Правила выбора электродов для работы инвертором
Содержание:
- Выбор электродов по толщине материалов
- 4 Ресанта – известный бренд инверторных аппаратов на российском рынке
- Проверенные и популярные марки электродов
- Характеристики и критерии выбора
- Рекомендации при выборе
- 1 Что представляет собой инверторная сварка?
- Постоянный или переменный ток
- Выбор электродов
- Готовимся, приобретаем, запасаемся
- Сварочные электроды с основным покрытием
- Сварочный электрод какой фирмы выбрать?
- Сварочный процесс
- Виды электродов
- Подбор силы тока
- Преимущества
- Популярные производители
Выбор электродов по толщине материалов
Технологические назначения по диаметру электродов зависят от толщины деталей, которые требуется соединить сваркой. Теоретически прогрев места, где происходит соединение, зависит от силы тока и диаметра стрежня. Для небольших размеров детали не требуется применение рабочих крупных элементов. При выполнении работ с массивными деталями теплота, образующаяся в результате горения дуги, распределяется по всей массе. Чем толще область, тем больший тепловой поток может переместиться на периферию.
Для маломерных изделий работа с перегревом вызывает прожигание металла. Избытки теплоты не могут распределиться в разные стороны. Возникает брак. Прожженные детали теряют прочность и товарный вид.
| Толщина материала, мм | 0,6…1,2 | 1,2…2,2 | 2,3…3,3 | 3,4…5,0 | 6,0…12,0 | Более 13,0 |
| Рекомендуемая толщина (диаметр) электрода, мм | 0,6;
0,8; 1,2 |
1,2;
1,5; 1,8; 2,0 |
2,0;
2,5; 3,0 |
3,0…4,0 | 4,0…5,0 | 5,0…6,0 |
Чтобы происходило образование дуги, необходимо подавать определенное количество тока. Только тогда происходит местный разогрев, а затем и перенос металла в зоне разогрева и плавления деталей и электрода.
С увеличением диаметра стержня требуется большая плотность потока энергии, направляемой на дугу. Поэтому сварщики подбирают силу тока, ориентируясь на размеры электродов.
Таблица 2: Рекомендации по определению силы тока в зависимости от диаметра электрода
| Диаметр используемого электрода, мм | 0,6 | 0,8 | 1,2 | 1,5 | 1,8 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 |
| Сила тока, А | 8…16 | 12…20 | 18…36 | 20…40 | 24…45 | 38…65 | 58…85 | 65…120 | 95…165 | 140…205 | 195…320 |
Следует заметить, что все указанные рекомендации соответствуют для обычных трансформаторов. Когда же речь заходит об инверторах, то тут можно увидеть иные показатели.
| Толщина материала, мм | 0,6…1,2 | 1,2…2,2 | 2,3…3,3 | 3,4…5,0 | 6,0…12,0 | Более 13,0 |
| Рекомендуемая толщина (диаметр) электрода, мм | 0,6;
0,8; 1,2; 1,5; 1,8 |
1,2;
1,5; 1,8; 2,0; 2,5; 3,0 |
2,0;
2,5; 3,0; 4,0; 5,0 |
3,0;
4,0; 5,0 |
3,0;
4,0; 5,0; 6,0 |
5,0;
6,0 |
Внимание! Можно выполнять сварку более толстым электродом. Стабильная дуга зажигается в течение 0,1…0,2 с
За это время происходит прогрев свариваемых деталей, определенное количество металла переходит с электрода на детали, которые следует соединить между собой.
Опытные сварщики удерживают дугу в режиме разогрева и затухания. Поэтому тонкие детали могут варить электродами, диаметр которых превосходит традиционные рекомендации.
Сила тока подбирается в тех же значениях, что и раньше. Понижать их не следует, электрод будет «прилипать» к металлу. Специалисты обычно выставляют ток по верхнему пределу. Они умеют управлять дугой. Находясь рядом с ними, можно услышать, как идет сварка. Звук напоминает трель, издаваемую дятлом. Так и тут, прерывистый режим помогает избежать прожига тонких заготовок.
Новичку следует тренироваться удерживать электрод на расстоянии 8…12 мм от места сварки. Задача усложняется еще и тем, что длина стержня по мере работы уменьшается.
Выбор маски для сварки
Рассуждая о современном процессе, нельзя не коснуться защитной маски. Еще недавно большинство пользовались масками, в которых устанавливалось затемненное стекло. Руки сварщика оказывались в нужном месте до зажигания дуги. Только определенный опыт помогал точно ориентировать положение сварного стержня и деталей.
Появление масок «хамелеонов» полностью изменило подход к процессу. Теперь до момента воспламенения дуги можно наблюдать, где стык, которые требуется заварить. Нетрудно точно поместить кончик электрода в нужное место, чиркнуть по поверхности и зажечь искру. В момент увеличения интенсивности свечения, стекло автоматически затемняется. Глаза сварщика защищены от ожога.
На современных масках можно отрегулировать длительность «слепого» состояния, промежуток времени, когда стекло остается темным, а процесс сварки завершен. Специальными регуляторами добиваются оптимального режима.
В масках «Хамелеонах» используется аккумулятор. Он заряжается от солнечного света. Дополнительный заряд происходит во время выполнения сварочных работ. Желательно перед началом использования маски дать ей возможность полежать под солнце не менее 10…15 минут. Тогда аккумулятор подзарядится, работа будет безопаснее.
4 Ресанта – известный бренд инверторных аппаратов на российском рынке
Среди профессиональных сварщиков и домашних мастеров востребованностью пользуются инверторы узнаваемого электротехнического бренда «Ресанта», электроды для инверторной сварки при использовании агрегатов данной компании подбираются по описанной нами ранее схеме. Вы можете смело приобретать те марки стержней, которые мы рекомендовали вам. Они идеально подойдут к сварочным установкам «Ресанта».

