Как самому изготовить трубогиб дома из подручных материалов идеи инструкция и описание
Содержание:
- Прокатный вариант трубогиба с наличием поворотной платформы
- Как сделать улитковый трубогиб?
- Какой вариант приспособления легко изготовить в домашних условиях выбираем лучшее
- Самые популярные варианты самодельных трубогибов
- Устройство и принцип работы ручного трубогиба
- Роликовый трубогиб
- Трубогибы с прижимным роликом
- Последовательность изготовления конструкции трубогиба
- Делаем электромеханический трубогиб
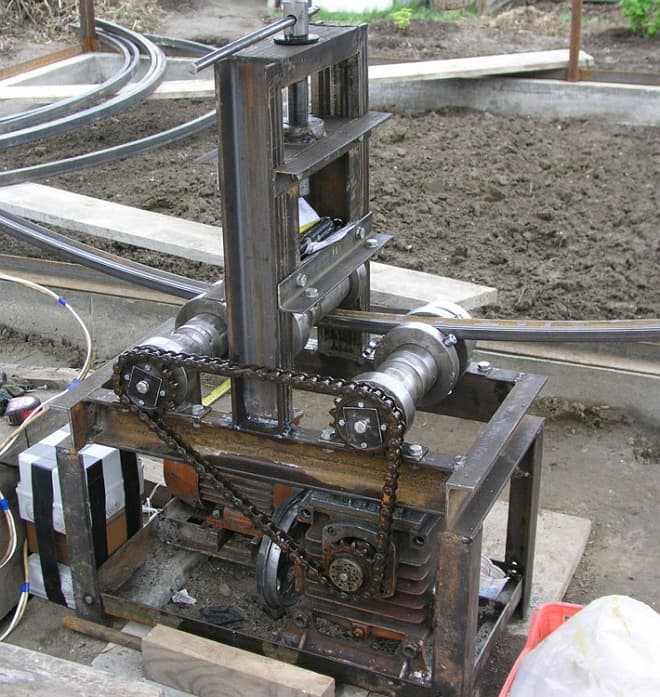
Прокатный вариант трубогиба с наличием поворотной платформы
Приспособление используется для профильных труб. Принцип действия такой конструкции состоит в следующем: поворотная платформа, приводящаяся в движение домкратом и через которую задается угол изгиба, с помощью шарнира соединена с основной станиной. Профиль протягивается в результате вращений рукоятки, которая присоединена к промежуточному валу станка для гибки.
Станок для гибки
Основание для ручного трубогиба и стойки изготавливаются из швеллеров с высотой стенок 125-200 мм. Обоймы для подшипников, основу вальцов, можно сделать из стальной трубы, причем, ее диаметр должен совпадать с диаметром подшипников.
Параметры изгиба можно регулировать двумя способами: с помощью поворотной платформы и с использованием вальцов, находящихся на краю.
С этой целью необходимо просверлить опорные пластины и швеллер, что обеспечит подвижность элементов станка для гибки.
Обе платформы такого устройства также изготавливаются из швеллеров. Для поднятия крайней платформы ручного трубогиба применяют обычный автомобильный или тракторный домкрат гидравлического типа.
Для приваривания вертикальной стойки из швеллера необходимо отступить от края одной стороны основания гидравлического трубогиба примерно 45-50 см. Для ее упрочнения желательно спарить два куска.
Используя строительный уровень, необходимо добиться строгой горизонтальности стационарной платформы самодельного станка для гибки, после чего сзади к ней приварить стойку. С помощью кусков профиля осуществить наращивание ограничителей на высоту, хотя бы равной или больше толщины профильных или круглых труб, которые будут поддаваться гибке.
Используя дверные петли, подсоединить основную станину ручного трубогиба с направляющей платформой. Смонтировать подшипники на краях движущейся и стационарной платформ, а также на ограничителях такого устройства, используя для этого сварку.
Для усиления всей конструкции гидравлического трубогиба необходимо воспользоваться уголками, которые приваривают в отдельных местах. На средний вал станка для гибки прикрепить рукоятку, а на крайние – установить подшипники.
Разместить снизу домкрат под направляющей платформой, с помощью болтов надежно закрепить на основании и самодельный трубогиб готов к работе.
Как сделать улитковый трубогиб?
Самостоятельное изготовление улиткового трубогиба может показаться сложным. В действительности, это устройство собрать не труднее, чем роликовый трубогиб. Процесс отличается только используемыми деталями и временем сборки.
Улитковый трубогиб позволяет выгибать профиль по всей длине сразу, а не только в одном месте. За это свойство он получил популярность среди монтажников.
Необходимые материалы и инструменты
Так как описываемый роликовый трубогиб не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, то предложенные материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм.
Для изготовления трубогиба понадобятся:
- Швеллер – 1 метр.
- Листовое железо.
- Три вала.
- Две звездочки.
- Металлическая цепь.
- Шесть подшипников.
- Металлическая 0,5-дюймовая труба для изготовления воротов – 2 метра.
- Втулка с внутренней резьбой.
- Прижимной винт.
Особенное внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звёздочки можно взять от старых велосипедов, но они должны быть абсолютно одинаковые по размерам

Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, ведь на них будут приходиться высокие нагрузки при работе
Перед выбором и покупкой всех материалов нужно нарисовать чертеж со схематичным изображением всех элементов конструкции, чтобы не докупать их в процессе изготовления трубогиба.
Процесс сборки улиткового трубогиба
Сборка любого оборудования начинается с составления чертежной схемы.
После этого можно приступать к основным рабочим процессам, которые продемонстрированы в фотоинструкции:
- Сварить основание инструмента из двух параллельно расположенных швеллеров. При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
- Одеть на валы подшипники и приварить две таких конструкции к основанию. Желательно ограничить валы металлическими планками или расположить их во внутренней полости швеллеров.
- Одеть звездочки и приварить их, предварительно натянув между ними цепь.
- Вырезать и приварить к основанию боковые направляющие прижимного механизма.
- Одеть подшипники на прижимной вал и собрать конструкцию пресса с боковыми ограничителями из планок или швеллеров.
- Сделать основание для втулки и приварить её к пластине. Вкрутить прижимной винт.
- Приварить к верхнему краю прижимного винта и к ведущему валу ворот из труб.
- Смазать подшипники машинным маслом.
Несколько полезных советов:
Галерея изображений
Фото из
Сваривание двух швеллеров между собой
Приваривание вала к основанию трубогиба
Одевание цепи на звездочки
Приваривание вертикальной направляющей планки
Сборка прижимного вала из швеллера
Приваривание резьбовой втулки к пластине
Вороты на винте и ведущем валике
Улитковый трубогиб в работе
После сборки трубогиба и его испытаний можно покрасить конструкцию антикоррозийной краской для лучшей сохранности сварочных швов. Чтобы повысить удобство работы, к направляющим дополнительно прикрепляется пружина для возврата пресса в верхнее положение.
Какой вариант приспособления легко изготовить в домашних условиях выбираем лучшее
Сделать домашний трубогиб не трудно, но для начала надо определиться с предпочитаемым вариантом. Самым трудным для реализации из представленных выше вариантов является станок намоточного типа. Сделать в домашних условиях его трудно, но реально, если уделить немного больше времени, чем на прочие варианты.
Выбирая арбалетный станок, необходимо знать о том, что их главным недостатком считается воздействие на материал только в одной точке. Такое воздействие на оснастку приводит к тому, что материал испытывает растяжение, поэтому не исключается образование разрыва стенок или уменьшение их толщины. Не рекомендуется применять арбалетные приспособления для изгибания толстостенных стальных материалов.
Вальцовочные или прокаточные приспособления лишены всех вышеуказанных недостатков, поэтому они пользуются популярностью среди мастеров, поставивших себе цель сделать трубогибочный станок для профильной или круглой трубы.
Если поставлена задача изготовления приспособления своими руками, необходимо для начала решить, какой радиус или угол изгиба необходимо получить. Прежде чем приступать к перегибанию стальных труб, следует разобраться с допустимыми радиусами, которые зависят от толщины стенок и диаметра. Ниже приведена таблица, в которой указаны допустимые радиусы изгиба, зависящие от толщины стенок и диаметра оснастки.
Если не соблюдать рекомендации из таблицы, то превышение нормы повлечет за собой нарушение целостности материала. Если надо согнуть трубу меньшего радиуса, чем указано в таблице, следует прибегнуть к применению горячего метода вальцевания, использующиеся в производственных условиях.
Это интересно! Есть также дорновые трубогибы, которые имеют сложное устройство, и не изготавливаются в домашних условиях. Если необходимо согнуть трубу по методу горячей прокатки, тогда ее можно реализовать в домашних условиях. Для этого используется обычный вальцовочный трубогиб, а также паяльная лампа или газовая горелка.
Самые популярные варианты самодельных трубогибов
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.

Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самодельный трубогиб с электроприводом, сделанный своими руками
Компьютерная модель трубогиба
Компьютерная модель трубогиба Чертеж прижимного винта
Чертежи валов
Чертежи валов Чертеж кольца
Комплектующие трубогиба
Комплектующие трубогиба Процесс сборки
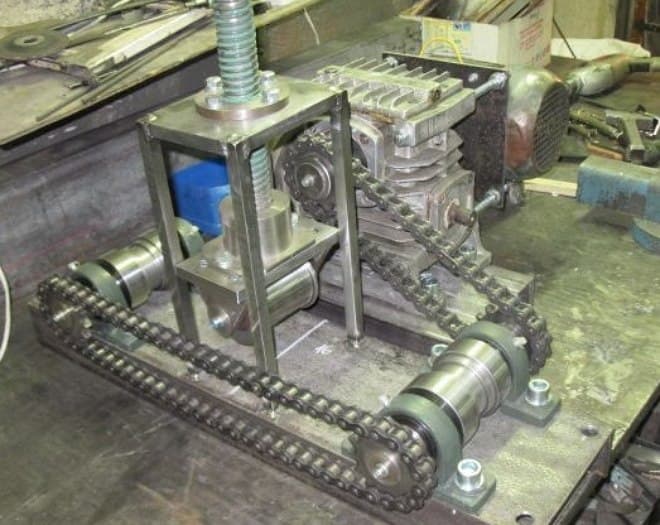
Привод от двигателя
Привод от двигателя Вид со стороны валов
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.

Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.

Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Устройство и принцип работы ручного трубогиба
Ручной трубогиб по конструкции и принципу работы достаточно прост, поэтому домашний умелец вполне может справиться с его изготовлением самостоятельно. Главными элементами в любом устройстве для гибки труб считается нажимная пластина. На нее с определенным усилием надавливает специальный механизм, и она передает усилие на обрабатываемую трубу.
Для выполнения гибки, гофру устанавливают между нажимной пластиной и несколькими валами, которые выполняют функцию стабилизаторов. Также с помощью валов можно корректировать радиус изгиба, поскольку их положение регулируется.
Так, для изгиба трубы по малому радиусу, валы располагают достаточно близко друг к другу, а если необходимо увеличить радиус, то их переносят подальше друг от друга.

