Монтаж полипропиленовых труб своими руками: технология работы с пп трубопроводом
Содержание:
- Советы по качественному устройству водопровода из полипропиленовых труб
- Классификация по проходимости
- Виды инструмента
- Монтаж водопроводной системы
- Как выполнять монтаж отопления из полипропиленовых труб?
- Разводка полипропиленовых труб
- Трубы из полипропилена – разновидности и маркировка
- Какие бывают и какие лучше
- Инструменты для сварки полипропиленовых трубопроводов
Советы по качественному устройству водопровода из полипропиленовых труб
При пайке и прокладке полипропиленовых труб не рекомендуется допускать ошибок. Особенно это касается скрытого водопровода, когда ценой ошибки может стать проведение нового ремонта.
Существуют такие типичные ошибки при монтаже трубопровода:
- Полипропилен запрещается сгибать. На внешней поверхности загнутой трубы стенка становится очень тонкой. Это приведет к значительному сокращению срока эксплуатации трубы.
- Использование некачественных насадок при пайке. Насадки покрыты тефлоном, который не допускает прилипания пластика. С течением времени на насадках слой тефлона становится тонким, а иногда и исчезает. Это чревато прилипанием пластика во время пайки, в результате чего получится некачественное соединение трубы с фитингом.
- Наличие влаги и грязи на соединяемых деталях. Фитинги и трубы перед пайкой рекомендуется протирать тряпкой в местах сварки. Особенно фатальным может стать наличие воды. При пайке влага превращается в пар, который деформирует материал.
- Некачественное удаление фольги с трубы. Наличие даже небольшого куска фольги в месте пайки ухудшат качество соединения.
- Удаление выпуклостей (появляются при чрезмерном перегреве насадок) с полипропилена непосредственно во время сварочных работ. Пластик должен застыть, иначе удаление дефектов чревато деформацией поверхности элементов.
- Соединение труб и комплектующих различных фирм-производителей. Этого не следует делать даже в случае пайки качественных изделий известных компаний. Это поясняется тем, пластик может отличаться по химическому составу. При нагреве пластиковые детали могут соединяться по-разному.
- Несоблюдение элементарных правил монтажа. К ним можно отнести недостаточное введение трубы в фитинг, приложение чрезмерного усилия при стыковании разогретого конца трубы или пайка фитинга встык с трубой (при повреждении фитинга).
- Отсутствие резьбового соединения в точках размещения потребителей воды. Причем для всей сантехники муфты должны иметь внешнюю резьбу. Лишь под смеситель в душевой кабине или ванной потребуются комплектующие с внутренней резьбой.
Полезное видео по монтажу труб из полипропилена:
Классификация по проходимости
Дополнительно трубы классифицируются по проходимости. Внутренний размер полипропиленовых труб указывает на то, какой объем воды они могут пропустить за определенный отрезок времени. Внешние размеры ПП трубы в данном случае не имеют значения. Это говорит о том, что толщина стенки может быть любой – от этого параметра зависит лишь то, насколько прочны будут трубы.
Как правильно рассчитать проходимости труб
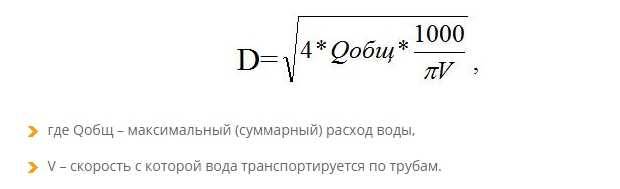
Чтобы рассчитать внутренний диаметр ПП труб, нужно воспользоваться следующей формулой:
D = √(4 — Qобщ — 1000/π∙V), где:
Qобщ – предельный суммарный расход воды;
V – скорость движения воды.
Если трубы толстые, то скорости присваивают значение 1,5-2 м/с, для тонких же труб эта величина, как правило, равняется 1,2 м/с. То есть, чем сечение трубы меньше, тем у нее выше соотношение поверхность/просвет. Иными словами, в тонкой трубе практически весь объем воды будет замедляться о стенки.
