Порядок заточки сверл в домашних условиях
Содержание:
- Технологическая последовательность заточки
- Технология
- Сверло для квадратных отверстий
- Что представляет собой победит?
- Заточка сверла
- Полезные советы по сверлению нержавейки
- Как понять, что сверло затупилось
- Прямая заточка с центральным выступом
- Виды заточки
- Приспособления для заточки
- Выполнение работ
- Немного о ремонте сверл по бетону
Технологическая последовательность заточки

подготовить защитную амуницию
Помимо этого нужно знать, каким способом точить разные свёрла. Это можно определить по форме, придаваемой режущим граням устройства. На сегодня специалистами рассматривается одноплоскостная, двухплоскостная, коническая, цилиндрическая и винтовая методика заточки инструмента.
Для определения качества заточки сверла необходимо скрупулёзно обсмотреть его после окончания работ. Основными факторами, которые свидетельствуют о том, что инструмент стал острым, являются следующие:
- режущий край сверла по завершении заточки должен оставаться симметричным по отношению к своей оси;
- смежные режущие кромки должны оставаться одинаковыми по длине относительно центральной оси;
- также одинаковыми должны оставаться и параметры наклона угла заострённых краёв.
Заточка сверла должна начинаться с задней поверхности инструмента и продолжаться в соответствии с определённой последовательностью.
Задний край режущей кромки максимально плотно притискивается к точильной поверхности
Очень важно всё время поддерживать первоначально установленный угол.
Не имея никаких навыков, процедура может не получиться с первого раза. Поэтому нужно быть готовым сделать несколько попыток.
После каждой попытки важно внимательно осмотреть форму сверла.
Работа должна продолжаться до момента, когда задней поверхности инструмента будет придана правильная конусообразная форма.
Только после того, как будет получена необходимая форма, можно переходить к заточке режущей поверхности. При проведении работ необходимо контролировать, чтобы заточка каждого пера была одинаковой
Большую важность имеет соблюдение правильного угла заточки
В случае с одноплоскостным методом заточки задняя поверхность обрабатывается в одной плоскости при точном соблюдении угла в пределах 28–30 градусов. Такой метод считается одним из самых простых и используется для инструмента с сечением менее 3 мм. Однако для полного осознания процесса целесообразно ознакомиться с видео о том, как правильно выполнить заточку сверла.
При выполнении работы таким методом сверло прижимается под установленным углом к поверхности точильного круга. В процессе заточки инструмент перемещают не переворачивая. Зачастую это может привести к тому, что режущая кромка может раскрошиться, особенно если для изготовления сверла использовался низкокачественный металл.
Чтобы заточить режущий край инструмента с большим сечением используют коническую заточку. Такой вариант сложнее рассмотренных ранее и поэтому нужно ознакомиться с видео, после чего придерживаться определённых этапов работ.
- В левую руку берут рабочую часть инструмента, а в правую хвостовой конец. Рабочая часть должна удерживаться в максимальной близости к заборному конусу.
- Не изменяя положения, сверло прижимают режущей частью и задней поверхностью к торцевой части точильного круга.
- Правой рукой, в которой удерживается хвостовой край инструмента, выполняют покачивающие движения таким образом, чтобы образовывалась конусная форма со стороны задней грани.
- После того как будет заточено одно перо, переходят ко второму, в точности повторяя весь процесс.
- Важным нюансом такой процедуры является то, что сверло нельзя отрывать от поверхности точильного круга.
Существует ещё один метод конической заточки. Для этого сверло также берут в левую руку со стороны режущей кромки, а правой за обратный конец. Но к точильному кругу прижимают только рабочую часть инструмента. Плавными движениями без отрыва от точила сверло проворачивают вокруг оси, тем самым равномерно затачивая заднюю поверхность инструмента.
Технология
Чтобы качественно подточить сверло, нужны определённые приспособления. Будет ли это маленькое или большое сверло, значения не имеет – технология едина: основную работу выполняют режущие грани на конце, а боковые спиральные кромки выравнивают просверливаемое отверстие, отводя стружку в спиральные каналы.
Простейший способ заточить сверло – втулка, её внутренний диаметр равен по диаметру сечению самого сверла. Втулку закреплают жёстко под нужным углом. Она выбирается следующим образом – сверло должно чётко и с усилием входить в шаблон, не отклоняясь ни на градус. Если сверло отклонится, режущие края восстановятся неточно, и в итоге оно будет «гулять» при работе. Втулка может комплектоваться трубками из цветмета, внутренний диаметр которых равен наиболее часто встречающимся значениям диаметра изделия.

