Как правильно нарезать резьбу метчиком вручную
Содержание:
- Профили резьбы
- Методы получения резьб
- Нарезание резьбы резцами
- Рез электрическим клуппом
- Пару слов о ГОСТ по трубной резьбе
- Правила нарезки
- Удаление сломанного инструмента
- Типы резьбы
- Инструмент и принцип нарезки трубной резьбы
- Существующие варианты резьбовой нарезки
- Основные способы нарезки
- Нарезка резьбы
- Как нарезать правильно
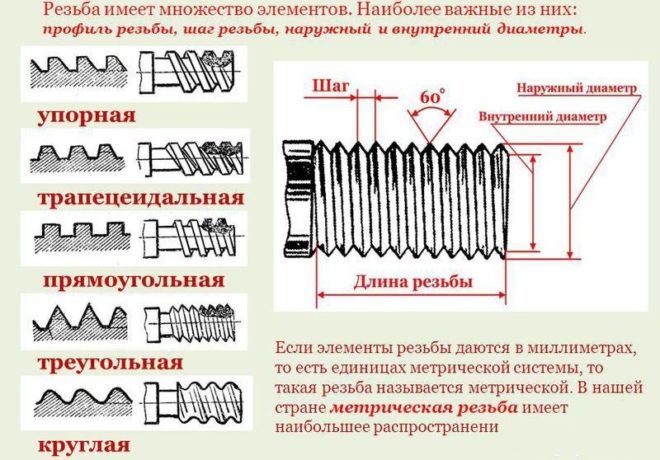
Профили резьбы
Формы заготовок, в зависимости от вида поверхности, бывают цилиндрическими и коническими. Резьбы бывают наружные (на поверхности) и внутренние (в отверстии болванки). Вид резьбового соединения зависит от профиля резьбы.
Существуют пять видов профиля:
- треугольный;
- прямоугольный;
- трапецеидальный;
- упорный;
- круглый.
Резьба может быть однозаходной и многозаходной:
- однозаходная — формируется единой резьбовой нитью;
- многозаходная — создается двумя или более нитками, размещенными на одинаковом расстоянии одна от другой.
Основные показатели обоих типов резьбы – шаг и ход. Резьбовой шаг — дистанция меж ближайшими витками и меряется по осевой линии обрабатываемой заготовки. Ходом одной резьбовой нитки называется промежуток посреди двух пиков одного витка на рабочей поверхности изделия. Ход равен произведению резьбового шага на число заходов.
Методы получения резьб
Резьбы на токарном танке нарезают разными способами в зависимости от типа соединения и размера детали:
- накаткой роликом;
- с применением плашек и метчиков;
- резцами.
При накатывании профильный твердый ролик выдавливает в теле метиза канавку, приподнимая металл выступа. Способ отличается высокой производительностью. Сама нить прочная за счет образующегося на поверхности наклепа. Таким способом можно изготавливать метизы из низкоуглеродистых пластичных сталей на автоматических линиях. Для накатки при изготовлении малых партий деталей, профильный ролик может устанавливаться на токарный станок. Диаметр ограничен 24–30 мм.
Нарезание резьбы на токарных станках осуществляется специальным инструментом: метчиками и плашками. Метод высокопроизводительный. Не зависимо от типа резьбы и количества заходов, она изготавливается за один проход. Повышение прочности и точности достигается использованием на диаметрах более 14 мм пары инструментов: чернового и чистового.
Резцом выполняются резьбы любого профиля. Диаметр и вес детали ограничивается техническими характеристиками станка.
Для точения конических резьб на конусе резьбового соединения применяется специальный инструмент и резец. Станок должен иметь все узлы, необходимые для настройки нарезки конических резьб. По таблицам, расположенным на передней бабке или верхней панели коробки передач, выставляется шаг резьбы. Деталь стачивается на конус по наружному размеру резьбы. Угол заточки 120⁰. Глубина резания регулируется салазками. После касания резца выставляется по лимбу.
В отдельных конически соединениях применяется нарезка метрической резьбы по конусу. Ход резца параллельно обрабатываемой поверхности выставляется поворотом салазок.
