Время пайки полипропиленовых труб таблица
Содержание:
- Технологическое описание процесса пайки
- Режим пайки и его влияние на процесс
- Инструмент для спаивания
- Основные ошибки при пайке полипропиленовых труб
- Инструкции нагрева, значение времени воздействия
- Технология сборки
- Подготовительные работы
- Ошибки при пайке полипропиленовых труб
- Какую температуру выдерживают трубы из полипропилена
- Пайка без паяльника
- Основные принципы технологии
- Разновидности соединений. Их преимущества и недостатки
- Процесс спаивания ПП-труб
- Вывод
Технологическое описание процесса пайки
В быту применяются пластиковые трубы диаметром от 16 до 40 мм. Ряд от 50 до 110 мм используется на промышленных объектах.
Изделия выпускаются в нескольких вариантах, различить которые можно по маркировке:
- PN-10 — для систем с давлением не более 10 бар и температурой носителя не выше +45 °С;
- PN-16 — рассчитаны на давление в системах ХВС не более 16 бар и температуру нагрева не выше +65 °С;
- PN-20 — выдерживают 20 бар и +80 °С (что является пределом для полиэтиленовых труб) в системах ГВС и ХВС;
- PN-25 — используются при отоплении и выдерживают 25 бар при +95 °С.

Подготовка инструмента и материала
Перед началом установки приготовьте материалы (трубы, фитинги, муфты, тройники, запорную арматуру) и аппарат для сварки. Для разовых работ выгоднее арендовать паяльную станцию. Также понадобятся рулетка, уровень, маркер любого цвета.
Разметка, нарезка, зачистка
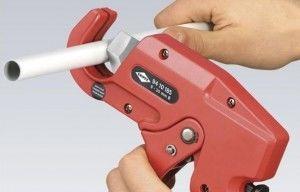
На данном этапе производятся замеры по маршруту укладки, уточняется набор фитингов и осуществляется разметка. Далее специальным резаком, не оставляющим заусенцев, перпендикулярно продольной оси формируются трубы нужной длины. На концах деталей снимается фаска.
Свариваемые части моются, протираются, обезжириваются этиловым или изопропиловым спиртом. Перед пайкой они должны быть чистыми и сухими. Стоит примерить все детали и перед разборкой пронумеровать их, чтобы избежать ошибок при монтаже и ускорить процесс сборки.
Пайка
Этот этап работ лучше вести с помощником, особенно при соединении длинных отрезков.
Подготовленные детали плотно надеваются на сварочные гильзы, которые к этому моменту должны иметь температуру, указанную в инструкции к паяльнику. Для наиболее распространенных типов труб этот показатель составляет +260 °C.
Нагретые части снимаются с гильз и соосно вставляются друг в друга вкручивающим движением с нажимом. В таком положении они удерживаются в течение времени, указанного в столбцах «Пайка» и «Охлаждение» таблицы (см. ниже).
Виды фитингов
Разнообразие соединительных деталей позволяет быстро и надежно вести разводку в любых помещениях и на улице.

Выпускаются следующие типы фитингов:
- угловые, с резьбой или без нее, разворачивающие систему на углы 45°, 90° и 135°;
- переходники на 2, 3, 4 направления (гладкие или с внутренней/наружной резьбой);
- обводы — служат для обхода уже проложенных труб;
- компенсаторы в виде петли — предназначены для сглаживания давления в системе, уменьшают ударные нагрузки на стенки труб и места соединений;
- запорная арматура в виде кранов и вентилей — используется для регулировки потока в трубопроводе;
- заглушки — используются при ремонте и для постоянного закрытия ответвлений трубопровода;
- крепежные элементы — позволяют зафиксировать трубы у основания.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.

Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
|
Трубный диаметр, мм |
Время сваривания, с | Время нагревания, с | Время для охлаждения, с |
Температурный диапазон, С |
|
20 |
4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 |
259-280 |
|
32 |
4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 |
259-280 |
|
50 |
5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 |
от 259 до 280 |
|
75 |
6 | 30 | 390 |
от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
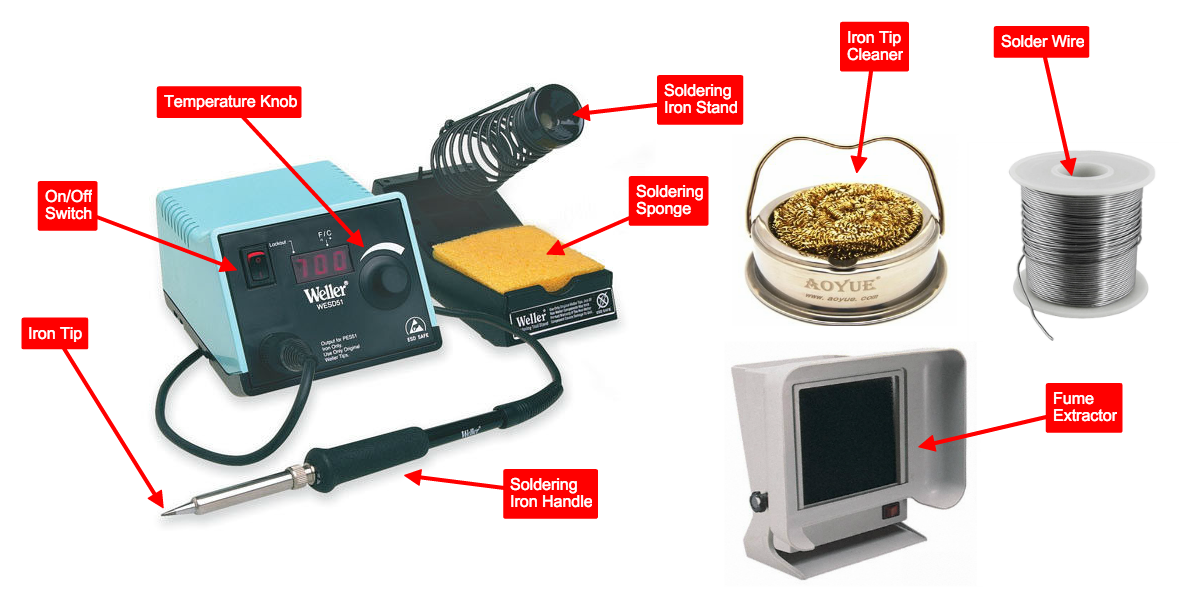
Инструмент для спаивания
Паяльник, он же «утюг», более официальное название — «аппарат для сварки полипропиленовых труб и фитингов«. Это основной и незаменимый инструмент в контексте
сегодняшней темы. Представляет собой нагревательный элемент с насадками под различные диаметры труб, насадки имеют антипригарное покрытие. Насадка состоит из двух половин —
одна нагревает непосредственно трубу (труба входит в насадку), а другая нагревает фитинг с внутренней стороны. Таким образом, для каждого сварного шва необходим тот или иной
фитинг, сразу между собой трубы не спаиваются!

Безусловно существует технология сварки пластиковых труб без посредников в виде фитингов, но это более специализированная технология. Применяется в основном для больших диаметров
труб в промышленных масштабах.
Зачистка для труб — применяется для подготовки к пайке армированной алюминием трубы. Снимает поверхностный слой алюминиевой фольги — подобные трубы уже редкость, в основном
приходится иметь с ними дело во время подпайки к старым коммуникациям. При крайней необходимости этот инструмент можно заменить острым ножом, аккуратно срезав фольгу вокруг места
пайки.

При работе этим инструментом можно немного изменять толщину снимаемого слоя, регулируя лезвия в очень небольших пределах.