ПП трубы сечениями 10-25 мм подбираются, если скорости движения воды небольшие. Но если значения V большие, то сечения труб должны быть как минимум 32 мм.

В любом случае, желательно исходить из самых высоких показателей скоростей, так как полипропилен имеет очень гладкие стенки. Если устанавливается система водопровода, то в данном случае трение воды о внутреннюю поверхность труб будет минимальным.
Точные значения проходимости и сечения труб имеют большое значение лишь в случае проектирования водопроводной системы в многоэтажных домах. Если не воспользоваться таблицей размеров полипропиленовых труб, и выбрать трубу с сечение меньше положенного, то в периоды с пиковым потреблением воды, жильцы попросту останутся без воды.
Однако может возникнуть желание взять трубу с запасом по сечению
В данном случае стоит обратить внимание на целесообразность такого решения с экономической точки зрения. К трубам с большим диаметром понадобятся более дорогостоящие фитинги. В итоге расходы могут вырасти в значительной степени
При желании этого можно не допустить, главное, использовать рациональный подход
В итоге расходы могут вырасти в значительной степени. При желании этого можно не допустить, главное, использовать рациональный подход.
ПП трубы больших сечений нецелесообразно использовать и в таких местах, где будет достаточно и тонких труб, опять же таки с целью экономии. Дело в том, что когда вы долго сливаете холодную воду из крана, с большим сечением трубы и воды будет затрачено больше, прежде чем вода станет горячей. Если нет водозабора, то значительная часть тепла от горячей воды попросту рассеется без дела.

Рекомендуется организовать циркуляционную систему водоснабжения, таким образом, не понадобится каждый раз сливать воду, пока она станет горячей. Если это частный дом, то понадобится лишь установить несложный циркуляционный насос, а также докупить и обустроить систему дополнительной трубой, по которой вода будет возвращаться к котлу.
На рынке присутствует огромный сортамент полипропиленовых труб для отопления и не только. Если вы делаете стояк водоснабжения, то подойдут полипропиленовые трубы сечением 25 мм, если это пятиэтажный дом, и 32 мм – для домов от девяти до шестнадцати этажей. В данном случае, определяясь с диаметром, стоит учитывать точное количество сантехнических приборов, которые будут эксплуатироваться в этой системе.

Полипропиленовые трубы больших сечений чаще всего применяются для подачи холодной воды к одному или нескольким домам. Для прокладки труб в теплотрассах полипропилен не используют, так как он не любит горячей воды. К тому же, это такое место, где на трубы будет воздействовать большая нагрузка, от чего мягкий полипропилен может попросту повредиться.
С холодной водой все гораздо проще – ввиду низкой ее температуры и небольшого давления в системе, все чаще при оборудовании водопроводов отказываются от чугуна в пользу полипропилена. Довольно часто можно встретить системы с условным диаметром полипропиленовых труб в 500 мм и более, которые питают целые небольшие районы.
Виды инструмента
Инструмент для монтажа полипропиленовых труб можно условно разделить на:
- сварочные аппараты;
- клеевые пистолеты;
- труборезы;
- зачистки.
Сварочные аппараты
Сварочные аппараты бывают двух видов:
- Механический аппарат. Применяется, если необходимо соединить трубы большого диаметра или требуется большое усилие для совмещения стыков. Устройство:
- опорная рама;
- приборный блок;
- гидравлический привод.
Захваты из полуколец располагаются слева и справа. Между ними, для распределения давления и осуществления центровки, устанавливают вкладыши, внутренний диаметр которых соответствует наружному диаметру свариваемых труб.
Сварочный аппарат механический
- Ручной аппарат для сварки. Служит для сварки труб небольшого диаметра до 125 мм. Устройство:
- терморегулятор;
- плита нагрева с отверстиями, в которые устанавливаются насадки с антипригарным покрытием;
- комплект насадок для установки свариваемых элементов (попарно), тефлоновое покрытие не позволяет полипропилену прилипать к разогретой насадке.
Соединение с помощью ручного аппарата
Клеевые пистолеты
Применение пистолета упрощает работы по монтажу. Раструбное соединение с использованием муфт соединительных или других элементов можно производить, применяя клей для полипропиленовых труб. Преимущества термоклеевого пистолета:
- быстрота схватывания – от 1 до 3 минут;
-
надежность шва практически не уступает другим видам соединений.