Нарезание резьбы резцами
На токарно-винторезных станках наиболее широко применяют метод нарезания наружной и внутренней резьб резцами (рис. 4.45). Резьбонарезные резцы бывают стержневые, призматические и круглые; их геометрические параметры не отличаются от геометрических параметров фасонных резцов.Резьбы треугольного профиля нарезают резцами с углом в плане при вершине ε= 60° ± 10′ для метрической резьбы и ε= 55° ± 10′ для дюймовой резьбы. Учитывая погрешности перемещения суппорта, которые могут привести к увеличению угла резьбы, иногда применяют резцы с углом ε = 59°30′. Вершина резца может быть скругленной или с фаской (в соответствии с формой впадины нарезаемой резьбы).

Резьбонарезные резцы оснащают пластинами из быстрорежущей стали и твердых сплавов. Предварительно деталь обтачивают таким образом, чтобы ее наружный диаметр был меньше наружного диаметра нарезаемой резьбы. Для метрической резьбы диаметром до 30 мм эта разница ориентировочно составляет 0,14… 0,28 мм, диаметром до 48 мм — 0,17…0,34 мм, диаметром до 80 мм — 0,2…0,4 мм. Уменьшение диаметра заготовки обусловлено тем, что при нарезании резьбы материал заготовки деформируется и в результате этого наружный диаметр резьбы увеличивается.
Нарезание резьбы в отверстии производят или сразу после сверления (если к точности резьбы не предъявляют высоких требований), или после его растачивания (для точных резьб). Диаметр отверстия (мм) под резьбу
d = d-P,
где d — наружный диаметр резьбы, мм; Р — шаг резьбы, мм.
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается. Поэтому результат, полученный по приведенной выше формуле, увеличивают на 0,2…0,4 мм при нарезании резьбы в вязких материалах (стали, латуни и др.) и на 0,1…0,02 мм при нарезании резьбы в хрупких материалах (чугуне, бронзе и др.).
В зависимости от требований чертежа резьба может заканчиваться канавкой для выхода резца. Внутренний диаметр канавки должен быть на 0,1 …0,3 мм меньше внутреннего диаметра резьбы, а ширина канавки (мм)
b=(2…3)P.
В процессе нарезания болтов, шпилек и некоторых других деталей при отводе резца, как правило, образуется сбег резьбы.
Для более удобного и точного нарезания резьбы на торце обрабатываемой детали выполняют уступ длиной 2…3 мм, диаметр которого равен внутреннему диаметру резьбы. По этому уступу определяют последний проход резца, после окончания нарезания резьбы уступ срезают.
Точность резьбы во многом зависит от правильной установки резца относительно линии центров. Для того чтобы установить резец по биссектрисе угла профиля резьбы перпендикулярно к оси обрабатываемой детали, используют шаблон, который устанавливают на ранее обработанной поверхности детали вдоль линии центров станка. Профиль резца совмещают с профилем шаблона и проверяют правильность установки резца по просвету. Резьбонарезные резцы следует устанавливать строго по линии центров станка.
На токарно-винторезных станках резьбу нарезают резцами за несколько проходов. После каждого прохода резец отводят в исходное положение. По нониусу ходового винта поперечного движения подачи суппорта устанавливают требуемую глубину резания и повторяют проход. При нарезании резьбы с шагом до 2 мм подача составляет 0,05…0,2 мм на один проход. Если резьбу нарезать одновременно двумя режущими кромками, то образующаяся при этом стружка спутывается и ухудшает качество поверхности резьбы. Поэтому перед рабочим проходом резец следует смещать на 0,1…0,15 мм поочередно вправо или влево, используя перемещение верхнего суппорта, в результате чего обработка ведется только одной режущей кромкой. Число черновых проходов — 3…6, а чистовых — 3.
Рез электрическим клуппом
Кроме ручного инструмента получил широкое распространение и электрический. Преимуществом подобного варианта исполнения можно назвать высокую производительность. Работа при его применении имеет следующие особенности:
- Обрабатываемая часть тщательно подготавливается.
- Обеспечивается надежное крепление заготовки.
- Механизм крепится в начальной точке.
