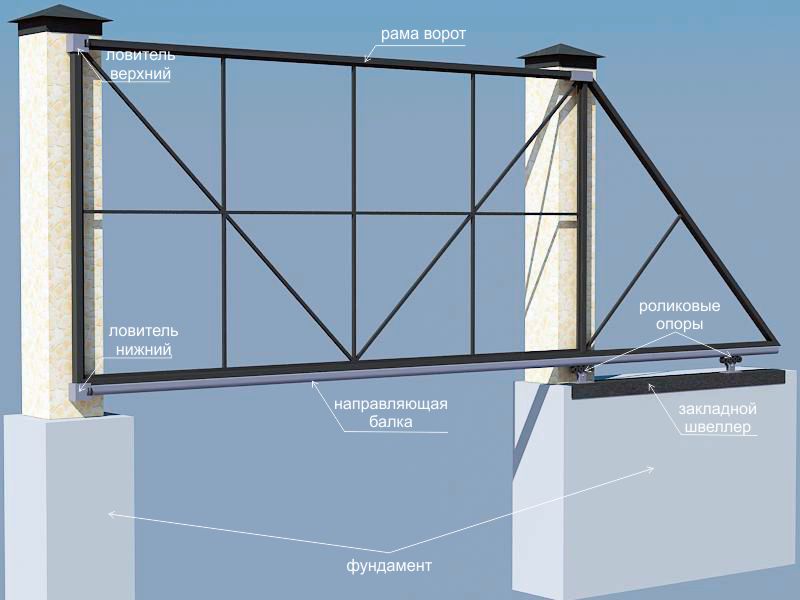
Самодельный трубогиб для профильной трубы
Содержание:
- Как выбрать трубогиб для профильной трубы
- Процесс изготовления трубогиба
- Как сделать улитковый трубогиб?
- Необходимые элементы конструкции
- Ручной трубогиб для профильных труб своими руками
- Почему сгибание профильных труб может стать проблемой
- Трубогиб профильной трубы: виды
- Как изготовить профилегиб еще более простой конструкции
- Рейтинг лучших электрических трубогибов
- Методы гибки профильных труб
- Области применения дугообразных, круговых и арочных профильных труб
- Виды трубогибов и их конструкция
- Самодельный трубогиб
- Устройство станков для сгибания труб
Как выбрать трубогиб для профильной трубы
При покупке трубогиба для дома или мастерской нужно обратить внимание на несколько параметров. Среди них — назначение инструмента и его функционал
Принцип действия
Профильные трубогибы бывают трехваликовыми и угловыми. Первые чаще всего используют на производстве, они позволяют равномерно согнуть трубу по всей длине с максимальной точностью и аккуратностью. Инструменты второго типа помогают выполнить изгиб на конкретном участке, обычно именно их выбирают для личных целей.
Функциональность
Некоторые модели трубогибов работают только с профильными или круглыми трубами, другие оснащаются сменными сегментами и подходят для заготовок всех видов. Универсальные станки для сгибания более удобны. С их помощью можно придавать нужную форму трубам круглого и квадратного сечения, а также металлическим полосам и прутьям арматуры.
Размеры инструмента
Ручные трубогибы обычно отличаются компактностью, некоторые модели с гидравлическим приводом тоже можно считать мобильными. А вот электрическое оборудование требует установки в конкретном месте на жестком основании и обладает большими габаритами и массой. При выборе трубогиба для профильной трубы нужно заранее подумать, придется ли перевозить инструмент с места на место, и насколько удобно будет это делать.
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается требуемое крутящее усилие.
Чертежи трубогиба для профтруб
Как сделать улитковый трубогиб?
Самостоятельное изготовление улиткового трубогиба может показаться сложным. В действительности, это устройство собрать не труднее, чем роликовый трубогиб. Процесс отличается только используемыми деталями и временем сборки.
Улитковый трубогиб позволяет выгибать профиль по всей длине сразу, а не только в одном месте. За это свойство он получил популярность среди монтажников.
Необходимые материалы и инструменты
Так как описываемый роликовый трубогиб не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, то предложенные материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм.
Для изготовления трубогиба понадобятся:
- Швеллер – 1 метр.
- Листовое железо.
- Три вала.
- Две звездочки.
- Металлическая цепь.