В состав шаблона входит подручное средство, облегчающее подачу сверла к точильному кругу для заточки и не позволяющее изделию сместиться в обратном направлении. Чем твёрже порода дерева, из которого выполнен брусок, тем точнее выставляется угол: так, мастер использует для подачи сверла дубовый брусок, при этом раскачка сверла в нём при заточке, его шатание исключено. Станок – например, всё то же точило – может быть самодельным: главное, чтобы точильный камень не был расцентрован, не вибрировал при работе.

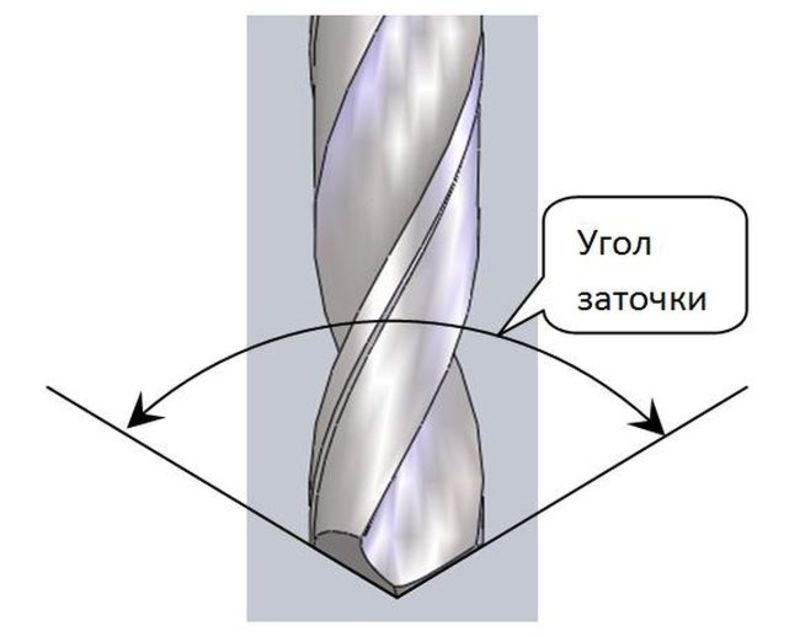
Правильный угол
Величина угла определяется сортом стали или другого металла (либо сплава), в котором сверлятся отверстия. Чем меньше твёрдость металла или сплава, тем больше угол заточки. Так, для стали, чугуна и бронзы, заготовки из которых нужно сверлить, угол заточки достигает 120°, для пластика и мягких щелочных металлов типа магния – 85°.


Дерево любой породы требует 130°. Нержавеющей стали достаточно 115°. Дело в том, что легко поддающийся металл образует за короткое время больше стружки, возникает излишнее трение, остриё сверла разогревается сильнее и быстрее. А излишнее тепло притупляет его – даже закалённая сталь, из которой изготовлен бур, отпускается при нагреве. Сталь изделия теряет твёрдость и начинает скорее тупиться.

Доводка
Довести восстанавливаемый бур в домашних условиях можно на особых стачивающих кругах, комбинирующих грубую шлифовку быстрорежущей стали с мелкозернистой. Эти круги содержат сравнительно мягкий наполнитель, ликвидирующий грубые царапины, насечки и выбоины, образующиеся при работе. Их ликвидируют, не меняя очертания режущих кромок. Эти диски ставятся на болгарку или дрель, а сверло зажимается на отдельном фиксаторе или в тисках. Если обработка с помощью кругов оказалась грубоватой, само изделие дошлифовывают при помощи вращающегося наждачного круга.

Проверка
Скорая проверка правильной заточки достигается посредством особого шаблона, замеряющего длину режущих граней, местоположение верхушки, угол скоса отводящих каналов на сверле и величину угла продольной кромки.

Подточка
Если у мастера затупилось 10-миллиметровое сверло, то изделие подтачивается со стороны передней кромки. Задача – повысить угол прорезывающей грани и снизить скос переднего острия, сужение поперечной кромки.