К наиболее популярным инверторным агрегатам данного бренда относят следующие высоко функциональные аппараты:
- серия «Проф»: функции «Форсаж дуги», «Горячий старт», «Антизалипание», защита от перегрева сварочной установки, широкий интервал регулирования тока для выполнения сварочного процесса;
- серия «Компакт»: оптимальный вариант для домашнего использования;
- плазменные инверторные резаки «ИПР–40» и «ИПР–25».

Качественные электроды и надежное оборудование – вот гарантия эффективности сварочных работ.
Проверенные и популярные марки электродов
Инвертор – неприхотливое устройство, и способен работать с сотней видов расходников.

Виды электродов и норма расхода на 1 кг металла
Популярные марки сварочных электродов:
- УОНИ–13/55. Продукция для профессионалов, благодаря которой шов ровный и прочный;
- МР–3С. Подходит для скрепления элементов при ответственной сварке с высокими требованиями ко шву;
- МР–3. Универсальный вариант для работы с ржавыми и грязными поверхностями;
- АНО. Идеально подходит для новичков, легко зажигается, и гарантируют хороший результат.
Руководствуясь приведенной информацией, легко выбрать подходящий вид сварочных стержней. Для начала – определиться с выбором металла, его толщиной. Затем подобрать электрод известной марки, нужного вида, диаметра и покрытия. Рациональный подбор обеспечит желаемый итог сварки.
Характеристики и критерии выбора
Один из главных параметров сварочных электродов, это — его обмазка, вернее ее состав:
- Проводники с рутиловым покрытием. Сюда же относятся проводники со смешанным покрытием на рутиловой основе. Это — самые популярные электроды, отличающиеся легкостью розжига. Используются при переменном и постоянном токе в любом положении.
- С основным покрытием. Обычно применяются для сварки при постоянном токе. Обеспечивают пластичный шов, но отличаются затрудненным розжигом и повышенной чувствительностью к влажности.
- С кислым покрытием. Как и изделия с рутиловым покрытием, используются для инверторов, однако работу в этом случае необходимо производить в хорошо проветриваемом помещении.
- Для новичков подойдут электроды типа ОЗС-12, тогда как УОНИ относятся больше к профессиональным работам.
- Ручная дуговая сварка подразумевает использование сварочного инвертора. Элементы для этого аппарата должны быть сухими и не иметь повреждений. Они подбираются под тип инвертора, относительно технических характеристик этого приспособления.
- Вес одного электрода для каждой отдельной марки свой, в зависимости от используемых материалов Масса электродов в пачке по стандарту должна составлять 3 кг, 5 кг и 8 кг для электродов диаметром 2,5 мм, 3-4мм, 4мм соответственно.
Рекомендации при выборе
Существенной разницы в выборе электродов для инвертора и трансформаторного типа сварки нет
В первую очередь, чтобы выбрать для сварки лучший электрод, следует обращать внимание на коэффициент наплавки, упаковку (обязательно удостоверьтесь в оригинальности), хранение, расход, а также проверить сертификат качества и лицензию производителя
Коэффициент наплавки определяется соотношением содержания в стержне полезного (чистого) металла. Популярные марки не всегда могут похвастаться высокими показателями. При нарушении транспортировки, срока и места хранения стержней, портится качество материала.
1 Что представляет собой инверторная сварка?
Сварочные инверторы уже достаточно давно вытеснили стандартные трансформаторные агрегаты, использовавшиеся ранее. Связано это с тем, что недорогой и простой в эксплуатации инвертор дает возможность качественно и весьма оперативно сваривать любые металлические конструкции и детали.