- Шесть подшипников.
- Металлическая 0,5-дюймовая труба для изготовления воротов – 2 метра.
- Втулка с внутренней резьбой.
- Прижимной винт.
Особенное внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звёздочки можно взять от старых велосипедов, но они должны быть абсолютно одинаковые по размерам
Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, ведь на них будут приходиться высокие нагрузки при работе
Перед выбором и покупкой всех материалов нужно нарисовать чертеж со схематичным изображением всех элементов конструкции, чтобы не докупать их в процессе изготовления трубогиба.
Процесс сборки улиткового трубогиба
Сборка любого оборудования начинается с составления чертежной схемы.
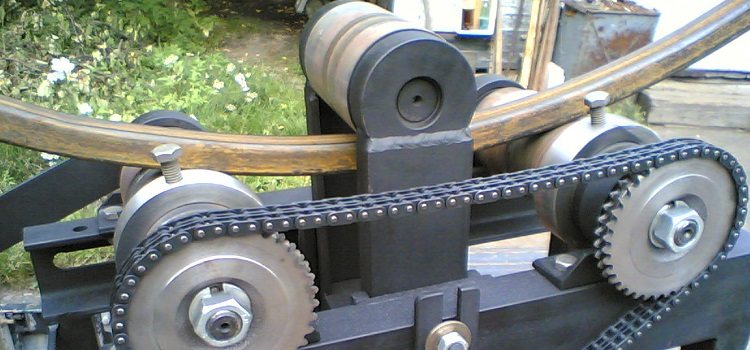
После этого можно приступать к основным рабочим процессам, которые продемонстрированы в фотоинструкции:
- Сварить основание инструмента из двух параллельно расположенных швеллеров. При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
- Одеть на валы подшипники и приварить две таких конструкции к основанию. Желательно ограничить валы металлическими планками или расположить их во внутренней полости швеллеров.
- Одеть звездочки и приварить их, предварительно натянув между ними цепь.
- Вырезать и приварить к основанию боковые направляющие прижимного механизма.
- Одеть подшипники на прижимной вал и собрать конструкцию пресса с боковыми ограничителями из планок или швеллеров.
- Сделать основание для втулки и приварить её к пластине. Вкрутить прижимной винт.
- Приварить к верхнему краю прижимного винта и к ведущему валу ворот из труб.
- Смазать подшипники машинным маслом.
Несколько полезных советов:
Галерея изображений
Фото из
Сваривание двух швеллеров между собой
Приваривание вала к основанию трубогиба
Одевание цепи на звездочки
Приваривание вертикальной направляющей планки
Сборка прижимного вала из швеллера
Приваривание резьбовой втулки к пластине
Вороты на винте и ведущем валике
Улитковый трубогиб в работе
После сборки трубогиба и его испытаний можно покрасить конструкцию антикоррозийной краской для лучшей сохранности сварочных швов. Чтобы повысить удобство работы, к направляющим дополнительно прикрепляется пружина для возврата пресса в верхнее положение.
Необходимые элементы конструкции
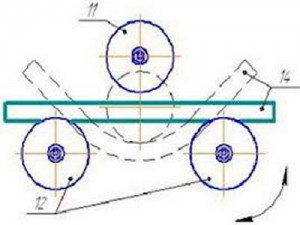
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций. Их выбор определяется в основном тем, какими материалами вы располагаете. Чаще всего останавливают свой выбор на трубогибах фронтального типа, конструкция которых включает в себя:
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.

Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.

Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.

Вариант с перевернутым домкратом
Ручной трубогиб для профильных труб своими руками
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок
При трудоемкой работе с металлом это особенно важно
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
-
Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
https://youtube.com/watch?v=W3SXjpAF1GM
Почему сгибание профильных труб может стать проблемой
По довольно очевидной причине — конструкция сделана из металла, а, значит, материал достаточно прочный и плохо поддается модификациям. Но даже для этих проблем существует и давно придумано профессиональное решение.
Трубы гнут следующим образом:
- металлическую трубу разогревают, при воздействии высоких температур металл становится мягким, и лучше поддается изменениям структуры;
- при нагревании на конструкцию воздействуют давлением, в месте повышения температуры в паре с давлением получается изгиб в нужную сторону.