Это предотвращает ускоренный слом мельчайших крупинок стали с острия, а значит, и продлевает срок службы бура, даёт возможность сверлить быстрее и больше. Изделие дополнительно шлифуется под небольшой задний угол, что уменьшает силу трения в прорезываемых отверстиях.


Сверло для квадратных отверстий

Проблем с образованием круглых отверстий в металле, как правило, не возникает. Сегодня в продаже можно встретить просто огромное количество сверл, некоторые могут применяться для образования квадрата или прямоугольника. Для решения подобной задачи также используются специальные приспособления.
Сверло для квадратных отверстий
Cверло или фреза
Часто квадратные отверстия получают при применении фрез. Подобный инструмент получил крайне широкое распространение, однако в некоторых случаях квадратные отверстия в металле проще получить при использовании сверл. Примером назовем следующие моменты:
- Работа проводится редко, поэтому нужно снизить затраты на приобретении специального инструмента. Фрезы обходятся намного дороже.
- Небольшая площадь обработки. Геометрическая форма распространенных фрез определяет ограничения по их минимальному размеру.
- Нужно получить сквозное отверстие в металле с большой толщиной.
Кроме этого, фрезы устанавливаются в станках, которые обходятся дорого, но и для сверления обычное оборудование не подойдет. Это связано с тем, что сверло должно передвигаться по определенной траектории.
Устройство и принцип работы

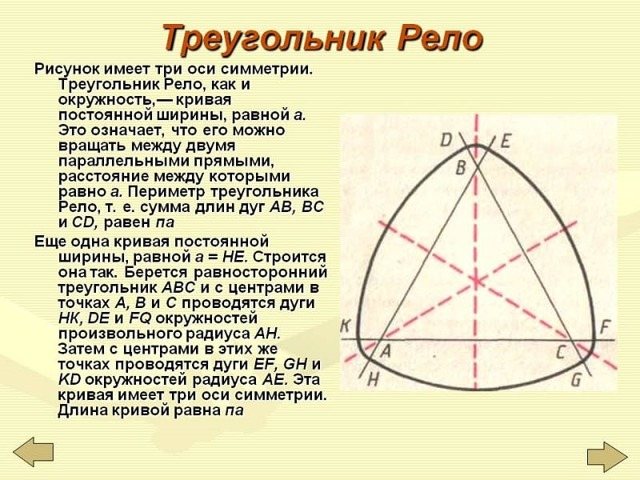
Сверло для квадратных отверстий Уаттса создано на основе формы треугольника Рело. Среди особенностей можно отметить:
- Рабочая часть сверла образуются при формировании области пересечения трех равных кругов особой формы.
- Если расположить у треугольников рабочей части сверла несколько параллельных опорных прямых, то расстояние между ними будет одинаковым.
- Во время работы ось сверла должна перемещаться по определенной траектории, за счет чего и получается квадрат или прямоугольник.
Стоит учитывать, что получаемый прямоугольник или квадрат имеет немного закругленные углы. Устройства для сверления квадратных отверстий Уаттса не должно ограничивать передвижение патрона со сверлом, иначе получить рассматриваемую форму не получится. Принципы действия и конструкция рекомендуемого оборудования позволяют создать его своими руками при использовании подручных материалов.
Альтернативные способы получения квадратных отверстий
Получение радиусных дуг приводит к существенному снижению качества получаемого изделия. Именно поэтому часто рассматривается возможность использования других методов получения квадратного отверстия:
- Лазерные установки сегодня получили широкое распространение. Они могут применяться для обработки по заданной траектории, при фокусировании луча происходит нагрев металла, за счет чего образуется требуемая поверхность.
- Метод штамповки применяется на протяжении длительного периода. Он предусматривает использование специального оборудования, которое способно оказывать высокое давление на листовые и другие заготовки. Недостаток метода заключается в высокой стоимости оборудования, а также в возможности получения только неглубоких выемок.
- При применении газовой сварки также можно образовать прямоугольную форму. Однако подобная технология характеризуется невысокой практичностью в применении, получаемые изделия низкокачественные.
В продаже встречаются специальные комплекты пробойников, которые также могут применяться в рассматриваемом случае. Комплект представлен сочетанием следующих элементов:
- Втулка для направления пробойника.
- Специальный держатель.
- Кольцевой ограничитель хода.
- Матрица.