- Проверяется свободность хода направляющих и направление вращения режущей части.
- Первые витки нарезаются в толчковом режиме.
На инструменте можно установить основные параметры, к примеру, длину реза. Особенности применения зависят от его функциональности и других эксплуатационных характеристик.
Пару слов о ГОСТ по трубной резьбе
В условиях работы с газообразными и жидкими средами, согласно ГОСТ 6111, при необходимости внедрения разъёмных соединений в схемы трубопроводов, допускается изготовление таких соединений на резьбовой основе.
Возможным является исполнение не только трубной, но и конической резьбы (ГОСТ 3662).

Пример производства конической трубной резьбы на технологическом переходнике. Подобные приёмы используются в сантехнике нередко. По эксплуатационным показателям коническая резьба выделяется в лучшую сторону относительно иных видов
Несмотря на редкое применение конической резьбы в трубных соединениях, она считается более удобной по характеристикам навинчивания/свинчивания.
Следует напомнить, что угол конусности конической резьбы напрямую связан с такими параметрами, как шаг и диаметр. Допустимое значение этого угла не может быть меньше 26°. Стандартное значение угла вершины профиля на конической резьбе – 60°.
Трубные резьбы отличаются характерной особенностью – они имеют скруглённую вершину профиля. При соблюдении стандартов нарезки, величина закругления составляет 10% размера радиуса резьбы.
При такой технологии нарезки удаётся добиться существенного снижения внутренних напряжений на малой площади металла, занимаемой резьбовым профилем.
Установленными допусками ГОСТ 6357, наряду с цилиндрической и конической резьбой предусматривается исполнение на трубах метрической резьбы.
Здесь стандарт угла наклона составляет 55°, чем обусловлено увеличение числа витков на участке по длине равным участку с другим видом резьбы.
В результате получается соединение с более высокой степенью герметичности, но трудоёмкость при пользовании такими соединениями увеличивается.

Метрическая резьба и полный технический расклад по стандартным параметрам. Для метрической резьбы применяется единица измерения – миллиметр, тогда как трубная обычно измеряется в дюймах
Существующими установками ГОСТ предусматривается также возможность исполнения упорной и трапецеидальной резьбы на трубах. Но на практике эти виды нарезки не используются по причине их низкой эксплуатационной прочности.
В сантехнических работах применяют разные способы соединения труб. Выбор метода во многом зависит от материала трубопровода и его “зоны ответственности”. Резьбовую стыковку деталей рекомендуют использовать на участках, доступных для периодической ревизии.
Информация по альтернативным способам соединения труб представлена в статьях:
- Сантехнические способы соединения труб: обзор всех возможных вариантов исполнения
- Соединение пластиковых труб с металлическими: разбор способов и примеров монтажных работ
- Соединение медных труб: инструкции и сравнение различных монтажных технологий
- Врезка в трубу без сварки: технология проведения сварочно-врезных работ
Источники
- https://chonemuzhik.ru/kak-narezat-rezbu-plashkoj-ili-metchikom-v-t-ch-na-trubax.html
- https://proinstrumentinfo.ru/lerka-dlya-narezki-rezby-na-trubah-tsena/
- https://www.rocta.ru/info/kak-narezat-metchikom-vnutrennyuyu-rezbu-pravilnaya-narezka-vruchnuyu-v-metalle/
- https://metallz.ru/articles/kak_pravilno_narezat_rezbu_metchikom/
- http://met-all.org/obrabotka/prochie/kak-narezat-rezbu-metchikom-tablitsa.html
- https://sovet-ingenera.com/santeh/trubodel/kak-narezat-rezbu-na-trube.html
- https://metalloy.ru/obrabotka/rezba/narezka-rezby
Правила нарезки
Качество профиля зависит от множества факторов:
- Погрешности заготовки. Занижение или завышение диаметра стержня и отверстия соответственно причина неполной высоты витков. Разновысотность по длине – следствие конусности исходной поверхности.
- Рваная поверхность получается при затупившемся инструменте, высокой скорости, неверно выбранной смазке.
- Усадка гайки по среднему диаметру характерна при аналогичном износе метчика.