Такой способ зачистки стоит рассматривать как экстренный — очень неудобный и долгий. К тому же не такой качественный, как от заводского инструмента.
Торцеватель для труб — очень похож на предыдущее приспособление, однако не снимает верхний слой с трубы. Инструмент режет трубу с торца, срезая несколько миллиметров алюминия в
толще трубы. Трубы с подобным армированием широко распространены под псевдонимом «ленивки» — якобы для них не требуется зачистка. Действительно, зачистка не нужна, нужно торцевание, чтобы
алюминий не контактировал с водой. Стоит заметить, что данное приспособление обычно подходит только к трубам одного производителя — качественно торцевать разные трубы вряд-ли получится. При
спаивании труб диаметром 20-25 мм. можно обойтись без этого инструмента, главное стоит проследить, чтобы алюминий на торцах запаивался слоем полипропилена.

Если же в монтаже используются трубы без армирования или с армированием стекловолокном — зачистки и торцеватели не требуются.
Ножницы для труб — безусловно нужный инструмент. При острой необходимости можно обойтись без них, разрезая трубу ножовкой по металлу или (вообще худой конец) болгаркой. Однако
это скорее экстремальные варианты, ножницы нужны!

Карандаш и рулетка — также необходимые инструменты.
Основные ошибки при пайке полипропиленовых труб
О последствиях перегрева и недогрева уже говорилось выше. Но есть и ещё нарушения, которые могут значительно ухудшить результат работы:
- монтажные работы редко совершаются в идеальной чистоте, между тем, грязь и вода могут свести на нет все усилия монтажника, нужно стараться держать рабочий материал сухим и чистым;
- иногда чрезмерно разогретая труба просовывается в фитинг слишком глубоко, это приводит к её заметному сужению и нарушению силы подачи воды;
- однако соединять фитинг и трубу следует в разогретом состоянии, иначе она войдёт неглубоко, и возникнут протечки, так что действовать нужно в темпе;
- длину входа лучше сразу отмечать маркером;
- иногда после соединения монтажнику кажется, что труба вошла в фитинг косо или под углом, тогда он пытается её слегка провернуть, — протечка в этом случае почти неизбежна;
- нередко в процессе работы пытаются орудовать ножом или ножницами, — для этих целей есть специальные инструменты, иначе материал можно повредить;
- одна из самых больших ошибок при самостоятельном монтаже – выбор дешёвого некачественного материала, — к сожалению, пластиковые трубы сейчас производят и недобросовестные производители, которые занимаются подделками, так что лучше делать покупки в проверенных фирменных строительных магазинах. Здесь качество товара подтверждено сертификатами.
После окончания работ утюг нужно будет очистить от пластика, иначе на нём образуется нагар. Сделать это можно обычной деревянной палочкой. Если останутся обрезки труб, они тоже в хозяйстве пригодятся. Некоторые из них даже зимние удочки делают.
И последнее обстоятельство. При наличии инструментов монтаж полипропиленовых труб выполнить не так уж и сложно. Но всё-таки лучше довериться специалистам или хотя бы посмотреть сначала, как такие работы выполняются. В противном случае можно просто затопить не только свою квартиру, но и соседей снизу.
Источник
Инструкции нагрева, значение времени воздействия
Решая вопрос с параметрами нагрева соединяемых полипропиленовых труб, необходимо обращать внимание на диаметры деталей, которые можно узнать из соответствующей таблицы. Причем в зависимости от того, какие размеры имеет полипропиленовая труба, необходимо менять продолжительность нагрева, оставляя неизменной заранее выбранную температуру на нагревательном элементе
Чтобы обеспечить высокую надежность муфтового стыка, необходимо соблюдать следующие критерии:
- продолжительность нагрева;
- время, в течение которого должен быть зафиксирован стык;
- продолжительность паузы, по истечении которой допускается продолжить операцию по сварке соединяемых элементов.
Факторы, способные повлиять на качество работ
 Среди нюансов, которые необходимо учитывать при создании сварного соединения полипропиленовых труб, следует выделить необходимость изготовления сварочного пояса, который должен иметь оптимальную длину. Чаще всего он имеет тот же размер, что и глубина цилиндрических насадок, которые используются на нагревательном элементе сварочного оборудования. Чтобы обеспечить необходимый размер стыка, необходимо основательно закрепить полипропиленовую трубу на теле элемента.
Среди нюансов, которые необходимо учитывать при создании сварного соединения полипропиленовых труб, следует выделить необходимость изготовления сварочного пояса, который должен иметь оптимальную длину. Чаще всего он имеет тот же размер, что и глубина цилиндрических насадок, которые используются на нагревательном элементе сварочного оборудования. Чтобы обеспечить необходимый размер стыка, необходимо основательно закрепить полипропиленовую трубу на теле элемента.
В тех случаях, когда сварка выполняется в условиях отрицательных температур, желательно использовать теплый материал, для чего его перед проведением работ следует подержать в теплом помещении в течение некоторого времени.
Перед проведением работ сварочный агрегат необходимо прогреть до температуры 283 градусов Цельсия, причем точный режим определяется с учетом температуры окружающей среды. Действуя подобным образом, можно предотвратить возникновение значительных потерь тепла в момент, когда соединяемый элемент будет доставляться от аппарата к участку, где должно быть выполнено соединение. Для определения оптимальной величины нагрева и его продолжительности проводят предварительный нагрев, каждый раз корректируя указанные показатели на одну — две секунды.
Технология сборки
Разные типы соединений производятся по разным схемам.
Как произвести сварку пластиковых труб
Для сварки труб потребуется подготовить:
- сварочный аппарат с комплектом насадок разного диаметра. Приобретать аппарат не обязательно, так как его можно получить в аренду в строительном магазине;
- труборез;
- измерительные инструменты;

