Изготовление самодельного трубогиба для профильных труб
Содержание:
- Как сделать ручной профилегиб с обкатным роликом.
- Трубогиб для профиля своими руками: чертежи и процесс
- Виды трубогибов
- Необходимые элементы конструкции
- Последовательность изготовления конструкции трубогиба
- Трубогибы – конструкция и разновидности
- С чего начинается изготовление трубогиба
- Ручной трубогиб для профильных труб своими руками
- Трубогибы с прижимным роликом
- Методы гибки
- Устройство ручных кромкогибов
Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые
трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.
Гибка профильной трубы методом обкатки.
Схема гибки трубы.
Принцип такого трубогиба основан на обкатке трубы роликом.
Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные
деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы
исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
Сверлим отверстие в заготовке.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
Болт вставленный в заготовку.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
Обтачиваем заготовку.
6. Собираем обработанные заготовки в ролик
Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение
Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Ролик для трубогиба из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами.
Минимальный радиус гибки трубы.
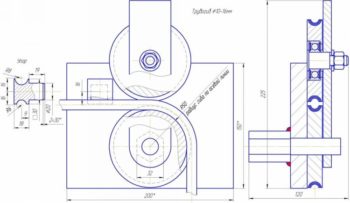
Трубогиб для профиля своими руками: чертежи и процесс
Покажем схему одного из представленных вариантов:
Понадобится сделать следующее:
- Сварить крепкое основание. Соединения могут быть не только сварочными, но и болтовыми.
- Разместить валы – два находятся выше, они между собой на одинаковой плоскости, а третий ниже. Какое расстояние будет между ними, зависит от необходимого заданного радиуса изгиба. Рекомендуем проделать несколько отверстий для съемного крепежа, чтобы можно было с легкостью переквалифицировать аппарт.
Подробности в таблице:
| Стандартный | возвратный и уменьшающий размеры (соответственно), (мм) | ||||||
| диаметр трубы, мм | радиус изгиба (мм) | при 45° | при 90° | при 180° | |||
| 6 | 18,0 | 7,0 | 0,8 | 18,5 | 8,0 | 18,5 | 20,0 |
| 8 | 24,0 | 9,5 | 1,0 | 24,0 | 12,0 | 24,0 | 27,0 |
| 10 | 30,0 | 11,5 | 1,3 | 30,5 | 14,5 | 30,5 | 34,0 |
| 12 | 36,0 | 14,0 | 1,5 | 36,5 | 15,0 | 36,5 | 37,5 |
| 14 | 47,5 | 18,5 | 2,0 | 48,5 | 20,5 | 48,5 | 52,5 |
| 15 | 54,0 | 21,0 | 2,3 | 56,0 | 54,5 | 56,0 | 58,0 |
| 16 | 58,0 | 22,5 | 2,5 | 64,0 | 28,5 | 64,0 | 67,0 |
| 18 | 66,0 | 25,5 | 2,8 | 68,0 | 31,0 | 68,0 | 72,0 |
- Далее натягивается цепь, она должна проходить через три шестерни и быть хорошо натянута.
- Прикрепление рукояти для приведения в движение одного вала – это и будет ручной привод.
Инструкция по изготовлению трубогиба
Металл может стать достаточно гибким и покладистым материалом, если правильно оснастить самодельный станок. Перечислим этапы его создания:
Изготовление гидравлического трубогиба
Гидравлика достаточно капризна в исполнении, однако, если вы профессионально работаете с токарным станком и имеете необходимое оборудование, можете начать создание станка. Вам понадобится гидроцилиндр, нагнетательный аппарат и упоры для профтруб.
Посмотрим на видео, как сделать изделие самостоятельно:
В отличие от заводского станка, домашний будет выполняться не из металлических полос, а из уголков и швеллеров. Это увеличивает вес конструкции, но в то же время делает ее более статичной и надежной – можно работать с крепкими материалами. Трубогиб состоит из:
- станины;
- двух роликов;
- полукруглой насадки;
- гидравлического домкрата.
Чтобы упорные ролики можно было смешать в ту или иную сторону, в основании необходимо проделать 5-6 отверстий. Процедура проходит очень просто. Валы помещаются в проделанные для них места, домкратное устройство ставится под станиной, а на его верхнюю часть помещается насадка.Между элементами просовывается труба. Специалист вручную начинает двигать рычаг, чем сгибает заготовку.
Виды трубогибов
Рассматриваемая конструкция может классифицироваться по достаточно большому количеству признаков. В продаже встречаются универсальные варианты исполнения, а также для узконаправленного применения. Устройство различается по следующим признакам:
- По типу привода. Важным элементом конструкции можно назвать привод, который бывает гидравлический, электрический, ручной или электрогидравлический. В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.
- Классификация проводится и по степени мобильности. Выделяют стационарные и переносные варианты исполнения конструкции. В большинстве случаев, универсальный ручной трубгиб выполняется как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
- По способу воздействия на заготовку – основной признак классификации. К примеру, трубогиб арбалетного типа имеет свою особую конструкцию, которая подходит для гибки металлической или металлопластиковой трубы. Кроме этого, выделяют конструкцию, работающую по принципу обкатки, намотки или проката.
Трубогиб своими руками
Трубогиб самодельный для металлопластиковых труб может быть самого различного типа, но чаще всего создают механический тип, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
Необходимые элементы конструкции
Вне зависимости от того, какой тип вам больше подходит, будет представлено две противные силы – одна статичная, она как раз упирается в трубу и гнет ее (вал, угол, деревянный шаблон), вторая – динамичная, она приводит весь механизм в движение. Самым оптимальным вариантом является прокатный станок. Несмотря на то, что его сложнее всего создать, он будет эксплуатироваться в течение нескольких лет. Он конструктивно состоит из:
- Трех роликов из металла.