- Растяжка витков происходит от подтормаживания самовыдвижной оправки.
- Разбивка гайки по среднему диаметру возможна от большого переднего угла, способствующего отжиму перьев метчика.
Во избежание указанного необходимо:
- Грамотно выбрать оснастку и методику нарезания.
- Подготовить заготовку согласно технологической документации или указаний справочных таблиц.
- Правильно подобрать режимы резания и СОЖ.
- Настроить станок на обработку, при необходимости рассчитать и собрать гитару.
- Заточку, установку резца контролировать по шаблону.
- Проверить первые готовые детали, произвести поднастройку, периодически повторять контроль в дальнейшем.
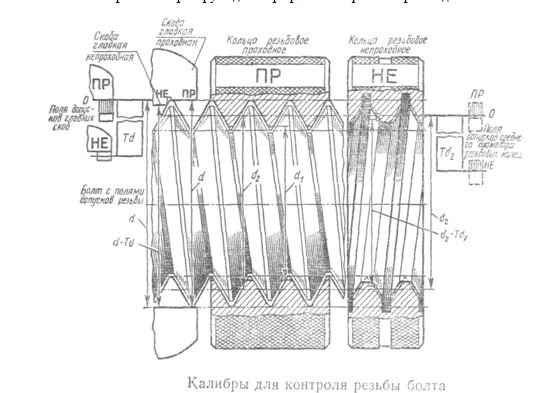
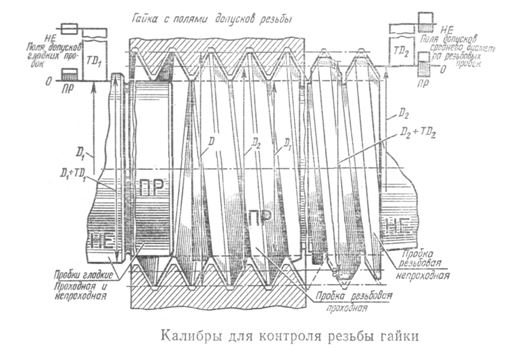
- Следить за исправностью приспособлений, своевременно подтачивать инструменты. Контроль качества резьбы Обеспечение требуемых служебных характеристик соединения определяется соответствием действительных значений: наружного, внутреннего, среднего диаметров, половины угла профиля, шага. Проверки выполняются:
- Калибрами. Контролируют диаметры резьбы в серийном производстве.
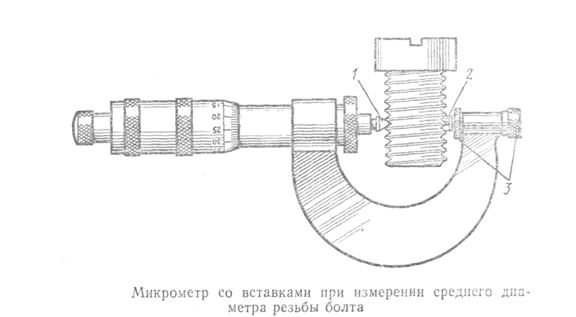
Шагомерами (резьбовыми шаблонами), микрометрами со сменными вставками. Первыми проверяют на просвет P и α/2, вторые комплектуются набором сменных вставок под разные номиналы, предназначены для замера среднего диаметра болтов. Применяются в мелкосерийных цехах, измерения не точные.
Точное измерение среднего диаметра винта выполняют, используя три проволочки, микрометр или оптиметр. Погрешность последнего до 2 мкм.
Особо ответственные детали проверяют с помощью инструментальных микроскопов, позволяющих надежно определять диаметры, шаг, углы.
Оценка статьи:
Сохранить себе в:
Нарезка трапецеидальной резьбы на токарном станке Ссылка на основную публикацию
Удаление сломанного инструмента
Даже слесари с многолетним опытом в силу разных причин иногда ломают метчики при нарезании внутренних резьб ручным способом. Вопрос в том, как извлечь обломок изделия, ведь не всегда проблему можно решить проделыванием другого отверстия. Если обломок хоть немного торчит над поверхностью, стоит попробовать захватить его пассатижами или губками ручных тисков и попытаться вывернуть естественным образом. Как правило, это дает успешный результат.