Для того чтобы оказать высокую нагрузку на рабочий инструмент применяется гидравлический домкрат. Подобная технология характеризуется тем, что получаемая фигура имеет чистые и ровные грани, то есть дополнительная механическая обработка для повышения качества поверхностей не требуется.
Что представляет собой победит?
Разработкой особо твердых металлических сплавов для изготовления режущего инструмента инженеры занимались с момента начала развития механической обработки металла в промышленных масштабах. И к двадцатым годам прошлого столетия зарубежные и отечественные ученые смогли найти оптимальный состав сплава, который бы удовлетворял заявленным потребностям. Данный сплав получил наименование победита. Победитом называют целый ряд металлических сплавов с повышенной твердостью, прочностью и износоустойчивостью.
В составе победита основным материалом является карбид вольфрама. Его содержание находится в пределах 90 %. Остальными важными компонентами являются кобальт и ограниченное количество углерода. В некоторых вариантах в последнее время дорогостоящий вольфрам заменяют титаном, но в случае замены сплав незначительно ухудшает свои важные характеристики. Также иногда кобальт могут заменять никелем. Победит является жаропрочным материалом. Температура его плавления составляет 3150 ˚С. Терять свои свойства и становиться мягким он начинает только при 1200 ˚С. Получают победит в основном методами порошковой металлургии.
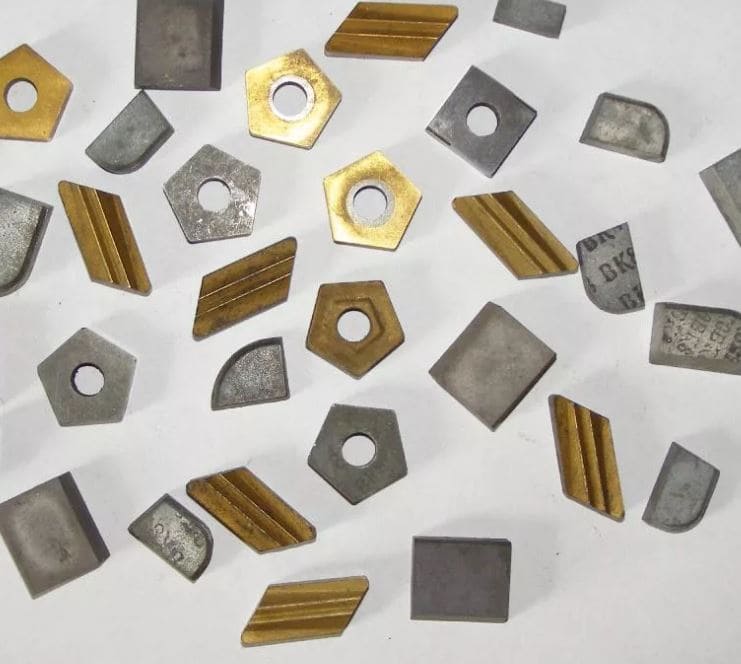 Различные победитовые напайки
Различные победитовые напайки
К победиту относят такие марки твердых сплавов как ВК4, ВК10, Т15К6, В8, В6 и множество других новых сплавов.
Недостатками данного материала можно назвать высокую хрупкость и низкие показатели ударопрочности, а также относительно высокую стоимость. Поэтому металлорежущий инструмент не выполняют полностью из победита, а изготавливают из него лишь некоторые части сверл или напыляют на поверхность. Победитовое сверло имеет режущую кромку, изготовленную из победита, а поэтому отличается высокими показателями прочности и твердости.
Заточка сверла
Первая задача – сделать задние поверхности ровными и с одинаковым наклоном. Чтобы правильно ориентировать сверло при заточке, на подручнике абразивного круга нанесите маркером черту под углом к рабочей поверхности круга, соответствующим углу между режущей кромкой и осью сверла (половина угла при вершине). В домашних условиях обычно упрощают задачу и располагают сверло под углом 60°.
Сверло опирается на указательный палец (или на пальцы, при большом диаметре) опирающийся на подручник. Сверло следует расположить боковой стороной параллельно нанесенной контрольной линии. Сверху прижмите его большим пальцем той же руки. Вторая рука держит хвостовик и управляет перемещением сверла во всех плоскостях, фиксирует его в нужном положении. Степень прижима сверла к кругу регулируют обе руки. Не следует сильно сжимать и напрягать пальцы. Держать сверло требуется горизонтально, допускается опускание хвостовика ниже режущей части, но ни в коем случае не наоборот.
