Сварка кабелей самодельными и магазинными сварочными аппаратами
Содержание:
- Соединение с помощью зажима “орех”
- Сварка термитной смесью
- Устройство
- Как сделать сварочный аппарат своими руками
- Процесс изготовления
- Современные способы соединения проводки в коробке
- Подробная инструкция
- Что такое сварочная ванна
- Выбор типа сварочного аппарата
- Приемлемые альтернативы
- Обзор видов
- Особенности и требования
Соединение с помощью зажима “орех”
Зажим “орех” представляет собой две пластины со специальными выемками для проводов и скрепленных между собой по углам четырьмя винтами. Всё это заключено в пластиковую оболочку, как показано на рисунке.
Пластиковый корпус состоит из двух половинок, скрепленных между собой специальными пружинными зажимами.
Для соединения нужно вставить соединяемые провода между пластин предварительно очистив их концы от изоляции и затянуть винтами. После чего на соединение нужно надеть пластиковый корпус. Какая-то дополнительная изоляция не нужна.
Преимущества – простоты соединения, небольшая стоимость “ореха”, можно соединять провода из разных металлов. Недостатки – нужно периодически подтягивать винты, которые ослабляются со временем.
Сварка термитной смесью
Термитная сварка применяется редко. Ее используют на проводах большого сечения и только на открытом воздухе. Свариваемые провода помещаются в огнеупорный стакан. В него засыпается термит — порошок из алюминия и оксида железа. Смесь поджигается и горит при температуре 2300-2700°C. Жар расплавляет провода и сваривает их между собой.
 Комплект для термитной сварки
Комплект для термитной сварки
Способ не годится для неподготовленного человека и неприменим в домашних условиях. Он крайне пожароопасен. При горении термитной смеси выделяются вредные газы. Из огнеупорного стакана вылетают раскаленные искры и капли металла.
Устройство
Конструкция распределительной коробки представляет собой компактный контейнер, имеющий отверстия для ввода-вывода кабелей, со съёмной крышкой для доступа к контактам при проведении электросети. Внутренняя конструкция предусматривает несколько вариантов соединений проводников.
Пайка или сварка

При помощи паяльника (сварочного аппарата) и припоя обеспечивается контакт зачищенных от изоляции, скрученных и запаянных (приваренных) до монолитного состояния жил электропроводки. После остывания места соединения изолируются.
Достоинства:
- долговечность;
- надёжность.
Недостатки:
- обязательное наличие паяльника или сварочного аппарата;
- трудоёмкость процесса, сложного для выполнения не специалистом;
- неразборность соединения;
- со временем сопротивление в точке пайки растёт, приводя к потерям напряжения.
Опрессовка

Надёжное соединение проводников путём помещения в металлическую гильзу с последующим обжимом специальным инструментом с последующей изоляцией.
Достоинства:
- надёжность;
- невысокая цена гильз.
Недостатки:
- одноразовое использование гильзы;
- применение специального инструмента для опрессовки;
- сложность соединения медных и алюминиевых проводов;
- на монтаж уходит много времени.
Клеммные соединения

Используются в случаях, если материалы кабелей исключают непосредственное соединение. Несложный вариант, требующий применения только отвёртки и навыков затягивания болтов без усилий.