Самое главное в этом вопросе не переусердствовать, и не помять трубу, не сломать ее, не довести целостность до образования трещин.
Трубогиб профильной трубы: виды
Существует несколько классификаций профилегибов: по мобильности (стационарные, переносные, носимые), типу передаточного механизма и типу привода. Последнее разделение является наиболее важным для того, чтобы понять устройство станка для гибки профильной трубы и сделать его своими руками.
 Ручное устройство с валиками
Ручное устройство с валиками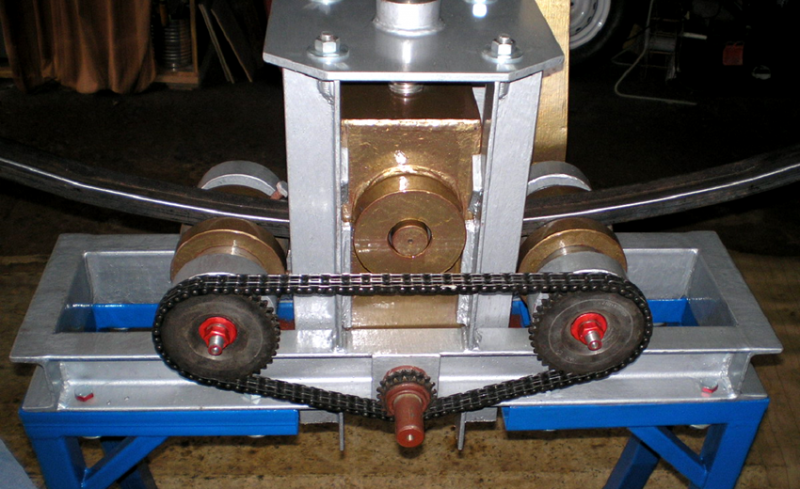 Сложный гибочный станок, сделанный своими руками
Сложный гибочный станок, сделанный своими руками
Гибочный станок для профильной трубы может быть исполнен с одним из трех видов привода: ручным, гидравлическим или электрическим.
Гидравлический трубогиб для профильной трубы
Профилегиб данного типа широко распространен в промышленности за счет способности обрабатывать детали любых размеров быстро и качественно. Кроме того, такое устройство часто применяется при работе с трубопроводами водоснабжения и канализации.
 Ручной гидравлический профилегиб
Ручной гидравлический профилегиб
Несмотря на сложность устройства гидравлического трубогиба, своими руками его сделать вполне возможно. Необходимо лишь наличие небольшого опыта работы с промышленным оборудованием.
 Гидравлический трубогиб своими руками: чертеж
Гидравлический трубогиб своими руками: чертеж
Трубогиб для профильной трубы с электрическим приводом
Данное оборудование те очень большое и тяжелое, однако требует стационарной установки. Профилегибы с электрическим приводом способны выполнять точные работы без потери качества. Они могут быть полностью электрическими или электромеханическими. Второй тип дешевле, но требует частичного ручного управления. Электрические устройства могут быть оборудованы автоматикой для длительной автономной работы (правда, стоимость таких трубогибов довольно высока).
 Электромеханическое устройство способно гнуть изделиялюбого сечения, достаточно лишь купить ролик для трубогиба профильной трубы необходимого размера
Электромеханическое устройство способно гнуть изделиялюбого сечения, достаточно лишь купить ролик для трубогиба профильной трубы необходимого размера
Используются устройства данного типа в основном на предприятия и в частных мастерских. Для гибки профильных труб в домашних условиях лучше подойдет ручной трубогиб.
Ручной профилегиб
Наиболее популярный вариант среди владельцев небольших мастерских и людей, занимающихся гибкой труб в домашних условиях.
 Фото трубогиба для профильной трубы с ручным приводом
Фото трубогиба для профильной трубы с ручным приводом
Достоинства данного устройства:
- Низкая стоимость. Ручной профилегиб можно купить по весьма привлекательной цене из-за простоты устройства и небольших затрат на производство.
- Малый вес и мобильность. Его легко переносить с места на место, так как конструкция не предусматривает основания.
- Редкие поломки. Благодаря отсутствию электроники, ручной профилегиб редко выходит из строя. А если это произошло, ремонт не отнимет много времени и денег.
- Возможность сборки самодельного трубогиба. Станок для гибки профильной трубы можно сделать в домашних условиях (например, трубогиб из домката).