Режущая кромка должна встать горизонтально и важно сохранять такое положение в течение заточки задней поверхности. Сверло аккуратно подводится к работающему точилу, касается его с легким нажимом, затем хвостовик следует плавно опустить вниз, не ослабляя нажима
Затем сверло немного отводится назад. Операция может выполняться несколько раз, в зависимости от степени износа рабочей части.
Далее сверло разворачивается вокруг продольной оси на 180 градусов, и операция заточки повторяется для второй задней поверхности
Важно постараться не изменить первоначального положения рук и расположить кромку горизонтально, создать аналогичное первому усилие прижима. Если вторую кромку требуется сточить сильнее, чем первую, операция ее заточки повторяется большее число раз
Следом выполняется проверка обточенных поверхностей. Ее можно сделать на глаз – режущая кромка должна быть выше всех остальных поверхностей, а задние поверхности должны иметь одинаковую форму и размер. Сверло осматривается на просвет, чтобы отблески на металле не мешали, отгородите его рукой от источника света.
Результат заточки можно проверить шаблоном, прикладывая его поочередно к задним поверхностям вертикально расположенного сверла. Если заметны расхождения, следует подкорректировать на точиле менее сточенную заднюю поверхность. Длина рабочих кромок проверяется штангенциркулем – замеряется расстояние от перемычки до места перехода режущей кромки в ленточку. При расхождении параметров подтачивается более короткая кромка.
Чтобы сверло при заточке было максимально точно ориентировано под заданным углом, в качестве направляющего элемента удобно использовать обрезок стального или алюминиевого уголка с полкой 30 — 40 мм. Обрезок уголка длиной около 70 мм при помощи небольшой струбцины крепится к подручнику таким образом, чтобы сверло, прижатое к нему боковой частью, режущей кромкой попадало точно на рабочую часть абразивного круга. Прилегание боковой части к направляющей следует поддерживать в течение всего цикла заточки.
В процессе заточки сверло следует охлаждать в емкости с водой или машинным маслом – перегретый металл хуже обрабатывается и может повредиться.
Если результат заточки вас удовлетворил, желательно выполнить доводку рабочих кромок на круге из карбида кремния, придать им гладкость, что увеличивает рабочий ресурс сверла.
Видео по теме «как правильно затачивать сверла по металлу»:
Полезные советы по сверлению нержавейки
Из нержавеющей стали изготавливают много разных деталей и изделий. Этот металл востребован благодаря своей стойкости к коррозии. Во время обработки бывает нужно сделать отверстие в нем подручными средствами. Дело в том, что от обычной стали сплав отличается повышенной вязкостью, а это чревато быстрым выходом из строя режущего инструмента в связи с перегревом. И здесь возникает вопрос, как просверлить нержавейку в домашних условиях. Видеоуроки на эту тему помогут только в том случае, если знать тонкости проведения таких операций. Не каждый может позволить себе специализированный станок, позволяющий легко проводить обработку сплава. В условиях домашней мастерской чаще можно рассчитывать на обычную дрель и такие же сверла. Поэтому умельцы имеют целый арсенал хитростей, помогающих эффективно просверлить нержавейку.

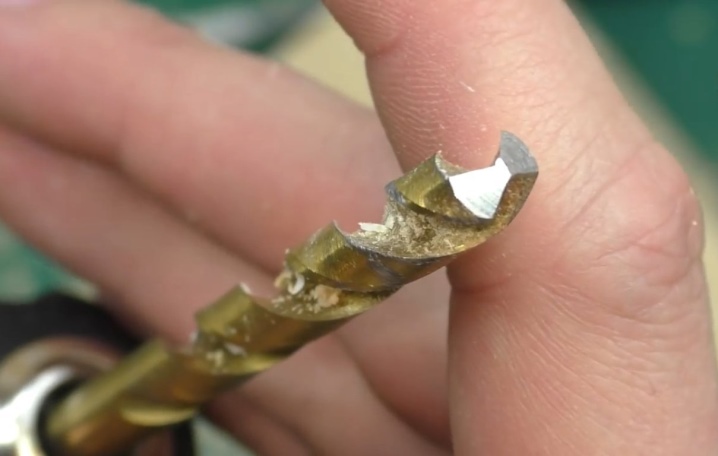
Как понять, что сверло затупилось
Не стоит доводить инструмент до сильного затупления, т.к. затупившееся сверло быстрее нагревается, излишний нагрев может привести к его поломке. При поломке инструмента извлечь оставшиеся в отверстии части не всегда получается, что приводит к порче детали. К тому же осколки разлетаются в разные стороны и могут травмировать работника.