Возможные опасности при скрутке:
- рост сопротивления из-за недостаточного затягивания проводов;
- повышение тока в слабом контакте;
- нагрев участка слабого соединения и плавка изоляции;
- риск возгорания, короткого замыкания и поражения током.
Однако мастера-электрики не отвергают вариант скручивания при выполнении кратковременной сети, во время ремонтных работ или тестирования линии.
Как правильно выполнить монтаж распределительной коробки наглядно представлено в видеобзоре:
Как сделать сварочный аппарат своими руками
Изготовить сложный сварочный инвертор — занятие заранее провальное. Технически это возможно, но практически гораздо проще, быстрее и дешевле купить готовый источник тока. С железным трансформатором легче. Поэтому самодельный аппарат для сварки проводов легче сделать именно из него.
Расходные материалы и инструменты
Большинство инструментов и материалов для сборки доступны в домашних мастерских и электротехнических магазинах любого города. Сложности вызовет только поиск трансформатора. Не везде получится купить подходящий по мощности. Как вариант, можно поискать нужный на барахолках, блошиных рынках или поспрашивать у знакомых с заводов и предприятий.
Более подробный перечень необходимых инструментов и материалов выглядит следующим образом:
- понижающий трансформатор;
- материалы для крепежа и корпуса;
- медные гибкие провода большого сечения от 35 кв. мм;
- слесарные и измерительные инструменты, отвертки, ножовка по металлу и т. п.
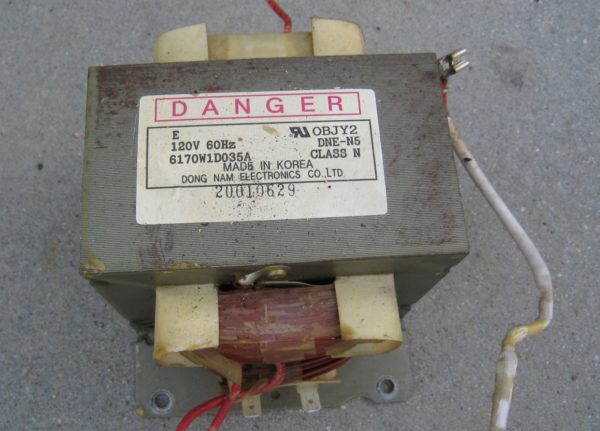
 Понижающие трансформаторы для изготовления аппарата
Понижающие трансформаторы для изготовления аппарата
Дополнительная информация. В качестве проводов для выходного тока отлично подходят гибкие многожильные AWG кабели в силиконовой изоляции. Их защитное покрытие выдерживает высокие температуры. Сам проводник мягкий и податливый для руки. С такими проводами удобнее работать и лазить по распределительным коробкам под потолком.
Инструкция по сборке
Сборка аппарата своими руками потребует минимальных навыков работы с ручным инструментом. Для удобства процесс изготовления следует разбить на 5 этапов:
- Подготовка корпуса. Он выбирается исходя из габаритов трансформатора.
- Поиск и монтаж трансформатора. Проверка его работоспособности.
- Подбор питающего кабеля. Защита аппарата от перегрузки.
- Установка выходных клемм. Другие способы соединения.
- Выбор и монтаж держака и электрода. Самодельные альтернативы.
https://youtube.com/watch?v=hPfc3aqfxBk
Корпус сварочника
Проще всего использовать готовый корпус от какого-либо электрического прибора. Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.

Подбор трансформатора
Нужный трансформатор иногда возможно найти в магазинах. Другой вариант — поискать у знакомых или намотать самостоятельно.
Первичная обмотка трансформатора рассчитывается на 220 В. Железо подбирается исходя из габаритной мощности в 200-1000 Вт. Маломощные трансформаторы пригодны для сварки тонких проводов, а высокомощные — для толстых.
Вторичная обмотка трансформатора наматывается проводом от 35 кв. мм, ведь ей предстоит испытывать токи короткого замыкания. В качестве материала выходной обмотки лучше использовать медь. Это уменьшит потери на нагрев.
Питающие кабели
Сетевой провод питания 220 В подбирается исходя из мощности трансформатора. Для устройств с потреблением 1 кВт его сечение берется не менее 4 кв. мм. Толстый кабель лучше и тем, что его сложнее надломить или порвать в условиях ремонта и прокладки проводки.

Для защиты аппарата нелишним будет в цепи первичной обмотки установить плавкий предохранитель или автоматический выключатель. Так трансформатор будет защищен от перегрузки по току.
Применение клемм
По возможности стоит избегать применения клемм. Они имеют свойство со временем разбалтываться и обгорать, особенно на больших токах вторичной обмотки трансформатора. Самые надежные соединения выполняются сваркой, пайкой или опрессовкой.
Однако в некоторых случаях клеммы — это удобно. Например, на выходе сварочного трансформатора. Применяя клеммы, можно переносить аппарат отдельно от его проводов. Главное следить, чтобы во время работы клеммы не окислялись, не болтались и не перегревались. Периодически допустимо убирать загрязнение при помощи напильника.