Главными элементами в трубогибах являются валы в форме полумесяца
Для изгиба круглой трубы на трубогибы устанавливаются валы в форме полумесяца.
Ручное устройство
Самодельный ручной трубогиб, с помощью которого осуществляется гибка круглых труб, представляет собой два проточенных шкива, один из которых фиксируется неподвижно, а второй вращается вокруг первого на расстоянии диаметра обрабатываемой трубы. Принцип его работы прост: между двумя шкивами закладывают трубу и путем вращения подвижного шкива изгибают круглую трубу до нужного угла.
Ручной трубогиб в руках умелого хозяина может понадобиться в любой момент, потому подходить к его изготовлению стоит основательно, так, чтобы им можно было изгибать трубы различного диаметра.
Для такой конструкции потребуется два тройных шкива вместо одинарных: одна пара будет использоваться для гибки труб 1/2″, другая – для трубы 3/4″, и одна для дюймовых труб.
На рынке вряд ли удастся купить такие приспособления, поэтому заказать их нужно будет в токарной мастерской. На торцах валов делается выточка, которая по размерам совпадает с половинным диаметром гофры.

Ручной трубогиб состоящий из двух шкивов, один из которых закреплен неподвижно
Еще один важный момент, который нужно учесть при изготовлении валов – стационарный шкив по размеру должен быть минимальным, поскольку от этого зависит минимально возможный радиус изгиба изделия. Оптимальный размер подвижного вала превышает в два раза диаметр стационарного.
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.

Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик
Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.
Чертеж трубогиба
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Трубогибы с прижимным роликом
Более сложным по конструкции является ручной трубогиб, в котором используется прижимной ролик. Для изготовления такого приспособления можно использовать как дерево, так и металл.
Для труб из мягких материалов (к примеру, медных) оптимальным вариантом являются ролики из древесины, так как они не вызывают деформации металла. Такие ролики совсем несложно изготовить в домашних условиях, если использовать фото или чертежи подобных приспособлений, в большом количестве размещенных в Интернете. В качестве материала изготовления можно использовать толстые доски или несколько слоев фанеры.

Чертеж трубогиба с прижимным роликом
Самодельный трубогиб подобной конструкции, основу которого составляют ролики – подвижный (прижимной) и неподвижный, – позволяет выполнять сгибание труб круглого сечения, отличающихся даже значительным диаметром.
Для того чтобы понять, что такое устройство отличается простотой конструкции и применения, достаточно взглянуть на его фото или чертеж. В зависимости от того, какие нагрузки предполагаются для трубогиба этого типа, основание для него изготавливается из металла или прочной фанеры. П-образный держатель, на котором будут размещены центральный и прижимной ролики, делают из металла.
Относительно оси центрального ролика, надежно закрепленной на основании, такой держатель должен иметь возможность вращаться. С обратной стороны от центрального ролика на держатель крепится рукоятка, являющаяся рычагом, поэтому от ее длины напрямую зависит создаваемое усилие. Такой рычажный трубогиб позволяет выполнять операции с различным радиусом загиба труб.
Многие задаются вопросом о том, возможно ли изготовление своими руками трубогиба намоточного типа. Естественно, сначала желательно изучить чертеж или фото такого приспособления, на котором нет упора на основании. Основу конструкции трубогиба этого типа составляют два шкива, рамка с рычагом и прижимным роликом, надежное основание. Гибка при помощи такого устройства осуществляется за счет того, что трубу, помещенную в желобок неподвижного шкива и зажатую хомутом, оборачивают вокруг шаблона при помощи рычага и подвижного ролика.
Трубогиб для мягких труб на два разных радиуса сгиба
Для небольших и мягких изделий (алюминиевых или медных) пригоден самодельный трубогиб, позволяющий выполнять сгибание с двумя разными радиусами. Фото такого устройства несложно найти в Интернете. В этом трубогибе используется один прижимной ролик, а шаблон выполнен одновременно с двумя радиусами на одной пластине. Естественно, что для каждого варианта гибки ручка трубогиба должна переустанавливаться, для чего на его основании предусмотрены два отверстия.
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.

После изготовления трубогиба, необходимо провести его испытание
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.

Для тонкостенных труб можно изготовить деревянный трубогиб
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.