Признаки износа режущих кромок:
- быстрый нагрев сверла;
- появление скрипящего звука во время сверления;
- увеличивается время работы;
- на ощупь режущая кромка становится гладкой, округлой;
- появление заусенцев, сколов, неровностей на режущих поверхностях;
- степень износа хорошо видно, если смотреть через увеличительное стекло.
Прямая заточка с центральным выступом
Обычно она характерна для сверл по дереву, но применяется также и в сверлах, предназначенных для сверления тонкого листового металла (они обычно называются сверлами для высверливания точек контактной сварки). По сравнению со сверлами с остальными показанными выше типами заточки, это сверло снижает количество заусенцев при сквозном сверлении и дает возможность сверлить цилиндрические отверстия с относительно ровным дном. Сверло по металлу (из быстрорежущей стали) с такой заточкой выпускаются в ограниченном диапазоне размеров.
Кроме всего прочего, при заточке режущих кромок важно выдержать надлежащий задний угол. Естественно, что это делается при фабричной первоначальной заточке сверла и вспоминать о заднем угле сверла потребителю приходится только при его переточке.. Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму
Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму. Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
Само устройство показано на рисунке ниже. Это приспособление позволяет изменять угол наклона сверла относительно плоскости абразивного круга поворотом станка вокруг оси А. На этом рисунке показана схема заточки сверла с углом при вершине в 116 — 118°. Изменяя угол В (на рисунке он равен 45°), можно задавать различные углы заточки. Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Также следует особо отметить, что заточка должна быть симметричной. Ось вращения сверла всегда проходит через выступающую вперед точку пересечения режущих кромок и при несимметричной заточке увеличивается диаметр отверстия, растут вибрации и возможна поломка сверла. По этой причине при заточке сверла диаметром от 6 — 10 мм и ниже желательно контролировать симметричность заточки с помощью лупы.
Размерными параметрами спирального сверла являются диаметр и длина. Диаметры спиральных сверл общего назначения с цилиндрическим хвостовиком стандартизированы и укладываются в ряд 0,3 мм — 20,0 мм с шагом 0,05 — 0,1 мм.
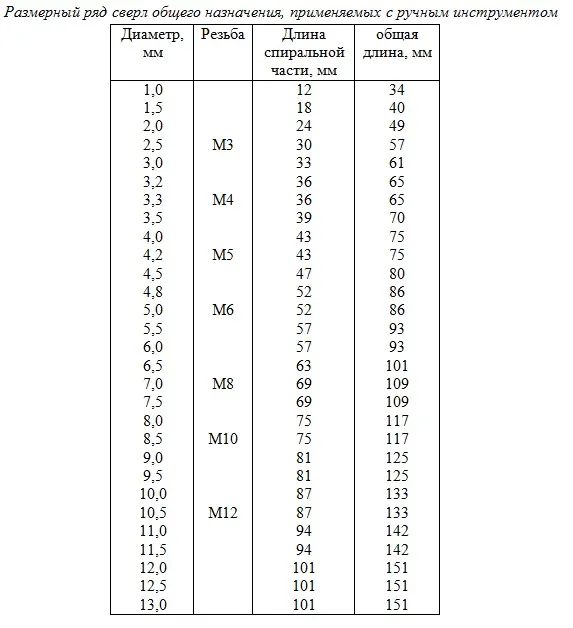
Сверла каждого типоразмера имеют определенную длину рабочей (калибровочной) части. Одним из требований к сверлам является возможность их переточки. В силу этого, к минимальной рабочей длине сверла, определяемой возможностью эффективного отвода стружки, прибавляется запас на переточку сверла. В общем случае, сверла могут перетачиваться на длине 3/4 от первоначальной длины рабочей части. Есть и более простое правило: если длина канавки для отвода стружки менее 10 мм, сверло переточке не подлежит.
В заключение можно упомянуть про сверла с левым вращением. Они требуют применения реверсивных дрелей и нужны только в достаточно редких ситуациях, например для засверливания обломанного крепежа перед его удалением.