Набор инструментов для сварки
соединительные фитинги, подбор которых производится в соответствии со схемой трубопровода.

Фитинги для сварки пластиковых труб
Инструкция по сборке методом сварки:
- труба нарезается в соответствии с размерами, заданными схемой трубопровода;
- разогревается до рабочей температуры (устанавливается автоматически) сварочный аппарат;
- места соединения труб и фитингов очищаются от пыли, грязи и влаги;
При сварке армированных труб с места соединения производится удаление армировочного слоя.

Подготовка к выполнению сварки
- далее производится нагрев трубы и соединительного фитинга. Время нагрева зависит от таких параметров, как диаметр соединяемых труб и глубина сварного шва;

Основные параметры выполнения прочного стыка методом сварки
разогретые детали соединяются между собой
При этом важно не допустить отклонений от центра. Деформированные соединения являются наиболее уязвимыми местами и не отличаются высокой прочностью;
соединенные детали удерживаются в одном положении до полного остывания (время остывания указано в таблице выше).

Пошаговое выполнение работ по сварке труб
Как произвести сварку труб, смотрите на видео.
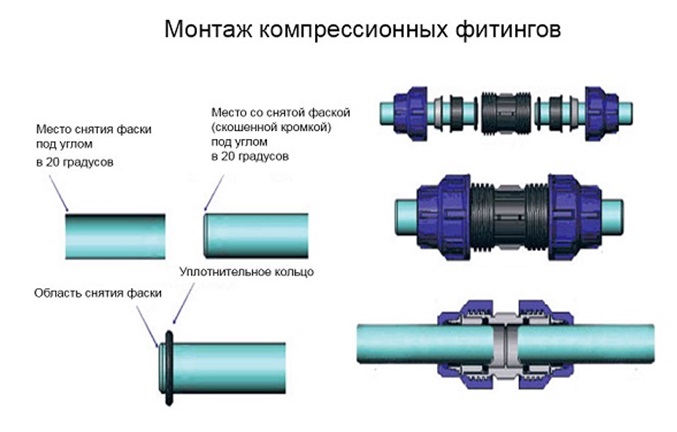
Как установить компрессионный фитинг
Для монтажа компрессионного фитинга потребуются:
- инструменты для разметки труб;
- труборез;
- калибратор и фаскосниматель.
Работа по установке фитинга выполняется в следующей последовательности:
- трубы нарезаются в соответствии со схемой;
Важно сделать срез ровно под углом в 90º. Это позволит достичь прочности соединения.
- концы труб калибруются и обрабатываются фаскоснимателем;
- на трубу надеваются фиксирующая гайка и компрессионное кольцо;
- в трубу вставляется цанга фитинга, оснащенная резиновыми уплотнительными прокладками;
- на цангу надевается компрессионное кольцо и все вместе фиксируется соединяющей гайкой. Закручивание гайки не должно производиться с использованием каких-либо приспособлений (ключей), так как это может повредить уплотнителям и снизить прочность соединения.
Технология установки компрессионного фитинга
Таким образом, монтаж пластиковых труб можно выполнить различными способами самостоятельно. Какой способ выбрать – зависит от вида труб и приоритетов собственника трубопроводной системы.
Подготовительные работы
Перед монтажом водопровода из пластика, нужно подготовить инструменты, расходные материалы:
- сварочный аппарат для полипропилена;
- ножницы для пластика;
- муфты, запорную арматуру, трубки;
- измерительный, разметочный инструмент.
Помимо этого, необходимо нарисовать чертеж расположения труб, места подключения радиаторов, смесителей, бытовых приборов. Существует два варианта разводки трубок:
- Коллекторная — изготовление отдельного контура, один конец которого подключается к центральному стояку, а на втором устанавливается запорный кран. После запорной арматуры крепится тройник, от которого начинается разводка труб к разным бытовым приборам, точкам слива воды.
- Тройниковая — на центральной трубе устанавливается тройник, от которого монтируется одноконтурный трубопровод, с последовательным подключением бытовых приборов, смесителей.
Температура плавления полипропилена, влияет на процесс спайки. Если температурный режим будет нарушен, соединение будет некачественным.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Какую температуру выдерживают трубы из полипропилена