Когда обломок рабочей части полностью сидит в отверстии, нужны кардинальные меры. Одна из них — попробовать вывернуть его оттуда сверлом левого вращения, работая дрелью на самых низких оборотах. Ничего не выходит? Придется отыскать сверло с твердосплавным наконечником или алмазом и просто высверлить застрявший кусок инструмента.
https://youtube.com/watch?v=4FOJf16EpjY
Отломанную рабочую часть метчика подчас бывает очень трудно извлечь, поэтому к выполнению работы надо отнестись скрупулезно, особенно при недостатке опыта. Пользуйтесь хорошо заточенным инструментом, соблюдайте все предложенные выше рекомендации, и вы 100% получите результат в виде надежного резьбового соединения.
Типы резьбы
Для создания резьбы на токарном станке используются различные виды классификации:
-
По месту расположения отличают внутреннюю или наружную разновидности.
-
Могут использоваться различные формы профиля: круглая, прямоугольная, трапецеидальная, метрическая, дюймовая и другие.
-
В соответствии с направлением вращения её разделяют на правую и левую.
-
Величина шага может использоваться обычная или мелкая.
-
Можно разделять по способу создания: с помощью нарезания или накатывания.
-
По форме поверхности, используемой в качестве основы: цилиндрическая или коническая.
-
В зависимости от используемого количества заходов на резьбу: однозаходная или многозаходная.
В соответствии с эксплуатационными целями она делится на крепёжную, ходовую, крепёжно-уплотнительную и специальную. Они могут предназначаться для цилиндрических или конических резьб.

Инструмент и принцип нарезки трубной резьбы
Для нарезки трубной резьбы применяют специальные инструменты и приспособления. Наиболее часто используют:
- труборез;
- плашки;
- воротки;
- ручной клупп;
- шлифмашинка.
Для выполнения операции на металлических трубах нужно приложить большое механическое усилие, труба при этом должна оставаться неподвижной. Чтобы выполнить такое условие, ее зажимают в трубных тисках, в стесненных условиях для зажима используют газовый ключ.
Важно. Нарезаемый участок трубы смазывают моторным маслом или техническим вазелином
После окончания работы поверхность очищают от металлических опилок и смазки щеткой или ветошью.
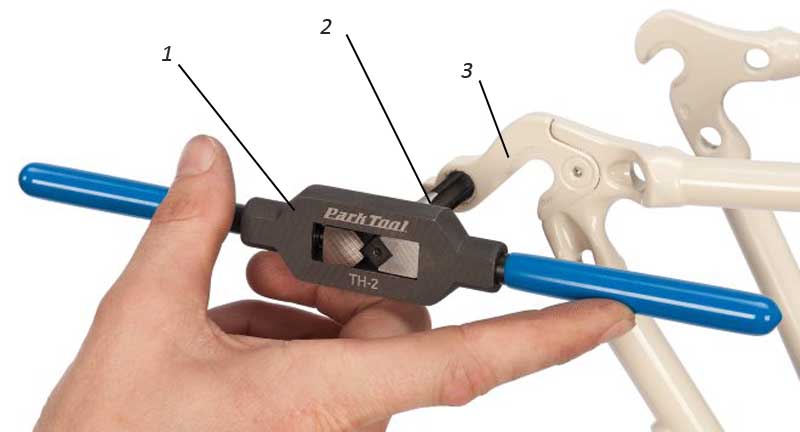
Для возможности вращения плашки ее закрепляют в вороток. Это кольцо с отверстием для плашки, в котором она фиксируется стопорными винтами. Вороток имеет несколько рукояток для обеспечения вращения.
Существующие варианты резьбовой нарезки
Трубная резьба подразделяется на пять видов, однако наиболее популярными вариантами является коническая и цилиндрическая. С такими вариантами трубной резьбы сталкиваются зачастую домочадцы. Для резьбовой нарезки на водопроводной трубе имеется два способа:
- Автоматический, предусматривающий нарезание резьбы на трубах водоснабжения при помощи специальных станков и электроинструментов.
- Ручной. Для этого применяются специальные ручные инструменты.