 Небольшой ручной профилегиб всегда можно взять с собой для облегчения монтажных работ по отоплению или газоснабжению
Небольшой ручной профилегиб всегда можно взять с собой для облегчения монтажных работ по отоплению или газоснабжению
Недостатки:
- Относительно невысокая точность работ. В ручных приспособлениях нет аппаратного управления, поэтому точность гибки зависит только от ваших навыков.
- Необходимость приложения физических усилий.
- Невозможность работы с большими размерами. С помощью ручного устройства можно гнуть детали с максимальным размером 4х4 см.
- Затрата большого количества времени для максимально точного исполнения.
 Небольшое ручное устройство в действии
Небольшое ручное устройство в действии
Таким образом, для работы дома ручного устройства вполне достаточно. Если же вы будете проводить большой объем работ, и использовать при этом заготовки большого размера, стоит присмотреться к электронным или гидравлическим трубогибам.
Как изготовить профилегиб еще более простой конструкции
Профилегибочный станок своими руками можно изготовить по еще более простой конструктивной схеме. Если вы остановите свой выбор на приспособлении данного типа, следует иметь в виду, что для того, чтобы согнуть профильную трубу своими руками на подобном устройстве, вам потребуются серьезные физические усилия.

Чертеж небольшого ручного профилегиба, закрепляемого на слесарном верстаке (нажмите для увеличения)
Если оборудование для гибки, оснащенное рабочими валами, используется для проката профильной трубы, в процессе которого выполняется ее загибание, то профилегибы простейшей конструкции, о которых идет речь, работают по другому принципу. На устройствах данного типа осуществляется гибка профильной трубы по радиусу, который предварительно необходимо сформировать из жестко закрепленных элементов. В качестве таких элементов чаще всего используются прочные металлические штыри, закрепленные в бетонном основании. Из таких штырей формируется дуга, по которой и выполняется загибание профтрубы.
Чтобы изготовить устройство, на котором можно будет эффективно выполнить гибку трубы по радиусу, лучше всего самостоятельно залить бетонную площадку и максимально надежно зафиксировать на ней металлические штыри.
- Один конец трубы надежно фиксируется.
- Физически воздействуя на второй, незакрепленный конец трубы, изделие начинают плавно и аккуратно гнуть, огибая его поверхностью штыри, располагающиеся по дуге.
- После того как труба приобрела требуемую конфигурацию, ее второй конец тоже закрепляют и оставляют изделие в таком положении на некоторое время, чтобы металл привык к новому состоянию.
Поскольку работа на таком приспособлении требует приложения значительных физических усилий, то для облегчения задачи (особенно при гибке труб большого диаметра) место будущего сгиба предварительно нагревают газовой горелкой или на костре. Более подробно познакомиться с правилами работы на таком устройстве можно по соответствующему видео.
Конечно, такое приспособление, которое можно соорудить во дворе своего дома, обладает минимальной эффективностью и функциональностью. Например, с его помощью достаточно сложно выполнять гибку нержавеющих труб или осуществлять сложный изгиб. Тем не менее использовать его для простейших гибочных работ вполне можно. Такие работы, например, могут быть связаны с прокладкой трубопровода или изготовлением каркаса для домашней теплицы.
Рейтинг лучших электрических трубогибов
Трубогибы с электроприводом для обычных и профильных труб пользуются особенным интересом. Для работы с ними не нужно прикладывать никаких усилий, за весь процесс деформации заготовок отвечает исключительно автоматика. Но стоимость таких станков очень высокая, обычно их приобретают для производственных целей.
3RE-30 Junior
Электромеханический станок с двумя ведущими роликами гарантирует высокую точность сгиба для круглых труб 30 мм и профильных заготовок. Оснащен выносным ручным пультом управления, функционирует в горизонтальном и вертикальном положении. Не требует специализированных пуско-наладочных работ перед использованием.
Приобрести электрический трубогиб 3RE-30 Junior можно от 160000 рублей
Tor HHW-G76
Российский станок для круглых и профильных труб с максимальным диаметром 80 мм оснащен двигателем 2 кВт. Управление осуществляется через ручной или ножной привод, регулировка прижимного валика проводится вручную. После выставления нужного угла и размещения заготовки остается только запустить устройство в работу. Для увеличения угла изгиба предусмотрен обратный прокат. Станок аккуратно деформирует профильные трубы, не сплющивая и не ломая их.