Виды заточки
Существует несколько способов заточки, которые проводятся с помощью разных приспособлений. Они обозначаются разными буквами. К ним относятся:
- Н — нормальная. На рабочей части изготавливается две режущие кромки, одна поперечная. Допускается точение инструментов диаметром до 12 мм.
- НП — производится подрезка поперечной кромки. Благодаря этому снижаются нагрузка, передаваема\ на рабочую часть при сверлении.
- НПЛ — проводится подточка ленточки с кромкой. Формируется задний угол на рабочей части.
- ДП — представляет собой двойное точение. Дополнительно обрабатывается поперечная кромка.
- ДПЛ — создаётся 4 режущих кромки, подтачивается кромка.
Точение проводится на специализированном оборудовании или вручную. Об этих методах необходимо поговорить отдельно.
Ручной способ заточки
Оснастку для инструментов можно затачивать вручную, без применения специализированных станков. Однако для этого нужно уметь пользоваться ручными приспособлениями, выставлять углы точения. Используемые инструменты:
- Болгарка — применяется, если не требуется подбирать точный угол режущей части.
- Специальная точильная насадка для дрели.
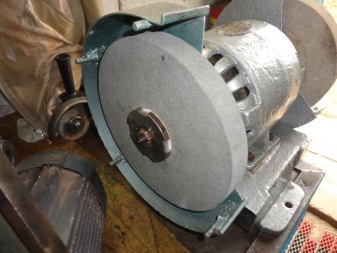
- Просто шлифовальный круг на асинхронном двигателе.
 Заточка сверла по металлу болгаркой
Заточка сверла по металлу болгаркой
Заточка на специальном оборудовании
Мастерские используют специальные станки для заточки сверл. Это высокоточное оборудование, позволяющее изготавливать любые углы режущей кромки. Для этого достаточно закрепить оснастку с помощью специальных зажимов, выставить угломер, настроить станок, запустить двигатель. Заточка сверла на специализированном оборудовании занимает меньше времени.
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения
Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.
Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.
Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Угол заточки сверла по металлу
Например, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам; красная медь – 125; алюминий -140; пластмассы – 90-100; хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.
В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 — 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
Выполнение работ
Начнем с того, что при заточке сверл особое внимание обращаем на симметрию. В противном случае, возможно биение и неравномерный износ инструмента, а то и поломка
Хотя, если сравнивать со сверлом по металлу, то для победитового бура такой перфекционизм менее важен — легкие огрехи заточки довольно быстро нивелируются сами собой в процессе работы. Но все же стремиться к точности следует.
Второе отличие заточки сверла по бетону от того, что предназначено для металла — у последнего задняя кромка слегка закруглена, она как бы меняет угол за режущей гранью. У сверла по бетону этого не требуется — задняя кромка образует ровную плоскость.
И у перфораторного бура, и у сверла, предназначенного для работы с дрелью, угол при вершине должен быть порядка 110–130 градусов. То есть, это тот угол, который образуют собой две режущих грани при схождении у острия.
Особой точности в определении углов не требуется. Достаточно приближенных значений, «на глазок». Если глазомер слабоват, что особенно сказывается при заточке небольших по диаметру буров, то можно изготовить шаблон из пары гаек, как указано на видео.
https://youtube.com/watch?v=MsdIvChNA1k
У сверла, как уже говорилось, точат только заднюю грань. Угол ее заточки — примерно 60 градусов к оси. При этом плоскость должна быть равномерной. Это хорошо оценить по отблеску — неравномерный на рабочей плоскости победита говорит о том, что плоскостей вышло несколько. Тогда нужно подправить, пока не выйдет одна. Чтобы такого не получалось, достаточно фиксировать сверло, равномерно прижимая его к камню, и не пытаться закрутить. То есть, перемещаем сверло относительно камня влево-вправо для равномерного износа камня, но не меняем угол сверла относительно камня и подручника.
Важный момент! У победитовых сверл бывает так, что передняя кромка закрыта припоем. Тогда требуется подточить и ее. Просто снимаем лишний металл по оси инструмента, открывая победит
Тут важно не перестараться, иначе можно ослабить крепление пластины к стальной основе
Бур для перфоратора, в принципе, точится точно так же. Только еще добавляется и передняя кромка, ей придают угол в два раза меньший — 30 градусов по отношению к оси бура. Обычно точат одну переднюю кромку, потом бур разворачивают на 180 градусов и правят вторую. Следующими затачивают задние кромки — точно так же, поочередно. Если бур не затачивается с нуля, а только правится, стоит добиваться того, чтобы все следы износа с головки бура оказались убраны. Только тогда он станет нормально сверлить.