Держатель для электрода
Сварка осуществляется графитовым электродом, покрытым тонким слоем меди. Такая комбинация обеспечивает хорошую проводимость меди в сочетании с жароустойчивостью графита. Подобные электроды имеются в продаже.
Если же найти их не удалось, то можно изготовить самостоятельно из графитовой щетки электродвигателя. Ее следует взять покрупнее и выпилить ножовкой по металлу до желаемого размера.
 Самодельные держаки для сварки
Самодельные держаки для сварки
Держак выполняется из пары медных шин и болтов для затяжки. Приспособление должно надежно зажимать графитовый электрод.
Процесс изготовления
Самодельный аппарат для сварки медных проводов можно собрать в пластиковой коробке нужного размера. Если готовый трансформатор с требуемыми параметрами найти не удалось можно сделать его своими руками из снятого со старой бытовой техники. Например, с отслужившей микроволновки. Вторичную обмотку удаляют, на ее место наматывают новую одним или несколькими параллельными проводами общим сечением не меньше 6 мм². Поскольку процесс сварки длится несколько секунд этого достаточно для нечастого ремонта и замены участков домашней электропроводки. Если предстоит сваривать непрерывно много скруток сечение нужно увеличить до 10 мм².
Схема самодельного аппарата для сварки медных скруток
Вместе с трансформатором в кожух устанавливают автоматический выключатель на 16 А для защиты от коротких замыканий и перегрузки. Он также удобен для оперативного отключения сварочного аппарата при перемещениях во время монтажа электропроводки в доме или квартире. Сечение медных жил кабеля для подключения питания должно быть не меньше 4 мм². Для удобства эксплуатации на переднюю стенку кожуха устанавливают индикаторную лампочку зеленого цвета. Там же располагают 2 винтовые клеммы. Изнутри к ним присоединяют провода от вторичной обмотки трансформатора, а снаружи подключают сварочные жилы.
В качестве электрода можно использовать угольный стержень от батарейки, но лучше графитовую щетку от электродвигателя. В ней просверливают несколько неглубоких отверстий под скрутки разного диаметра. Они удержат каплю меди от соскальзывания, что часто случается при использовании стержня от батарейки.
Теплоотводящий зажим для скрутки обычно делают из старых плоскогубцев, прикрепляя к одной из ручек сварочную жилу. Ее конец стачивают, надевают и припаивают медную гильзу, а к ней провод. Сверху на ручки надевают изоляционные термоусадочные трубки. Для плотного охвата скруток в губках плоскогубцев делают отверстия разного диаметра.
Снизу прикручивают ножки от радиоаппаратуры. Если последовательно с электродом включить дроссель сварка станет мягче. На большие аппараты для сварки проводов большого сечения устанавливают регулятор тока. При желании его лучше купить в виде отдельного блока, так как сделать самостоятельно, не разбираясь основательно в электронике, не удастся.
Современные способы соединения проводки в коробке
Так называемые колодки быстрой фиксации. Эти изделия широко предлагаются в интернет магазинах, на рынках стройматериалов.

Действительно, такие приспособления делают монтаж быстрым и удобным. Внешний вид соединения также приятен. Поэтому подобные «электроклипсы» полюбились электрикам, выполняющим работу на заказ.
Однако у этого способа есть серьезные недостатки. Сразу оговоримся: производитель не обещает высокую мощность соединения: характеристики есть на корпусе. Для светодиодной лампы, подключения компьютера или телевизора — в самый раз. А вот холодильник, электроплиту, бойлер, через такую распределительную коробку подключать нельзя.
Площадь контакта в таких «быстросъемах» маленькая, площадка соединена с проводником по касательной. При небольшой нагрузке, ток не слишком греет поверхность. А при подключении серьезного потребителя, начнется искрение, нагрев, и отгорание соединения.
Подробная инструкция
Сначала рассмотрим самый простой вариант, когда необходимо скрепить два одножильных проводника из одного и того же металла (к примеру, медь).
Технология выглядит следующим образом:
- Тщательно зачищаем обе жилы от изоляции примерно на 5 см. Для этого также можно использовать специальный инструмент для снятия изоляции.
- Оголенные жилы зачищаем до металлического блеска ножом или наждачной бумагой.
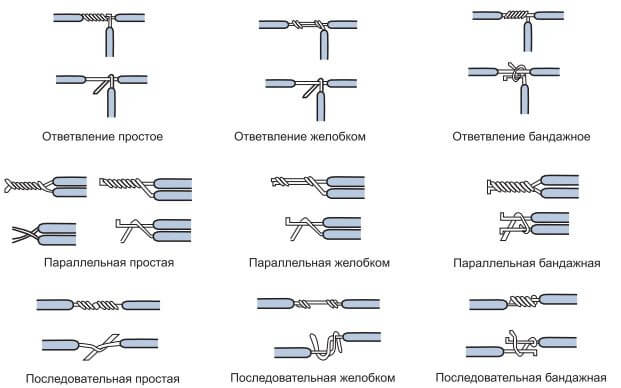
- Скрещиваем две жилы и скручиваем их по часовой стрелке между собой, так чтобы они обвили друг друга по спирали (смотрите схему ниже).
- Изолируем готовую скрутку с помощью изоленты. Также рекомендуется использовать термоусадочную трубку, которая надежно защищает оголенную область от внешней среды.