Деформация нитей трубопровода ещё не самая большая неприятность, которая может ожидать владельцев домов с системами горячего водоснабжения, смонтированными из полипропилена. Конечно, изогнутые и провисшие трубы не добавляют эстетичности интерьеру, но такую неприятность ещё можно замаскировать, например декоративными коробами.
В целом же полипропилен начинает приобретать излишнюю пластичность уже при +120-130 оС, а при +170-175 оС он переходит в жидкое состояние. Почему же, согласно стандартам, рекомендуемая температура эксплуатации составляет всего 95 градусов, а не 100 или 110? Ведь при таком нагреве РР-труба продолжает оставаться достаточно твёрдой. Ответ здесь кроется в другой технологической особенности: вода в трубопроводах всегда подаётся под определённым напором.
Наглядный пример
В качестве примера рассмотрим простой случай. В регионах, расположенных в Сибири, на Дальнем Востоке и европейском севере РФ, в зимнее время морозы могут достигать 35-40 и более градусов ниже нуля. Теплопотери зданий в такое время очень значительны, и для их компенсации котельные и ТЭЦ повышают температуру подачи до 110-130оС. А чтобы вода не закипела в системе, давление повышается до нескольких десятков атмосфер. При таких условиях вода не переходит в парообразное состояние.
При входе в дом, из-за потерь тепловой энергии по пути, температура воды уже опускается до установленных ГОСТом +70…75 градусов, но вот давление в системе продолжает оставаться повышенным. Как результат – повышенная вероятность разрыва полипропиленовой трубы, так как при нагреве увеличивается её пластичность. Поэтому, использовать полипропилен для отопительных систем не желательно ещё и по этой причине. Впрочем, современной промышленностью выпускаются полипропиленовые трубы, предназначаемые для горячего водоснабжения, но и они имеют свои эксплуатационные ограничения.
Таблица температур по маркировке ПП трубы
На отечественном рынке стройматериалов можно найти несколько разновидностей полипропиленовых труб. Они различаются между собой маркировкой и цветом. Цветовая гамма обычно включает в себя четыре основных цвета – белый (самый распространённый), зелёный, серый и чёрный. Чёрные ПП обладают повышенной устойчивостью к воздействию ультрафиолетового солнечного излучения. Остальные же виды расцветок не несут какой-либо технологической функции, являясь чисто декоративными.
Другое дело – маркировка РР-труб. Она несёт прямую информационную нагрузку, обозначая, по какой технологии и с использованием каких видов полипропилена произведено данное изделие. От этого напрямую зависят и техническо-эксплуатационные характеристики трубы.
В представленной таблице указаны маркировки, встречающиеся на нашем рынке, рабочее давление и максимальная температура:
| Маркировка | Назначение | Мах. рабочая tо | Рабочее давление в системе (атм.) |
| РN-10 | Холодное водоснабжение | +40 оС | 10,2 |
| РN-16 | Универсальные | +60 оС | 16,3 |
| РN-20 | Универсальные | +95 оС | 20,4 |
| РN-25 | Горячее водоснабжение | +95 оС | 25,5 |
Пайка без паяльника
Перед началом рабочего процесса необходимо подготовить место соединения. Нужный участок трубопровода обрезается и зачищается. Удобнее всего для этого использовать абразивную бумагу или наждачку средней жесткости. После срез затирается спиртом для обезжиривания и оставляется на пару минут для просыхания.
Очень важно соблюдать ровность среза. Угол должен быть либо 90 градусов, либо 45 в зависимости от типа пайки (в муфте или паяльником)
Рассмотрим оба варианта.