Поверхности, подлежащие склеиванию, должны быть очищены от загрязнений и обезжирены.
Труборезы
Виды труборезов:
Ножницы прецизионные с трещоточным механизмом (для труб до 42 мм диаметром) обладают лезвием из стали с зубчатой рейкой.
Ножницы для полипропиленовых труб
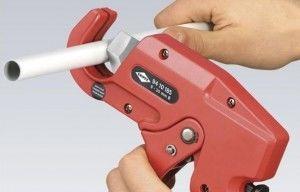
Труборез роликовый с храповым механизмом. Труба вкладывается в с-образную выемку и при смыкании рукоятей отсекается лезвием, расположенным напротив. Резка должна проводиться строго под углом в 90о. Отклонение в процессе резки приводит к деформации линии реза или даже к поломке ножниц.
Труборез для полипропиленовых труб роликовый
- Труборез аккумуляторный с небольшим электромотором, обеспечивающим большую скорость резки.
- Труборез гильотинный, который служит для порезки труб большого диаметра.
При отсутствии трубореза можно воспользоваться обычной ножовкой по металлу или по дереву, но тогда торцы необходимо тщательно зачистить от заусенцев. Также при резке нельзя допускать деформации трубы.
Зачистки
Для систем горячего водоснабжения и отопления рекомендуется применять армированные полипропиленовые трубы. Трубы, армированные стекловолокном, в зачистке не нуждаются, так как сетка находится между слоев полипропилена, воды не боится и с фитингом не контактирует. Алюминиевая фольга, используемая для армирования, должна быть удалена из места стыка до сварки. Алюминий при контакте с водой может вызвать электрохимические процессы, что приведет к разрушению армирующей пленки. В случае внешнего армирования алюминий помешает процессу сварки полипропиленовых элементов. Поэтому трубы, армированные алюминиевой фольгой, нуждаются в зачистке. Виды инструментов для зачистки:
- ручные – со съемными, несъемными рукоятками или рифлением;
- насадки для дрели.
Ручные зачистки и насадка на дрель
При небольших объемах работ по зачистке и отсутствию опыта лучше воспользоваться ручным инструментом.
- Для наружного слоя применяют муфты с ножами изнутри (материал – сталь инструментальная), так называемые шейверы. Диаметр инструмента подбирается под диаметр зачищаемой трубы. Часто используются двусторонние муфты, позволяющие выполнять работу с трубами двух различных диаметров.
Шейвер для полипропиленовых труб
- Для внутреннего слоя используют торцеватели. Ножи расположены с внутреннего торца. Нужно просто вставить трубу в инструмент, несколько раз провернуть и можно производить сварку.
Торцеватель для полипропиленовых труб
Удалять внутренний слой быстрее, ведь требуется снятие около 2 мм фольги. При снятии наружного слоя необходимо снимать около 2 см.
Насадка на дрель
Насадки на дрель отличаются от ручных зачисток стальным стержнем для установки в дрель, шуруповерт или перфоратор. Служат для удаления как внешнего, так и внутреннего армирующего слоя (расположение ножей определяет вид удаляемого слоя).
Монтаж водопроводной системы
Система монтируется после установки и подключения канализации, трубы которой должны находиться под небольшим наклоном. Сам монтаж реально провести и в одиночку, но намного проще и быстрее делать все вдвоем, особенно если нет предварительного опыта в подобном деле. Один человек обычно соединяет между собой детали, а второй держит паяльник.
Во время установки системы понадобится место для резки труб и сборки отдельных узлов. Это можно делать прямо на полу или на верстаке. Узлы намного проще собирать на горизонтальной поверхности, а уже потом крепить их к общей системе. Направление сборки водопровода – от потребителей (ванны, раковины, унитаза) к вводу.