Как Вы видите, ничего сложного нет. Особенность заключается в том, что необходимо оголять жилы не меньше чем на 5 см и скручивать пассатижами, чтобы был неразрывный и надежный контакт.
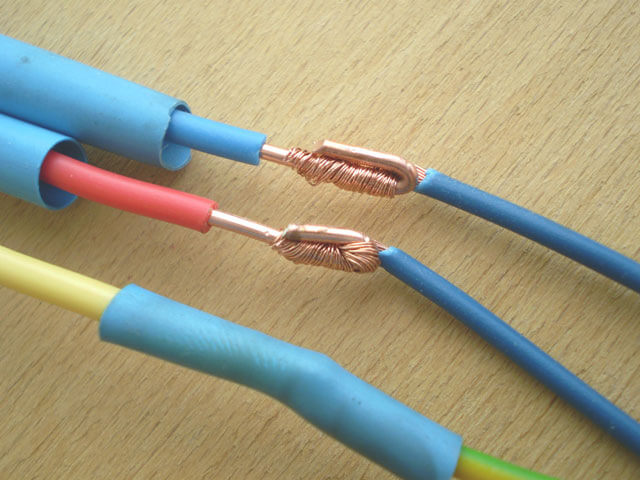
Также хотелось бы дать пару советов по поводу более сложной ситуации, когда необходимо сделать скрутку одножильного и многожильного провода. В этом случае сначала повторяем пункт «1» и «2» из инструкции, предоставленной выше. Далее необходимо скрестить изделия и многожильный провод тщательно намотать на середину одножильного (на расстоянии 2,5 см от конца). Когда все витки будут накручены, свободный конец одножильного проводника необходимо загнуть пассатижами в сторону витков, как показано на фото ниже. После этого соединение изолируется и укладывается в распределительную коробку. Кстати, таким же образом можно сделать хорошую скрутку двух многожильных проводов.
Следует обратить Ваше внимание на то, что делать скрутку из алюминия и меди нельзя ни в коем случае. Первая и главная причина – между алюминием и медью образуется гальваническая пара, в результате химических реакций, при попадании влаги (она в любом случае будет), начинается электролиз и соединение разрушается
Сопротивление контакта возрастает до тех пор пока он не пропадет полностью, при этом он начинает греться и обгорать
При постоянном токе такое соединение особенно быстро разрушится
Сопротивление контакта возрастает до тех пор пока он не пропадет полностью, при этом он начинает греться и обгорать. При постоянном токе такое соединение особенно быстро разрушится
Первая и главная причина – между алюминием и медью образуется гальваническая пара, в результате химических реакций, при попадании влаги (она в любом случае будет), начинается электролиз и соединение разрушается. Сопротивление контакта возрастает до тех пор пока он не пропадет полностью, при этом он начинает греться и обгорать. При постоянном токе такое соединение особенно быстро разрушится.
Вторая причина – у меди и алюминия разный коэффициент теплового расширения, под нагрузкой, когда контакт нагреется – проводники будут расширяться «по разному», а после остывания скрутка ослабнет и сопротивление еще больше возрастёт – как снежный ком.
Третья причина – на поверхности алюминия всегда образуется оксидная защитная плёнка, из-за которой также повышается сопротивление контакта, поэтому для соединения алюминиевых проводов покрывают кварцевазелиновой пастой, а клеммники для них продаются уже наполненными этой пастой.
Вот такие схемы Вы можете использовать при скрутке проводов своими руками:
Также советуем Вам просмотреть наглядную видео инструкцию:
Интересное приспособление позволит Вам быстро осуществлять скрепление:
Что такое сварочная ванна
Сварочный шов представляет соединение, которое образуется при нагреве металла до расплавленного состояния. Процесс сварки осуществляется с помощью электрода, который состоит из двух частей.
- Сердцевина, представляющая металлический стержень.
- Специальное покрытие, которое предотвращает попадание кислорода в сварочную ванну. Все электроды изготавливаются из металлов, обладающих высокой токопроводимостью. Это необходимо для того, чтобы электрический ток направлялся именно к месту свариваемого шва.
Хотя сам процесс электрической сварки довольно сложный, в целом его можно представить следующим образом.
- Электрод совершает контакт со свариваемой поверхностью;
- Под воздействием высоких температур обмазка стержня начинает плавиться.
- Данный процесс сопровождается выделением газа, который ограничивает попадание кислорода к свариваемому участку;
- Расплавленное покрытие остаётся на поверхности шва и защищает его от попадания кислорода после завершения работ. Такой расплавленный слой называется шлаком.
Сама сварка металла — очень сложный процесс. При его проведении необходимо знать множество тонкостей. Качество шва зависит от целого ряда факторов. Один из них – обе свариваемых детали должны быть равномерно прогреты до одинаковой температуры. Наплавление металла должно проходить так, чтобы валик равномерно расплавился в разные стороны. Кроме того, нужно учитывать тот факт, что электрод во время сварки плавится, и дуга постоянно перемещается в сторону шва. Поэтому нужно постоянно слегка приближать его ближе к деталям. Выполнение широкого шва тоже имеет свои специфические особенности. Для этого необходимо обучиться сварке кругами или зигзагами.