Если по долгу службы человеку необходимо нарезать резьбу на большом количестве труб, то уместно приобрести специальный электроинструмент, что позволит облегчить ручной труд.

Когда необходимость в получении резьбового соединения является единичным случаем, то для таких целей подходит ручная технология. На водопроводных трубопроводах, а также трубах систем отопления нарезка резьбы выполняется при помощи плашки.
Плашка представляет собой стальной диск, а его внутренний диаметр имеет осевые отверстия в разном количестве, что зависит от размера изделия. Кромки этих отверстий формируют резцы, при помощи которых и выполняется резьбовая нарезка. Для обеспечения надёжности такого инструмента, его изготавливают из легированных видов стали или твёрдых сплавов.

Плашки могут иметь разную форму (круглую, квадратную, шестигранную или призматическую), но чаще все применяются дисковые варианты. Именно дисковые плашки предназначаются для получения резьбового соединения на водопроводных трубах. Чтобы плашкой было удобно работать, они оснащаются дополнительно воротками, а также фиксаторами в виде винтов. Плашки также бывают цельными, разрезными и раздвижными.
Цельные плашки для нарезания резьбы на трубах имеют один существенный недостаток – это быстрый износ резцов. Это обусловлено жёсткостью собственной конструкции изделия. Разрезные или подпружиненные плашки имеют менее жёсткую конструкцию, что существенно повышает срок эксплуатации изделия. За счёт подпружиненного механизма такой инструмент для нарезания резьбы на трубах позволяет варьировать диаметром получаемых резьбовых соединений в диапазоне от 0,1 до 0,3 мм. Устройство такого типа имеют высокую стойкость к износу резцов, однако не способно при этом обеспечить высокую точность.
Раздвижные плашки представляют собой 2 рабочих части, предназначающиеся для установки в крепёжный модуль. Плашка со специальным крепёжным модулем образует инструмент, называемый трубным клуппом. Плашка в клуппе фиксируется при помощи сухаря и регулировочного винта. Именно при помощи регулировочного винта осуществляется регулировка диаметра резьбы.
Основные способы нарезки
Нарезать витки на обрабатываемой поверхности можно двумя основными способами: вручную или при применении автоматического оборудования. В домашних мастерских зачастую применяют именно ручной инструмент, так как он дешевый и прост в использовании. Чаще всего применяется плашка, в продаже встречаются следующие:
- Клупповые.
- Цельные.
- Разрезные.
Основная часть приспособления может быть изготовлена в виде квадрата и шестигранников. Наибольшее распространение получили дисковые варианты исполнения, которые и применяются для нарезания резьбы.

Набор метчиков и плашек
Разрезные или подпружиненные варианты исполнения характеризуются высокой износостойкостью. Однако, особенности их конструкции определяют то, что достигнуть высокой точности и чистоты нарезанных витков практически не возможно.
Можно использовать и раздвижные плашки, которые зачастую состоят из двух рабочих частей. За счет этого обеспечивается универсальность в применении.
Нарезка резьбы
Инструменты

Лерка

Клупп с трещоткой
- Как вы понимаете, основным приспособлением, которым производится нарезание резьбы на трубах, является лерка, но сама по себе она не эффективна, так как для неё нужен рычаг, чтобы привести её в действие. Сразу можно оговориться, что рычаг должен быть специализированным, например, если вы зажмёте её газовым ключом и попытаетесь резать резьбу, то лерка, скорее всего, лопнет.
- Режущий инструмент закрепляется в клуппе – это рамка с рукоятками – так, рамка обжимает призматическую или квадратную лерку, усиливая её прочность, а ручки, завинченные по бокам, служат в качестве рычага. Но такое приспособление удобно в тех случаях, когда для рычагов есть простор, но если болванка находится у стены, то их приходится постоянно откручивать и закручивать заново. Поэтому, здесь гораздо удобнее использовать трубный клупп с трещоткой, как на фото вверху – наличие стенки с одной или даже с двух сторон (угол) в этом случае не будут серьёзной помехой.