Пошаговая инструкция, как паять канализационные полипропиленовые трубы диаметром до 63 без паяльника (муфтой):
-
Участки трубы обрезаются под острым углом 40 градусов, обрабатываются и центрируются в муфте. Это очень ответственный процесс, если неправильно установить коммуникации, то запаять их будет очень сложно;
- Когда труба установлена, на один её конец надевается фитинг который будет служить соединяющим элементом, а в него продевается второй отрезок. На полученное соединение надевается электромуфта с мощностью 1800 Вт;
- Внимательно изучите параметры нагревающего устройства, чтобы не передержать соединение. В противном случае, как мы говорили выше, придется снова обрезать трубу, что не всегда возможно;
- После нагрева аккуратно отключите муфту. Используя разжимные приспособления, снимите её с трубы и поставьте полипропиленовую коммуникацию на охлаждение. Во время остуживания молекулы пластика снова принимают твердую форму, так завершается процесс диффузии – соединения.
Основные принципы технологии
Самое важное правило, о котором стоит помнить – это то, что полипропилен имеет свойство терять свои качества при перегреве. Несмотря на все положительные качества этого материала, он очень плохо переносит термическое воздействие
Температура диффузии молекул пластика этого типа – 140 градусов. При перегреве соединение может истончаться.
 Фото – фитинги и прочие соединители для полипропилена
Фото – фитинги и прочие соединители для полипропилена
Именно поэтому полипропиленовые соединения не рекомендуется использовать для отопления, где рабочий процесс осуществляется в температуре более 120 градусов. Если нет других вариантов, то используйте армированные материалы, которые более прочны к высоким температурам.
Правила пайки:
- Специалисты отмечают, что соединяя фитинги и полипропиленовые коммуникации в домашних условиях, нужно использовать температуру 95 градусов, при этом трубы, армированные стекловолокном, могут быть сварены при 100–120 градусах;
- При работе с диаметром до 63 мм (наиболее часто встречаются в системах холодного водоснабжения), нужно использовать электромуфтовую сварку;
- Строго придерживайтесь отведенного времени воздействия. Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;
- Продолжительность и температура паяльного процесса выбирается исходя из диаметра и толщины стенок пластика.
Правильно подобрать нужную температур, при которой можно паять полипропилен, поможет специальная таблица:
| Диаметр, мм | 16 | 25 | 40 | 63 | 90 |
| Нагрев, с | 5 | 7 | 11 | 24 | 39 |
| Пауза, с | 4 | 4 | 4 | 6 | 6 |
| Охлаждение, с | 120 | 120 | 240 | 360 | 360 |
Эти показатели являются приблизительными и могут изменяться в зависимости от типа материала и рабочего инструмента. В данном случае они даны на паяльник с мощностью 1800 Вт. Это не профессиональный инструмент, поэтому для более высокотехнологичного оборудования параметры времени подбираются уменьшенными.
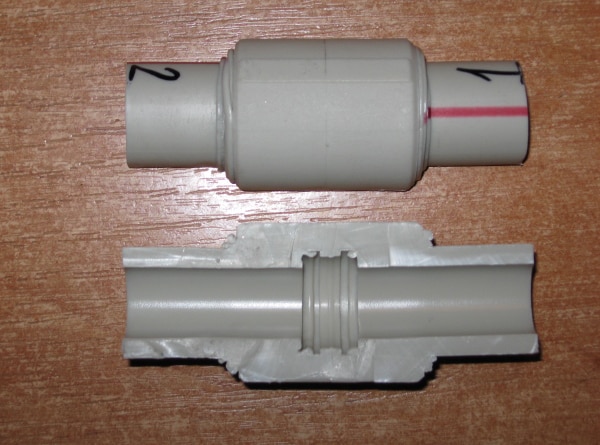 Фото – правильное соединение
Фото – правильное соединение
Видео: как паять своими руками полипропиленовые трубы
Разновидности соединений. Их преимущества и недостатки
Основными способами соединения пластиковых канализационных или водопроводных труб являются:
- сварка;
- компрессионные фитинги.
Сварка позволяет получить прочное соединение. Для проведения сварочных работ требуется наличие специального аппарата. Существенным минусом сварки является получение неразъемного соединения, то есть при обнаружении протечки в стыке потребуется полная замена узла.