Варианты перемещения электрода при сварке
Выбор типа сварочного аппарата
 Уже отмечалось, что для качественного выполнения работ в распределительном устройстве подойдёт не любой аппарат. При этом большинство профессионалов отдаёт предпочтение инверторным сварочным устройствам, отличающимся небольшими габаритами и лёгкостью.
Уже отмечалось, что для качественного выполнения работ в распределительном устройстве подойдёт не любой аппарат. При этом большинство профессионалов отдаёт предпочтение инверторным сварочным устройствам, отличающимся небольшими габаритами и лёгкостью.
Помимо этого многие из промышленных образцов инверторов оснащаются специальным ремнём для переноски, что также обеспечивает удобство работы в данных условиях.
К указанным преимуществам следует добавить, что при работе с инвертором энергопотребление минимально (не более 1 киловатта), а также исключаются перебои в работе из-за непостоянства сети.
Отдельные мастера используют для этих целей обычные понижающие трансформаторы, посредством которых им удаётся сваривать провода переменным током постоянной амплитуды (без регулировки).
За счёт большого личного опыта им удаётся приспосабливаться к режиму работы понижающего трансформатора и постоянно контролировать сварочный процесс.
Вообще говоря, работа на переменном токе (с обычным трансформатором) не обеспечивает требуемое качество сплавления проводов, так что для достижения нужного результата требуется немалое мастерство. По этой причине начинающим сварщикам следует побеспокоиться о приобретении подходящего устройства.
Приемлемые альтернативы
Зачастую в домашних условиях далеко не у каждого есть сварочный аппарат с электродами, а также возможность подключить его для работы. В связи с этим часто применяются другие методы соединения контактов в распределительной коробке.
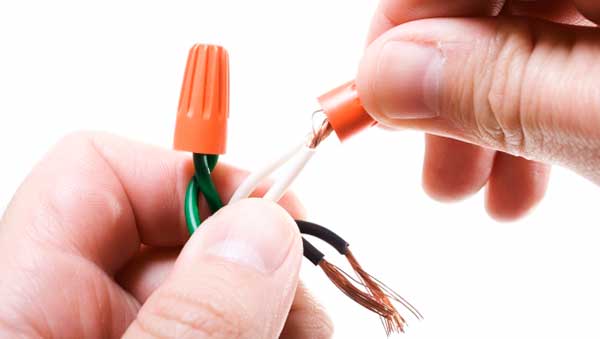
Обычный метод скрутки в таком месте не считается достаточным способ соединение контактов, так как он не достаточно надежен. При работе со сваркой, скрутка используется в качестве подготовительных мер. Также скрутка с использованием пластмассового колпачка не считается подходящим методом. К альтернативным способам обеспечить надежное соединение в электрическом распределительном щитке относят пайку и клеммники.
Приобретение паяльника более доступно, чем покупка сварочного аппарата и графитовых электродов. Паяльник можно купить в специализированных магазинах с соответствующей инструкцией по эксплуатации. Процесс достаточно прост. Перед пайкой нужно соединить провода в распределительной коробке так, чтобы максимально увеличить площадь соприкосновения проводников. Можно оголить по 2-3 сантиметра с конца провода, сняв изоляцию. Затем методом обычной скрутки скрепляем оголенные проводники, равномерно прикладывая усилия. Достаточно 6-7 витков.
Пайка всегда делается с использованием канифоли и паяльного флюса (олово). Разогрев паяльник, кончик окунают в канифоль. Когда она расплавится, можно нанести слой канифоли на зачищенные контакты проводов. Нужно, чтобы канифоль равномерно распределилась по жилам, так как она является основой для нанесения флюса. После первой обработки появляется налет рыжего оттенка.
Затем сверху наносится слой олова, прогревая его так, чтобы она начало затекать в промежутки между витками жил. Подобное соединение обеспечивает хороший контакт. Этот метод эффективен как для медных, так и алюминиевых проводников. Профессионалы не часто прибегают к такому способу, так как тратится много времени. Но если вы делается проводку в домашних условиях для себя, то временем процесс не ограничен.
Также для соединения вместо сварки с использованием графитовых электродов можно применять простое крепление – клеммники. Данная конструкция предназначена для зажима оголенных контактов, обеспечивая соединение при помощи металлической перемычки. Способ эффективен при необходимости соединить медные жилы с алюминиевыми.
Обзор видов
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм. Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода. По умолчанию новый инверторный сварочный аппарат настроен на работу с прямым подключением полярности. При необходимости переставить провода с клеммами можно в любой момент
В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса
При необходимости переставить провода с клеммами можно в любой момент. В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.