Если трубы горячего и холодного водоснабжения проходят параллельно, первая всегда должна быть выше, чтобы на поверхности второй не накапливался конденсат. Прокладываются они вертикально или горизонтально, поворачиваются и стыкуются под прямым углом. При пайке для нагрева поверхностей соединяемых элементов должен быть свободный ход трубы не менее 8 см. Об этом нужно помнить, выбирая место «последней пайки». В крайнем случае, можно использовать два паяльника: для фитинга и для трубы.
Технология пайки полипропилена:
на паяльник крепится нужная насадка соответствующего диаметра;
включается питание паяльника, выбирается температурный режим. Температура плавления указывается на самих трубах и в большинстве случаев составляет 260ºС. При достижении нужной температуры срабатывает реле, в некоторых моделях загорается/гаснет лампочка;
отрезается труба нужного размера с помощью специальных ножниц. Ее длина должна быть больше расчетной на 30 мм, так как ее концы с двух сторон будут заходить в фитинги на 15 мм;
спаиваемые поверхности очищаются от пыли и обезжириваются специальным средством. Они должны быть ровными и гладкими, без дефектов и деформаций;
фитинг прикладывается к трубе в том положении, в котором они будут соединяться между собой. На трубе отмеряется 15 мм от края и ставиться отметка. Такая же отметка наносится и на фитинг;
на насадку надевается фитинг, а в нее – труба. Желательно, чтобы элементы надевались одновременно для равномерного прогрева или же сначала фитинг, стенки которого толще, поэтому и прогреваются дольше. Во время нагревания нельзя двигать детали, вращать их или деформировать;
время нагрева зависит от диаметра элементов: для 20 мм – 4-5 с, для 25 мм – максимум 7 с, для 32 мм – максимум 10;
с насадки одновременно снимаются фитинг и труба и быстро, но аккуратно соединяются между собой
Важно при соединении не нарушать их соосность, не прокручивать. Вся расплавленная часть трубы должна полностью войти в фитинг
Нанесенные ранее метки на их поверхностях должны совпасть;
соединение удерживается в нужном положении 5 с, после чего нужно осмотреть результат пайки. Внутри трубы не должно быть перегородки из расплавленного полипропилена, что является свидетельством перегрева поверхности изделия;
через 2-3 минуты соединение будет готово к дальнейшему использованию.
 Устанавливаем трубы полипропиленовые водопроводные
Устанавливаем трубы полипропиленовые водопроводные
Первый раз наверняка соединение окажется перекошенным, перегретым или деформированным, поэтому для начала стоит потренироваться на ненужных обрезках, чтобы лучше понять технологию и «набить руку». В целом же монтаж полипропиленовых труб своими руками отличается простотой, так что под силу каждому. После окончания работы с паяльником еще горячая насадка протирается ветошью.
Соединенные узлы закрепляются на стенах или на полу, формируя водопроводную систему, трубы оборачиваются изолирующим рукавом и фиксируются на несущих конструкциях С-образными клипсами. На стенах крепятся выводы.
Как правильно осуществлять пайку полипропиленовых труб
Как выполнять монтаж отопления из полипропиленовых труб?
Рассмотрим несколько практических примеров пайки трубопровода из полипропиленовой трубы.
Пайка производится специальным паяльником:
На каждом паяльнике есть регулятор температуры (1). Температура для пайки полипропилена выставляется 270 градусов. Нагрев трубы паяльником проводится в течение не более 5 секунд.
Нужно учесть следующее. Если работа проходит на улице в холодное время, либо в холодном помещении, время пайки увеличивается, т. к. паяльник быстро остывает.
В этом случае нужно либо увеличить температуру нагрева паяльника, либо увеличить время нагрева. Время нагрева также увеличивается при пайке труб большего диаметра, что иллюстрирует следующая таблица:
Собственно пайка. На паяльнике есть две насадки: одна для нагрева внутреннего диаметра, другая – наружного. Одновременно нагреваются обе детали, которые предполагается соединить:
Равномерно давим на обе детали, как бы навстречу друг другу – по направлению красных стрелок на фото:
По мере нагрева, муфта доходит до бортика, на трубе также появляется отбортовка. После нагрева, снимаем детали с насадок и состыковываем их друг с другом:
После соединения нагретых деталей их нужно зафиксировать на некоторое время
После состыковки придерживаем детали в течение до 30 секунд – чтобы они поостыли, и соединение затвердело. Отбортовка на трубе должна быть равномерной по всей окружности соединения.