- Цепи для передачи привода.
- Вращательной оси.
- Электропривода (движка) или ручного приспособления – вращательной ручки с достаточно большим рычагом.
- Металлического основания – станины.
Если валы будут созданы не из стали (вдруг нет токарного станка по металлу), а из дерева или полиуретана, то необходимо внимательно отнестись к прочности выбранных материалов. Если планируется гнуться довольно массивные трубы, то есть вероятность, что оборудование просто не выдержит.
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
После изготовления трубогиба, необходимо провести его испытание
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Для тонкостенных труб можно изготовить деревянный трубогиб
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Ручной трубогиб имеет массу преимуществ, однако им нельзя согнуть трубы большого диаметра
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
С чего начинается изготовление трубогиба
Самодельный трубогиб изготавливается путём выполнения следующих манипуляций:
- Изготовления каркаса. От качества используемых материалов и сварных швов зависит ресурс изготавливаемого устройства. Сварка не единственный вариант для создания основания, так как можно применять дрель и болтовые элементы.
- Установить в зависимости с размерами чертежей ось вращения, а также сами валы. Два вала устанавливаются ниже третьего. Расстояния между осями этих валов — это радиус изгиба профильной трубы. Об этом нужно побеспокоиться ещё до того, как валы будут зафиксированы на основании.
- Работать устройство не будет, если не приводить в действие вал. Для этого применяется цепная передача, которая может иметь 3 шестерни. Цепная передача не является обязательным элементом устройства, так как в движение можно приводить только один вал, чтобы перемещать профильное изделие через такой инструмент. Если принято решение оборудовать устройство цепным механизмом, то цепь и шестерни берутся от коробки передач автомобиля или мотоцикла.
- Упростить процесс вращения валов поможет специальная рукоятка. При помощи такой рукоятки будет создаваться крутящий момент для получения, в конечном счёте, изогнутой трубы.
Устройство трубогиба не представляет большой сложности, но к его созданию нужно отнестись ответственно. Изготовить устройство на скорую руку не составит труда, но вот будет ли такой инструмент эффективным и надёжным, все зависит от продумывания каждой мелочи. Чтобы регулировать угол или радиус получаемого изгиба профильной трубы, требуется сделать один из валов регулируемым. Это позволит получать изделия разного радиуса, которые применяются не только для сооружения теплиц, но ещё и арок, беседок или въездных ворот.
Ручной трубогиб для профильных труб своими руками
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок
При трудоемкой работе с металлом это особенно важно
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
-
Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
https://youtube.com/watch?v=W3SXjpAF1GM
Трубогибы с прижимным роликом
Более сложным по конструкции является ручной трубогиб, в котором используется прижимной ролик. Для изготовления такого приспособления можно использовать как дерево, так и металл.
Для труб из мягких материалов (к примеру, медных) оптимальным вариантом являются ролики из древесины, так как они не вызывают деформации металла. Такие ролики совсем несложно изготовить в домашних условиях, если использовать фото или чертежи подобных приспособлений, в большом количестве размещенных в Интернете. В качестве материала изготовления можно использовать толстые доски или несколько слоев фанеры.
Чертеж трубогиба с прижимным роликом
Самодельный трубогиб подобной конструкции, основу которого составляют ролики – подвижный (прижимной) и неподвижный, – позволяет выполнять сгибание труб круглого сечения, отличающихся даже значительным диаметром.
Для того чтобы понять, что такое устройство отличается простотой конструкции и применения, достаточно взглянуть на его фото или чертеж. В зависимости от того, какие нагрузки предполагаются для трубогиба этого типа, основание для него изготавливается из металла или прочной фанеры. П-образный держатель, на котором будут размещены центральный и прижимной ролики, делают из металла.
Относительно оси центрального ролика, надежно закрепленной на основании, такой держатель должен иметь возможность вращаться. С обратной стороны от центрального ролика на держатель крепится рукоятка, являющаяся рычагом, поэтому от ее длины напрямую зависит создаваемое усилие. Такой рычажный трубогиб позволяет выполнять операции с различным радиусом загиба труб.
Многие задаются вопросом о том, возможно ли изготовление своими руками трубогиба намоточного типа. Естественно, сначала желательно изучить чертеж или фото такого приспособления, на котором нет упора на основании. Основу конструкции трубогиба этого типа составляют два шкива, рамка с рычагом и прижимным роликом, надежное основание. Гибка при помощи такого устройства осуществляется за счет того, что трубу, помещенную в желобок неподвижного шкива и зажатую хомутом, оборачивают вокруг шаблона при помощи рычага и подвижного ролика.
Трубогиб для мягких труб на два разных радиуса сгиба
Для небольших и мягких изделий (алюминиевых или медных) пригоден самодельный трубогиб, позволяющий выполнять сгибание с двумя разными радиусами. Фото такого устройства несложно найти в Интернете. В этом трубогибе используется один прижимной ролик, а шаблон выполнен одновременно с двумя радиусами на одной пластине. Естественно, что для каждого варианта гибки ручка трубогиба должна переустанавливаться, для чего на его основании предусмотрены два отверстия.
Методы гибки
Есть два основных приема:
- Холодный – нагрев изделия предварительно не производится. Соответственно, уровень плавкости, гибкости невысокий значит нельзя провести процедуры со значительным изменением угла, только небольшие изгибы. Предварительно необходимо заполнить внутреннюю полость песком или солью, это улучшит результат минимизирует возможность раскола.
- Горячий – актуален для материалов с высокой жесткостью, прочностью, а также с заготовками, имеющими толстые стенки. Процедура проста – с помощью газовой горелки следует нагреть участок, который будет подвергаться металлообработке.
Источник
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.
При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.
Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов. Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко. Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.