Также обращаем внимание на вершину сверла — место, где встречаются обе передние и задние кромки. Между рабочими кромками должна остаться перемычка (там, где сходятся задние грани)
Чем она меньше, тем точнее и быстрее будет сверлить бур, но тем и быстрее происходит износ. Меняя размеры передних и задних кромок, можно добиться того, что эта перемычка вообще исчезнет — такое сверло пригодится для сверления без удара керамической плитки. Но для бетона перемычку все же лучше оставить (0,4–5 мм, в зависимости от диаметра).
Можно заточить бур и немного иначе — с самоцентрирующейся вершинкой, т. н. «острая» или «ступенчатая» заточка. Суть ее в том, что на вершине бура образуется шип, который центрирует бур и позволяет более точно выдерживать направление при сверлении без удара. Суть метода можно посмотреть на этих видеороликах.
https://youtube.com/watch?v=2IfuWWQ1skI
https://youtube.com/watch?v=srJlA8zWrV4
Отрабатывая навык заточки сверл и буров не стесняйтесь изготавливать полезные простые приспособления по совету мастеров. Как правило, особых затрат такие изделия не требуют, а вот качество работы повышают значительно. Кроме того, они упрощают приобретение полезных навыков, и позднее можно будет обходиться без них. Но до тех пор, пока рука не набита, а глазомер не выработан, подобная оснастка избавит от массы неприятных моментов.
Немного о ремонте сверл по бетону
Перечисленные способы заточки сверл можно отнести и к сверлам по дереву и по металлу. Но победитовые сверла тоже запросто могут прийти в негодность. Признаки негодности победитового сверла те же, что у металлического – оно начинает свистит, сверлит хуже, дико нагревается, возникает ужасный свистящий звук. Принципы заточки победитового сверла такие же, как для сверл по металлу, но есть свои особенности, которые надо рассмотреть.
Начинается всё с измерения высоты режущей поверхности сверла. Затачивайте сверло, только когда по высоте оно не менее 8-10 мм. При меньшей высоте рабочей части, получить хороший результат не выйдет – приобретите новый инструмент. Для выполнения следующего действия купить диск с алмазным абразивом. При этом, специальный наконечник победитового сверла не выдерживает критических больших температур. Чтобы не испортить сверло – правьте его на небольших оборотах.

При затачивании победитового инструмента по правилам, сначала выведите боковые кромки режущего инструмента. Они прежде всего стираются, когда работаешь по бетону. Учтите, что напайки надо править под девяносто градусов. Во-вторых, принимайтесь за задние грани, вплоть до напайки. В случае, если напайка уже сносилась до стали, то необходимо подтачивать фронтальную часть сверла.
При заточке сверла из победита, дабы не перегреть инструмент – охлаждайте его водой иди машинным маслом.
В заточке сверл из победита важно соблюдать симметрию кромок. Важно, чтобы режущие стороны были одинакового размера
При смещении центра оси может снизиться эффективность сверла, не говоря уже о том, что отверстия будут рваными. Важно помнить: острота угла при вершине тем больше, чем тверже материал наконечника. Рекомендованный угол заточки для напаек из победита – 170 градусов.
Для работы со сверлами нужно уметь обрабатывать перемычку. На шлифовальном станке нужного уровня обработки добиться сложно. Поэтому делать это нужно следующим образом: перемычку и задние грани выводят на крае круга, используя медленную скорость. Инструмент соприкасается с точилом в течение короткого промежутка времени. Потом его относят в сторону, переворачивают на 180 градусов и снова прижимают к абразиву. По нагревании металла, сверло следует окунуть в воду, иначе инструмент потеряет свои свойства.
По окончании заточки, проверьте насколько симметричной она получилась. Для этого можно провести такой тест. В дрель вставляют обработанное сверло, при этом к обработанной кромке подносят фломастер. Дрель включают на небольших оборотах, сверло покрывается маркерной линией. Если с одной из сторон черта от фломастера больше, чем с другой, то её необходимо подточить.