Вот таким образом и паяется весь полипропилен, не зависимо от диаметра трубы и назначения, – будь то система отопления или водоснабжения. Единственное отличие, как было сказано выше, это время пайки: чем больше диаметр тубы, тем дольше требуется нагревать и фиксировать после соединения.
Была разработана насадка для паяльника, чтобы ещё облегчить и без того простое житие монтажника.
Насадка позволяет точно определить время, когда спаиваемые детали уже достаточно нагреты. В такой насадке есть специальное отверстие:
- через которое выходит расплавленный полипропилен. Как только он появился в отверстии:
- это сигнал: снимаем и состыковываем детали. Не надо засекать время по часам или отсчитывать секунды самому.
Есть ещё керамическая насадка, которая предотвратит вот такой вид расплавленной трубы:
Плюс такого соединения (без использования металла) в том, что благодаря отсутствию металлических соединений, соли жёсткости не нарастают в таких участках. А также после пайки получается монолитное соединение.
При работе с полипропиленом нужно учитывать наперёд все шаги – для того, чтобы не попасть в некоторые неудобные моменты. Такие «моменты» могут встречаться, когда, например, нужно произвести пайку в каком-то ограниченном пространстве и т. п.
Поэтому, прежде чем паять, лучше нарисовать на листе бумаги схему трубопровода (начиная от котла) и записать последовательность шагов.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам

При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)

Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Трубы из полипропилена – разновидности и маркировка
В предыдущем разделе статьи уже было упомянуто, что существует множество разновидностей полипропиленовых труб. Они отличаются друг от друга по типу добавок, привнесенных в полимер на производстве, по диаметру, толщине стенок, наличию и виду армирования и предназначению. Всю эту информацию можно получить, изучив маркировку, нанесенную на внешней стороне полипропиленовых труб. Попробуем внести больше ясности в эти коды из букв и цифр.
Маркировка на трубах из полипропилена
Начинается маркировка полипропиленовых труб с названия фирмы-изготовителя. Затем указывается сортамент полимера, из которого изготовлено изделие. С видами полипропилена, используемыми при производстве труб, вы можете ознакомиться далее.
- PPH или PP – гомополимерный полипропилен. Самая простая разновидность данного материала. Обладает высокой прочностью и жесткостью. Трубы с маркировкой PPH или PP следует использовать только для холодного водоснабжения и исключительно внутри отапливаемых помещений – материал плохо воспринимает как очень высокие, так и очень низкие температуры.
- PPB – блок-сополимеры полипропилена. По сравнению с предыдущим сортаментом, обладают лучшими показателями термоустойчивости и гибкости при той же прочности. Рекомендуется к использованию в трубах холодного водоснабжения и «теплых полах». Но для линий ГВС и отопления использовать PPB-полипропилен нежелательно.
- PPR – рандом-сополимеры полипропилена, также известные как статические сополимеры. Отличается наилучшими показателями термоустойчвости. PPR-трубы являются универсальными и подходят как для холодного, так и для горячего водоснабжения и отопления (где постоянная температура не превышает +90-95°С).
PPR-трубы
Армированные полипропиленовые трубы
Полипропиленовые трубы с алюминиевым армированием. Также известны как Stabi
Трубы, армированные стекловолокном, для отопления
Полипропиленовые трубы со стекловолоконным армированием
Также маркировка полипропиленовых труб должна содержать в себе код, обозначающий рекомендуемую сферу применения изделия. Он представляет собой сочетание букв PN и двух цифр.