Электрический резьбонарезной клупп SQ30-28
Электрический клупп или станок для нарезания резьбы на трубах тоже является ручным инструментом, который можно использовать в любой плоскости, к тому же головку можно вставлять с любой стороны, следовательно, обе стороны у него рабочие. Благодаря мощному редуктору, вы практически не будете прилаживать усилий при нарезке резьбы, но его цена, соответственно, тоже гораздо выше той же трещотки. Несмотря на универсальность, такой инструмент, по сравнению с рычажным клуппом достаточно громоздкий и требует оперативного простора для нарезки резьбы на болванке.
Практические советы

Снимаем фаску
Прежде всего, инструкция требует ровно обрезать трубу, так как в противном случае лерка будет продвигаться наискосок, следовательно, резьба получится нечёткой, со сбитым шагом или же вы вообще не сможете зацепиться за край.
Здесь, особенно, если болванка находится у стены, вам не поможет никакая разметка – для ровного реза нужно вырабатывать точный глазомер. Даже если вам не удался ровный срез с первого раза, то вы всегда сможете тем же диском подровнять более высокий край, чтобы по отношению к стенке трубы получился угол 90⁰.
Очень важно обратить внимание на состояние металла – учитывая то, что обычно такие работы производятся со старым водопроводом или отоплением, стенки могут быть изъедены коррозией, а нарезанная резьба сделает их ещё тоньше. Поэтому, вам следует либо добраться до “живого металла”, как это обычно называют мастера, либо вообще заменить старую трубу новой
На ровном срезе вам нужно снять фаску, которая позволит лерке “зацепиться” за металл, только постарайтесь, чтобы скос был равномерным по всей окружности – так головка будет накручиваться ровно.

Применяем клупп с трещоткой
После того, как вы убедились, что срез получился ровный и фаска с него снята правильно, смазываете рабочую поверхность болванки (желательно салом) и насаживаете на её конец станок (резьбонарезной трубный набор). После этого прикладываете стенок головкой к обрезанному концу строго под прямым углом и, надавливая сверху, потихоньку, без резких движений, начинаете вращать ручку.
Давить следует до тех пор, пока лерка основательно не закусит металл – для этого нужно нарезать хотя бы полтора-два кольца. После этого давление можно прекратить – станок будет продвигаться благодаря полученному зацепу.
После нарезки первых шагов вам нужно прокрутить станок в обратную сторону – это позволит сколоть стружку, так как в противном случае движение будет сильно затруднено.
Кроме того, не стремитесь пройти весь оставшийся после зацепа участок за один раз – через два-три витка давайте обратный ход, чтобы избавится от стружки, и по мере надобности добавляйте смазки. Если вы пользуетесь трещоткой, то перед началом работ обязательно проверьте её холостой ход и в случае необходимости отрегулируйте его своими руками.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
- льняное масло для стали и латуни;
- скипидар для меди;
-
керосин — для алюминия.
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
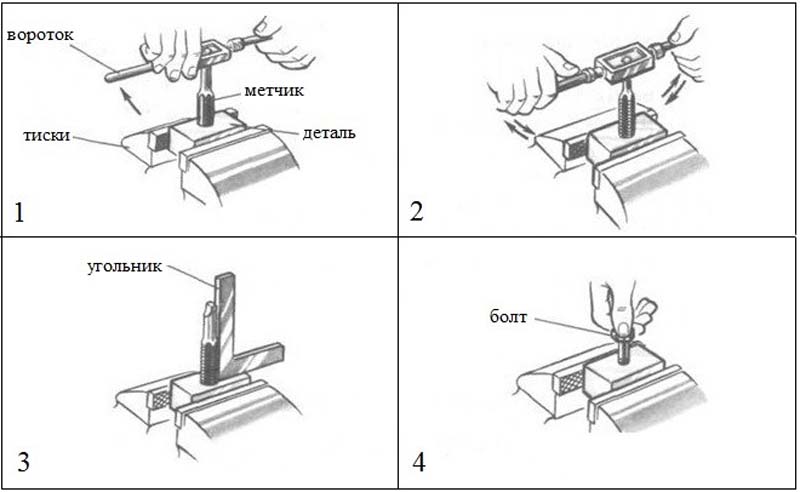
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.