Ручной трубогиб имеет массу преимуществ, однако им нельзя согнуть трубы большого диаметра
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
Как сделать трубогиб без сварки и токарки. Размеры, чертежи, нюансы The pipe bender
 Watch this video on YouTube
Watch this video on YouTube
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
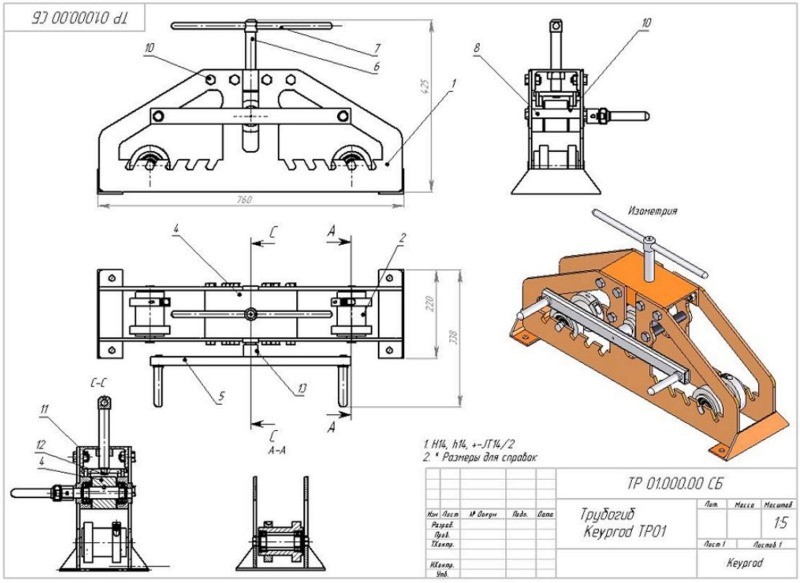
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
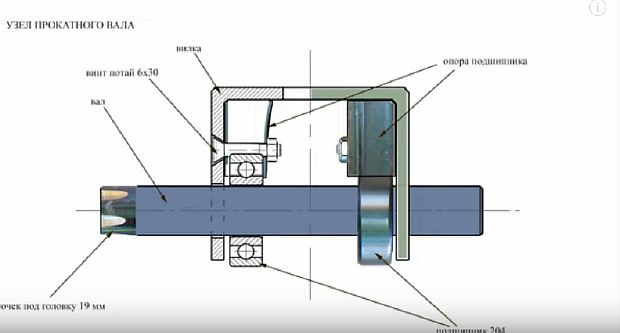 Схема прокатного станка
Схема прокатного станка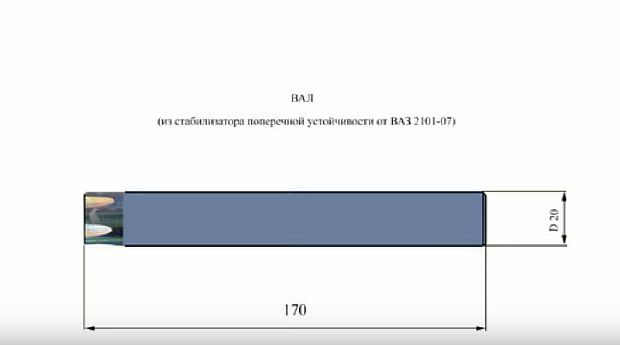 Схема вала
Схема вала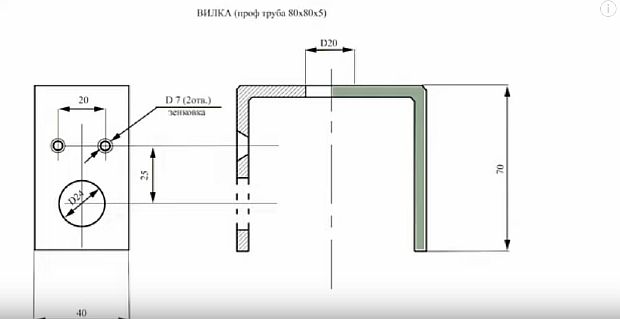 Чертёж вилки
Чертёж вилки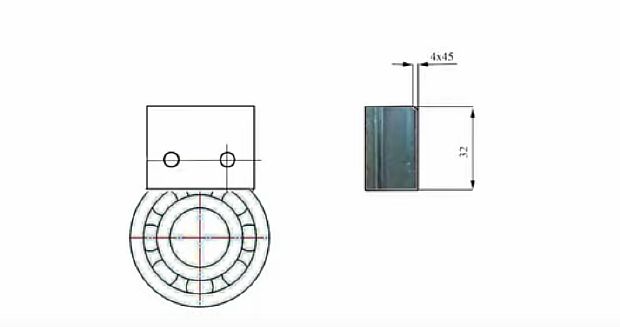 Опоры для подшипников
Опоры для подшипников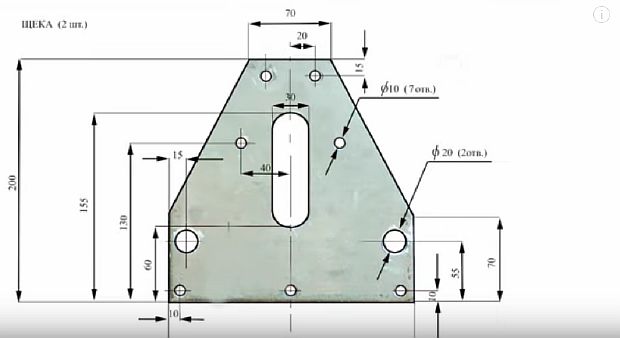 Чертёж щеки
Чертёж щеки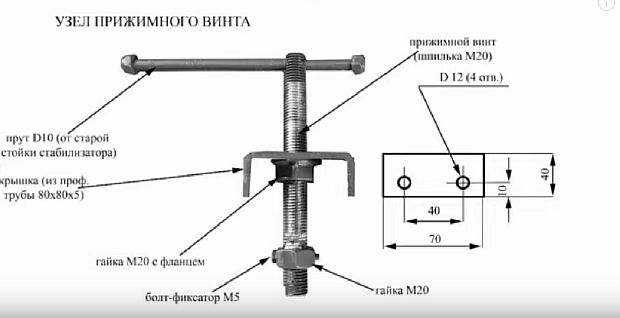 Схема прижимного винта
Схема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