Таблица. Общепринятые коды, обозначающие сферу применения труб из полипропилена.
| Буквенно-цифровой код | Обозначение |
|---|---|
|
PN10 |
Недорогие тонкостенные трубы, рассчитанные исключительно на линии холодного водоснабжения. Максимально допустимое давление – 10 атм. В силу не самых лучших эксплуатационных характеристик, большого распространения не получили. |
|
PN16 |
Более совершенные полипропиленовые трубы. Выдерживают давление до 16 атм и температуру до +60°С. Как и PN10, их следует применять исключительно для линий с холодной водой. |
|
PN20 |
Универсальные полипропиленовые трубы, не теряющие свою прочность и прочие характеристики при давлении до 20 атм и температуре до +95°С. Наиболее распространенный вариант изделий, подходит в равной степени для холодного и горячего водоснабжения. |
|
PN25 |
Наиболее совершенный подвид полипропиленовых труб. Как правило, имеет армирование. Успешно выполняет свои функции при температуре +95°С. Выдерживает давление до 25 атм. Подходит для напорных трубопроводов в линиях отопления и горячего водоснабжения. |
ПП изделия подходят для устройства отопительных систем
Также на полипропиленовых трубах маркируют их внутренний диаметр и толщину стенок
При покупке следует обращать внимание на данные характеристики и приобретать все комплектующие и фитинги соответствующих размеров. Выбор диаметра и толщины стенок полипропиленовых труб зависит от нескольких факторов
- Длина системы – чем она короче, тем меньший внутренний диаметр водопроводных труб допустим и наоборот. В качестве примера: для систем до 10 м подходят изделия с сечением 20 мм, от 10 до 30 м – 25 мм. А для водопровода протяженностью от 30 м подойдут только те полипропиленовые трубы, чей внутренний диаметр составляет 32 мм и более.
- Количество потребителей горячей и холодной воды на линии и их показатели расхода – чем они выше, тем больше должен быть внутренний диаметр полипропиленовых труб.
- Количество поворотов, стыков, фитингов и других подобных элементов в схеме водопровода.
- Давление и температура воды в магистрали.
В некоторых случаях имеет смысл выполнить предварительный гидравлический расчет всей системы водопровода в доме или в квартире.
Таблица типовых размеров труб из полипропилена марок PN10, PN20 и PN25
Какие бывают и какие лучше
По строению полипропиленовые трубы бывают трех видов:
- Однослойные. Стенки полностью сделаны из полипропилена.
- Трехслойные:
- армированные стекловолокном — между двумя слоями полипропилена запаяны нити стекловолокна;
- армированные фольгой — конструкция похожа.
Теперь коротко о том, зачем армируют полипропиленовые трубы. Дело в том, что этот материал имеет большой коэффициент теплового расширения. Один метр однослойной трубы при нагреве на 100°C становится длиннее на 150 мм. Это очень много, хотя никто не будет нагревать их настолько, но и при меньших дельтах температур увеличение длинны не менее впечатляющее. Для нейтрализации этого явления ставят компенсационные петли, но такой подход спасает не всегда.
Виды компенсаторов для полипропиленовых труб
Производители нашли другое решение — они стали делать многослойные трубы. Между двумя слоями чистого пропилена они закладывают стекловолокно или алюминиевую фольгу. Эти материалы нужны не для укрепления или каких-либо других целей, а только для уменьшения теплового удлиннения. Если есть прослойка стекловолокна, температурное расширение в 4-5 раз меньше, а с прослойкой из фольги — в 2 раза. Компенсационные петли по прежнему нужны, но ставятся они реже.
Слева армированная стекловолокном труба, справа — обычная однослойная
Зачем делают армирование и стекловолокном, и фольгой? Дело в диапазоне рабочих температур. Те, что со стекловолокном могут выдержать нагрев до 90°C. Этого достаточно для ГВС, но не всегда недостаточно для отопления. У полипропиленовых труб, армированных фольгой, температурный диапазон шире — они выдерживают нагрев среды до +95°C. Этого уже достаточно для большинства систем отопления (кроме тех, в которых стоят твердотопливные котлы).
Какие ППР трубы подходит для каких систем
Исходя из всего сказанного выше ясно, какие полипропиленовые трубы лучше для отопления — армированные фольгой, если предполагается высокотемпературная эксплуатация системы (от 70°C и выше). Для низкотемпературных систем отопления можно использовать изделия, армированные стекловолокном.