Прямая
Прямая полярность подключения обладает следующими характеристиками:
в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
электрическая дуга устойчива и постоянна, не склонна к срывам;
сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока;
с помощью электродуги можно выполнять резку металлических заготовок;
сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным;
методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
нагрев присадочной проволоки или электропроводника происходит медленно;
с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
при образовании шва снижен процент введения карбона в массу расплавленного металла.

Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.


Обратная
Обратное подключение полярности электрического тока также имеет свои отличительные особенности:
- глубина сварочного шва невелика, но его толщина получается значительной;
- если нужно сварить две очень тонкие металлические пластины, то при таком методе их рабочая поверхность не будет деформирована;
- электродуга нестабильна, поэтому в данном случае нельзя использовать сварочный инвертор, который функционирует на невысоком электротоке;
- при работе риск прожога поверхности тонкостенных деталей минимален;
- для работы не применяются электроды, которые способны разрушаться от действия высоких температурных режимов;
- для получения качественного результата процесс подразумевает наличие минимального зазора между рабочими заготовками;
- сварочный процесс выполняется прерывистым типом шва.

Выбор полярности подключения сварочного инверторного аппарата обуславливает и выбор сварочных электродов. Например, при работе в обратном подключении угольные стержни будут быстро плавиться и сгорать, поэтому такой тип электрода применим только для работ в режиме прямого подключения. Качество ширины и глубины сварочного шва также находится в зависимости от выбора полярности. Чем выше сила электрического тока, тем глубже выполняется проваривание металла.


Особенности и требования
При покупке любого оборудования для инверторной сварки нетрудно заметить, что стандартный набор поставки крайне скуден. Типовой, входящий в комплект, сварочный кабель для аппарата не всегда удовлетворяет пользователей даже при стандартных массовых работах. Главнейшая задача таких проводов — подводка электрического тока. Одна линия подключается к самому аппарату, а другая предназначается для обрабатываемой детали (или, как говорят, для массы). Подключение позволяет сформировать и замкнуть электрическую цепь, без которой немыслим сварочный процесс.

Однако любой инженер, электротехник и тем более сварщик сразу обратит внимание на важную специфику. Для получения сварочного кабеля применяют более мощную и надежную проволоку, чем обычно. Такие изделия должны стабильно работать и в зной, и в сильный мороз
Такие изделия должны стабильно работать и в зной, и в сильный мороз.
Важную роль играет качество изоляции. Во всех сколько-нибудь приличных моделях она состоит из двух слоев. Обязательно предусматривается большой запас по прочности. Он нужен, чтобы работа была надежной даже в особо экстремальных ситуациях. Изделия подбирают всегда под конкретные температурные и влажностные условия; также учитывают оптимальную длину кабелей.