Соединение труб из пластика методом сварки
Сварку можно использовать для соединения полипропиленовых, полиэтиленовых и поливинилхлоридных труб.
Использование компрессионных фитингов допустимо при сооружении трубопровода из следующих видов пластиковых труб:
- металлопластиковых;
- полипропиленовых;
- полиэтиленовых.
Соединение при помощи фитинга получается разъемным, что позволяет производить периодические ремонтные работы без замены отдельных элементов системы трубопровода. При этом оно получается высокопрочным и не подверженным механическим воздействиям.

Специальные фитинги для соединения труб из пластика
Помимо основных способов соединить трубы можно:
при помощи специального клея, который на некоторое время размягчает верхний слой пластика для получения соединения. Такая процедура еще называется холодная сварки. Методом холодной сварки преимущественно монтируются поливинилхлоридные трубы при сооружении трубопроводов бытового назначения;

Применение холодной сварки
электромуфтами (используется для полиэтиленовых труб). Соединение производится за счет расплавления спиралей, расположенных в фитинге. Использование электромуфт допустимо при строительстве как наружного, так и внутреннего трубопровода. Однако для выполнения работы требуется дорогостоящее оборудование;

Соединение труб электрическими муфтами
обжимными фитингами. Отличительная особенность данного вида фитингов заключается в наличии специального обжимного кольца, при помощи которого получается соединение трубы и фитинга;
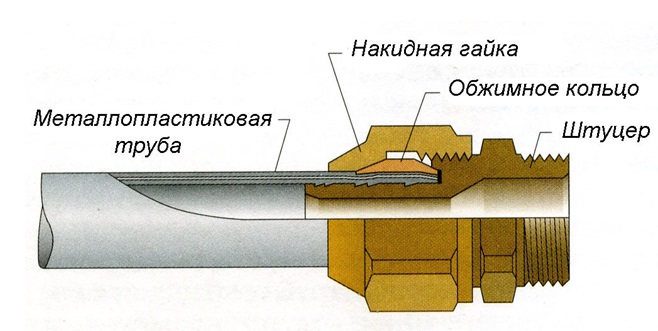
Использование обжимного фитинга для соединения труб
пуш-фитингами. Новые фитинги позволяют быстро и надежно собрать трубопроводов без наличия дополнительного оборудования.