Купить трубогибный станок HHW-G76 можно от 79000 рублей
БМК-55У
Трехвалковый производственный трубогиб справляется с заготовками до 80 мм за один прогон. Работает со стальными, хромированными, никелированными трубами, не повреждает даже полимерное или лакокрасочное покрытие. За счет двух винтовых систем поджима обеспечивает высокую точность сгиба, а управление проводится через выносной пульт.
Стоимость станка БМК-55У начинается от 515000 рублей
Методы гибки профильных труб
Гибка профильной металлической трубы по радиусу проводится холодным и горячим способом. Для облегчения этого процесса рекомендовано применение специальных приспособлений – болванки, трубогибы, станки.
Станок
Гибочный прокаточный станок для профильной трубы можно приобрести или изготовить самостоятельно. При использовании установки проводится гибка металла холодным способом. Станок может быть полуавтоматическим и автоматическим. При использовании второго из них обеспечивается качественный прогиб трубы.
Готовый металлопрокат
Вальцы для гибки металла – это устройство, которое имеет две составляющие – металлическую станину и подающие вальцы. Ручной инструмент применяется для изгибания изделий небольшого диаметра. Гидроприводные вальцы используются, если профтруба имеет толстую стенку, а ее диаметр более 10 миллиметров.
Трубогиб
Инструмент позволяет согнуть металлическую профильную трубу в домашних условиях правильно. Принцип работы оборудования основан на оказании большого давления на одну или несколько точек, что обеспечивает ее изгиб. Инструмент имеет компактные размеры, что упрощает процесс его использования в домашнем хозяйстве. Существуют ручные и гидравлические трубогибы. Второй вариант агрегатов имеет больший коэффициент полезного действия. Производятся электрические аналоги, которые упрощают процесс изгибания металла и не требуют участия мастера. При одноразовом проведении процедуры их покупка нецелесообразна.
 Трубогиб
Трубогиб
Трубогиб придает трубе плавности линий. В металлоизделие засыпается мелкий песок, а его отверстия закрываются с двух сторон деревянными пробками или простым брусом. При выборе пробки рекомендуется следить за тем, чтобы ее длина в два раза превышала радиус. Это устранит возможность деформации профтрубы. Далее с двух концов просверливаются небольшие отверстия, с помощью которых обеспечивается выход газа. В местах будущего изгиба делается разметка. Затем проводится прогревание необходимого участка и загиб.
Болванка
Этот способ используется при большом радиусе изгиба металлоизделия. Место изгиба пользователь нагревает паяльной лампой. Предварительно берется проволока, диаметром 1-4 миллиметра, и сделать из нее пружину, которая надевается на место изгиба. После разогрева профтрубы ее сгибают болванкой, которая имеет радиус равен изгибу.
 Форма металлоизделий после изгибания болванкой
Форма металлоизделий после изгибания болванкой
Холодные способы гибки
Это простой способ, который применяется только при отрицательных температурах. Берется отрезок и с одной стороны надевается пробка. В другой конец металлоизделия заливается вода. Конструкцию оставляют на морозе до тех пор, пока вода внутри не замерзнет. После этого проводится гибка любым инструментом. Этот способ применяется, если материал – дюраль, медь латунь и другие мягкие металлы.
Перед применением способа рекомендуется следить, чтобы толщина стенки была не более 1 миллиметра, а диаметр – не более 8 миллиметров.
Метод резки
Предварительно рекомендуется точно рассчитать радиус закругления. С трех столон рекомендовано сделать метки-пропилы. Далее с применением инструмента проводится аккуратное сгибание. В местах пропилов труба заваривается сваркой.
 Метод резки
Метод резки
С применением песка и соли
В металлопластиковую трубу засыпается песок или соль, которые предварительно разогреваются. После прогрева отрезка его сгибают в соответствии с шаблоном заданного радиуса.
 Форма после использования соли и песка
Форма после использования соли и песка
Области применения дугообразных, круговых и арочных профильных труб
Основной сферой применения профильных труб является обустройство всевозможных несущих конструкций и каркасов, поскольку их использование позволяет добиться оптимального сочетания прочности и лёгкости.
