерных уровней
- Как пользоваться индикатором напряжения
- Обзор лучших мультиметров
- Лазерный дальномер
- Лучший влагомер для древесины
- Как выбрать лазерную рулетку
- Цифровой вольтметр
- Измерители температуры воздуха
- Электронный динамометр
- Как пользоваться гидроуровнем
- Что такое нивелир
- Как выбрать пузырьковый уровень
- Что такое микрометр
- Лучшие измерительные рулетки
Помогите сайту, поделитесь в соцсетях 😉
Почему возникают ошибки при измерениях
Ошибки чаще всего возникают из-за неровного положения измеряемой детали относительно губок прибора. Очень часто неопытные мастера пытаются проводить измерения внутреннего диаметра внешними губами и наоборот. Эти проблемы решаются просто – навыками и опытом работы.
В механическом просто ослабьте винты и сведите прибор в исходное положение и снова закрепите
Некоторые ошибки могут возникнуть из-за физического износа прибора – искривления его рамки или потери винта. В этом случае произвести какие-либо точные измерения не представляется возможным.
Правила эксплуатации штангенциркуля
Прежде чем приступать к замерам, нужно проверить инструмент. Для этого губки ШЦ сводят вместе и смотрят на просвет, нет ли между ними зазора. Нужно проверить и совпадение шкал на нуле. Прибор должен быть чистым, особенно подвижные части. Результат замера будет более точным, т. к. ржавчина и грязь сильно увеличивают погрешность измерения.
С помощью ШЦ можно определить размеры внешнего и внутреннего диаметра, толщину поверхности и глубину выемки или уступа. Во время проведения работ нужно знать, в каком положении должны находиться губки штангенциркуля при измерении и как правильно снять показания.
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Аналогичным образом измеряется внешний диаметр трубы, при этом губки должны касаться диаметрально противоположных точек на наружном диаметре изделия. Таким же образом измеряются и другие детали, имеющие круглое сечение: кабель, размер болта и пр.
Как измерить штангенциркулем внутренний диаметр детали
Для замера внутреннего диаметра требуется сдвинуть штанги губки в нулевое положение и ввести в отверстие параллельно измеряемой плоскости. Затем их нужно развести до упора, при этом стараясь добиться максимального значения показаний. Этим же способом штангенциркулем проверяют расстояние между параллельными плоскостями, только стараются получить минимальные показания шкалы. Диаметр отверстия от сверла небольшого диаметра замерить не удастся, все определяется толщиной губок.
Определение глубины
Воспользовавшись выдвижной линейкой глубиномера штангенциркуля можно замерить глубину отверстия или высоту уступа. Для этого выдвигают глубиномер и опускают его в отверстие до соприкосновения с дном. Он должен располагаться параллельно поверхностям объекта. Затем торец штанги прибора двигают обратно на измерительную планку до упора в верхний край измеряемой детали.
Замер резьбовых соединений
Штангенциркулем можно осуществлять замеры резьбовых соединений. Диаметры резьбы могут быть измерены по выступам. Болт зажимается между губок вертикально, затем снимаются показания.
Для того чтобы замерить штангелем шаг резьбы, нужно произвести замер внешнего диаметра и высоту стержня и подсчитать количество витков резьбы. Шаг резьбы получится в результате деления длины стержня на число витков. Используя функцию микроподачи (если она есть), можно замерить шаг измерительными губками штангенциркуля. Для этого они размещаются на одинаковых склонах.
Где можно приобрести штангенциркуль по низким ценам
Если в процессе выполнения работ выясняется, что необходим штангенциркуль, которого нет в арсенале среди инструментов, тогда для этого не понадобится бежать в строительный магазин. Приобрести инструмент можно в интернет магазине, для чего следует перейти на сайт и выбрать среди имеющихся в наличии приборов подходящую модель. В Украине покупать штангенциркули рекомендуется непосредственно в Цилиндре, так как такая покупка оправдана рядом следующих достоинств:
- Много разных моделей измерительных приборов
- Цены от производителей, которые удивят каждого
- Наличие технического описания и фото товара
- Быстрая отправка товара лидирующими транспортными компаниями Украины
- Возможность покупки товара в кредит
О необходимости приобретения штангеля следует решать самостоятельно, но вот о том, где лучше совершать покупку, здесь нет никаких сомнений — следует выбирать интернет магазин Цилиндр.
Источник