Технология установки новых пуш фитингов
Пуш-фитинги и обжимные фитинги можно использовать исключительно при сооружении трубопровода из металлопластиковых труб. Для других видов труб данное соединение недопустимо.
Процесс спаивания ПП-труб
После включения паяльника, ему необходимо дать прогреться минут 10. Если на насадках имеются загрязнения — их удаляют на горячем паяльнике не синтечической тканью или
бумагой. Удалять грязь металлическими предметами не рекомендуется — испортится антипригарное покрытие.
Практически все руководства, в том числе от производителя, указывают на необходимость отмечать на трубе глубину захода в раструб фитинга. Не могу советовать подобного
исходя из собственного опыта: даже слегка перегретые детали не позволяют задвинуть трубу глубже положенного более чем на 1 миллиметр. Поэтому подобная разметка может
пригодиться только для точного отрезания трубы нужной длинны, но никак не для правильной ее ориентации в раструбе.
Размер захода трубы в раструб фитинга зависит от конкретного ассортимента и обычно составляет 15 мм. для трубы D20 и 20 мм. для следующих диаметров. Этот размер лучше
всего померить рулеткой на конкретной детали — раструб в фитинге имеет четко выраженные границы.
Непосредственно перед сваркой трубу и внутреннюю часть фитинга протирают чистой, сухой тканью — спаиваемые поверхности должны быть чистыми. Конечно не стоит гнаться
за стерильностью — нет необходимости протирать пластик спиртом, как некоторые советуют.
Труба и фитинг одновременно насаживаются на противоположные стороны разогретой насадки и выдерживается требуемое время нагрева. Во время прогрева полипропилена не нужно
вращать трубу и фитинг, для более быстрого одевания на насадку! Если фитинг тяжело налезает на насадку — напрягать грудные мышцы.
Некоторые насадки устроены так, что при пайке фитинг очень тяжело налезает и полностью надевается на насадку по прошествии 3-5 секунд. Когда отсчитывать нужное время нагрева? Первым делом следует обратиться к тому же документу ТР 125-02:
Для начального опыта такое руководство вполне подходит. Скажу лишь, что с опытом приходит понимание: с «тугими» насадками и стандартным временем прогревания происходит
излишнее оплавление.



Сняв трубу и фитинг с насадки, их как можно быстее соединяют и держат несколько секунд в неподвижном состоянии (время сварки в таблице). Объективно — после снятия с насадки
паяльника, есть 1-3 секунды на соединение. Даже после прошествии времени сварки нужно позаботиться о том, чтобы на соединяемые детали не действовали никакие посторонние силы
в течение нескольких минут. Даже вес самой напаянной трубы может деформировать место пайки.
Во время сварки нельзя вращать трубу в фитинге, нужно соединять их в заведомо правильном положении. Для собственного ориентирования, спаиваемые трубу и фитинг можно
пометить чёрточкой — тогда во время пайки больше вероятности соединить детали ровно. Тем не менее не стоит безоговорочно ориентироваться на чёрточки, нужно видеть
картину в целом. Безусловно, в процессе соединения есть время на корректировку — не более секунды, когда можно выровнять небольшие огрехи спайки.

У хорошо пропаянных деталей должна образоваться каёмка (буртик) вокруг трубы в месте сопряжения с фитингом. Если заглянуть внутрь фитинга, то край трубы также будет иметь немного
оплавленные края.



Некоторые сантехники дуют в трубу после сварки, чтобы убедиться, что труба не запаялась. По своему опыту могу сказать, что если соблюдена температура пайки и время нагрева —
такого никогда не происходит. Хотя теоретически может попасться очень некачественный полипропилен от безымянного производителя.
Вывод
Полипропилен (общее обозначение – РР) на сегодня являются наиболее распространённым материалом для изготовления водопроводных труб. Такая «популярность» обусловлена целым рядом факторов:
- Низкая себестоимость, что позволяет значительно сэкономить при обустройстве водопровода.
- Простота пайки, дающая возможность самостоятельно совершить монтаж.
- Большая продолжительность службы, достигающая свыше 50 лет.
Но основным свойством полипропилена, отличающим его многих других полимеров, является отличная термопластичность. То есть, данный материал при нагревании способен легко переходить в мягкое состояние, а при остывании – вновь затвердевать. Благодаря этому и достигается та простота сборки водопроводных систем из РР-труб: торцы деталей просто нагреваются, и соединяются между собой при помощи специальных муфт, либо прямой стыковкой.