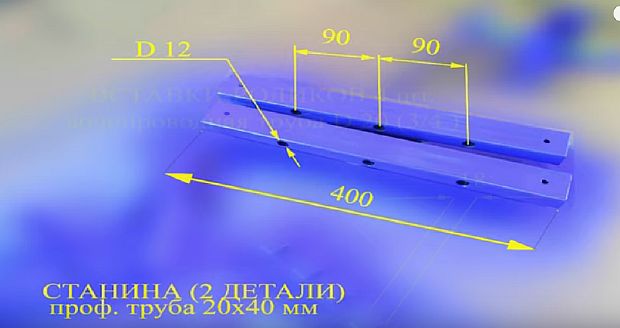 Детали для станины
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
 Вырезаем боковины
Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
 Делаем проточки на стабилизаторе
Делаем проточки на стабилизаторе Одеваем подшипник
Одеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
 Привариваем гайку
Привариваем гайку Вставляем винт
Вставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
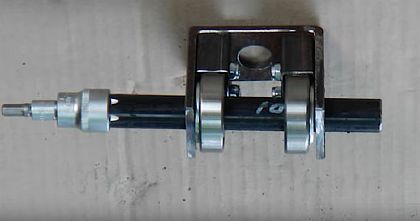 Собираем прижимной вал
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
 Вставляем шпильки-ролики
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
 Устанавливаем профильное основание
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
 Размещаем прижимной вал
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
 Прикручиваем прижимной винт
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
 Одеваем стенку
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.

