Что же касается необходимости в сгибании таких труб, то оно может пригодиться по следующим причинам:
- Обтекаемость конструкций позволяет нейтрализовать разрушительное воздействие сильных ветровых порывов. В тех местностях, где ветры являются частым явлением, данный фактор имеет очень существенное значение.
- Прямоугольные кровельные покрытия способствуют скоплению большого количества осадков. Особенно это касается снега, который тоннами может скапливаться на таких крышах, иногда приводя к их обвалу и разрушению. Куполообразная форма кровли предотвращает подобные неприятные последствия, давая возможность снежным массам запросто скатываться на землю.
- В эстетическом плане дугообразные и арочные конструкции смотрятся значительно более привлекательно, чем прямоугольные или квадратные.

Перечисленные причины создают предпосылки для большой популярности согнутых профильных труб в строительстве ряда торговых, промышленных, хозяйственных, бытовых и прочих объектов, в том числе: крыш, карнизов и навесов для супермаркетов, рынков, тепличных сооружений, спортивных комплексов, выставочных павильонов и т. д. Одним словом, практически везде, где требуется сооружение зданий и комплексов сложной формы, появляется необходимость в сгибании профильных труб. Само собой разумеется, что вручную их не согнуть, а потому возникает потребность в гибочных станках для труб, позволяющих проделывать подобные манипуляции.
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валу
Трубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
Трубогиб с подвижной частью станины
Для изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
Ручной гидравлический инструмент
С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлический трубогиб с электроприводом
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУ
Изгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Самодельный трубогиб
Трубогиб – приспособление, позволяющее изогнуть трубу определенным образом. С их помощью можно выполнить различную работу, особенно актуальным такое оборудование оказывается в сборке теплиц или прокладке трубопровода.
Данный инструмент подразделяется на несколько типов, в зависимости от принципа работы:
- гидравлические;
- электрические;
- пневматические.
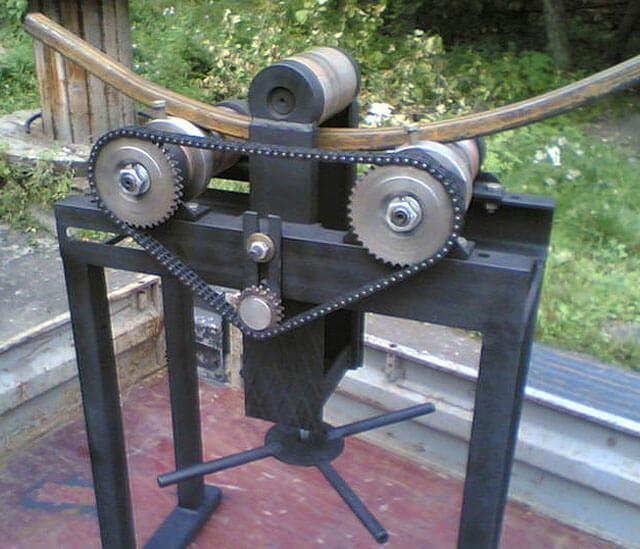
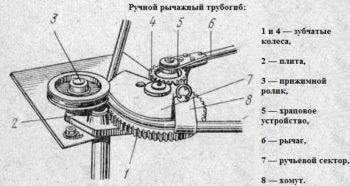 Ручной рычажный трубогиб.
Ручной рычажный трубогиб.
Первый вид отлично подходит для изгиба труб без внутреннего наполнения. Использовать такой инструмент достаточно просто. Однако недостатком данного варианта является изменение внутреннего радиуса детали, что является недопустимым при обработке водосточных труб.
Оборудование, работающее на основе пневматического принципа, позволяет осуществлять любой изгиб в необходимом направлении. Данный процесс осуществляется под воздействием температуры, так что можно не бояться появления надломов.
Наиболее точным способом изгиба является использование электрического трубогиба. Он работает по автоматическому принципу, а деформирование деталей осуществляется с использованием электропривода.
В первую очередь, чтобы сделать ручной трубогиб своими руками, понадобится чертеж, а также другие дополнительные материалы.
Кроме того необходимо определиться с тем, какие трубы необходимо гнуть с его помощью. Например, тонкостенные можно деформировать с использованием инструмента на основе алюминия.
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.