Для холодного водоснабжения подходят любые ППР трубы, но самое рациональное решение — обычные однослойные. Стоят они совсем немного, а тепловое расширение в этом случае не такое уж и большое, одного небольшого компенсатора для водопровода в среднем частном доме достаточно, а в квартире, при небольшой протяженности системы, его не делают вообще, вернее делают «Г»-образный.
Пример водопровода из полипропилена
Для прокладки системы ГВС лучше всего брать трубы из полипропилена с армирующей прослойкой из стекловолокна. Их качества тут оптимальны, но можно использовать и с фольгированным слоем
Обратите внимание, наличие компенсаторов обязательно
Какие проще в монтаже
Решая, какие полипропиленовые трубы лучше, обратите внимание на такой параметр, как сложность монтажа. Все виды соединяются при помощи сварки, а для поворотов, разветвлений и т.п
используют фитинги. Сам процесс сварки идентичен для всех типов, разница в том, что при наличии алюминиевой фольги требуется предварительная обработка — необходимо удалить фольгу на глубину пайки.
Так выглядит внешнее армирование полипропиленовой трубы фольгой
Вообще, армирование алюминием бывает двух видов — наружное и внутреннее. При наружном, слой фольги находится близко к наружному краю (1-2 мм), при внутреннем армирующий слой находится примерно посередине. Получается что он с двух сторон залит почти одинаковым слоем полипропилена. В этом случае подготовка к сварке состоит еще и в том, чтобы снять наружный слой пропилена на всю глубину сварки (и фольгу тоже). Только при этих условиях можно достигнуть требуемой прочности шва. Вся эта подготовка занимает достаточно много времени, но самое неприятное то, что при ошибке получаем очень ненадежное соединение. Самый опасные вариант, когда вода просачивается к фольге. В этом случае полипропилен рано или поздно разрушиться, соединение потечет.
Сваривать армированные фольгой трубы надо правильно
Исходя и этих данных, можно прийти к выводу, что если позволяют условия, лучше использовать однослойные или армированные стекловолокном полипропиленовые трубы. Приверженцы алюминиевого армирования говорят о том, что фольга дополнительно уменьшает количество воздуха, который проникает в систему через стенки. Но фольгу часто делают перфорированной и она далеко не обязательно идет сплошной полосой, охватывая весь диаметр трубы. Часто она имеет продольный разрыв. Ведь ее задача — уменьшить величину теплового расширения, а с этой задачей справляются даже полосы более стабильного материала.
https://youtube.com/watch?v=fKf2kG7gHvw
Инструменты для сварки полипропиленовых трубопроводов
Соединение труб и фитингов из полипропилена называется сваркой (или пайкой, что неверно). Процесс идет по законам диффузии материалов, при нагреве деталей до состояния плавления. Детали связываются друг с другом на молекулярном уровне, образуя прочное, монолитное соединение.
Для работы мастеру понадобятся следующие инструменты:
- Маркер или карандаш для разметки стен и нанесения отметок на трубы и фитинги.
- Рулетку, уголок для измерений.
- Раствор для обезжиривания деталей, ножик для удаления заусениц на местах среза.
- Что-то одно для резки труб: труборез для пластика, специальные ножницы, ножовка по металлу или болгарка. Любым, из перечисленных инструментов, можно резать полипропиленовые трубы при монтаже.
- Для работы с армированными трубами понадобится специальное устройство – шейвер или торцеватель. Им снимают металлический слой перед сваркой.
- Специальный сварочный агрегат для полипропиленовых материалов с тефлоновыми насадками нужного диаметра.
Алгоритм сварки полипропиленовых труб
- Сварочный аппарат не выключают из сети на протяжении всего выполнения монтажа.
- Рабочая температура сварки полипропилена 260 градусов.
- Приступать к сварке следует не раньше, чем через 5 минут после окончательного нагрева сварочного аппарата.
- Нагревание фитинга и конца трубы идет одновременно, соединять детали следует одним движением нажима без прокручивания или шатания.
- Во время нагрева детали должны быть неподвижны.
- Перегрев ведет к запаиванию внутреннего отверстия.
- Фиксация деталей должна быть достаточной для остывания.
Проверять, как работает смонтированный трубопровод, можно не раньше, чем через 2 часа после окончания работ.