Как правило, такие аппараты применяются при осуществлении дугового сварочного процесса методом плавления в качестве высоконадежных источников питания. Инверторы характеризуются неизменным показателем и стабильностью сварочного тока, что гарантирует получение сверхпрочного соединения материалов за счет превосходного качества получаемого шва.
Под инверторной сваркой в общем случае понимают процесс, предполагающий использование специального агрегата, способного формировать при включении источника тока переменное напряжение. В операции сваривания при помощи инверторного аппарата «участвуют» и другие приспособления, включенные в схему сварки:
- система управления;
- сетевой выпрямитель и фильтр;
- трансформатор (высокочастотный);
- преобразователь частоты.

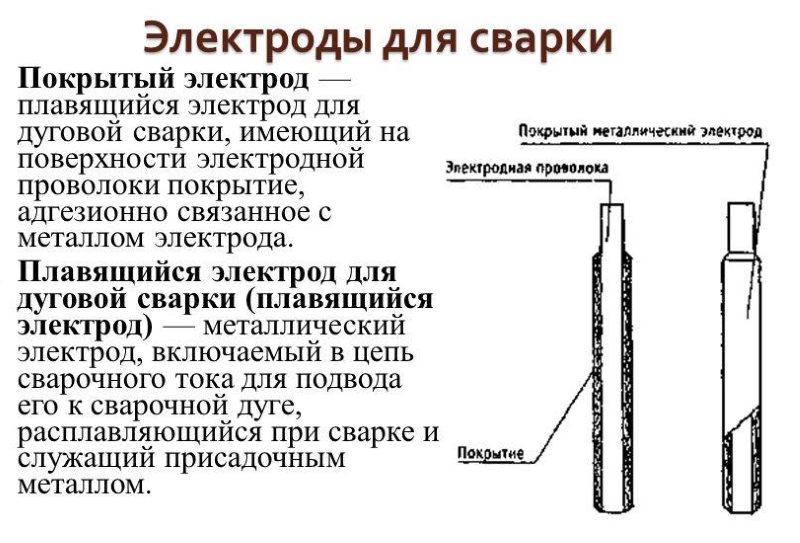
Ну, а главными инструментами для инверторной сварки являются, конечно же, разные виды электродов. Они представляют собой металлические электропроводящие стержни, требуемые для подвода к сварочной зоне тока. Здесь стоит учитывать, что различные виды сварочных агрегатов (даже полностью однотипных) используют разные электроды. Поэтому подбор таких стержней, подающих ток, следует осуществлять грамотно.
Постоянный или переменный ток

Чтобы правильно произвести подбор электродной продукции, нужно знать, с каким видом тока возможен сварочный процесс. Иными словами, что лучше — “постоянка” или “переменка”? Есть и универсальные марки, которые работают на обеих разновидностях тока.
Электросварка инверторами с использованием постоянного тока имеет свои особенности и плюсы:
- разбрызгивания металла практически нет (это позволяет экономить электроды);
- простота пользования;
- высокая производительность из-за уменьшения трудоемкости;
- стойкая и стабильная дуга даже при наличии внешних негативных воздействий: колебаний напряжения или порывов ветра;
- аккуратный и высококачественный шов. Непроваренные участки отсутствуют;
- возможность работы с изделиями из тонкого металла.
Есть и минусы:
- работа возможна только с применением недешевой инверторной техники;
- нестабильная дуга в сложных местах. Например, по углам.
Возможны два рабочих режима: с прямой или обратной полярностью. Первый вариант применяют при работе с толстым металлом и когда необходима высокая температура. Токи обратной полярности удобны при соединении тонких и легкоплавких металлов, а также разнородных легированных и нержавеющих сталей.
Минусы:
- худшее качество соединения, чем при использовании “постоянки”;
- невысокая ударная вязкость;
- неравномерный шов;
- разбрызгивание металла.
Выбор электродов
Каждый, кто хотя бы однажды занимался сваркой металлических элементов, прекрасно знает, что универсальных электродов не существует. Необходимо выбирать их с учетом основных характеристик, как самого инвертора, так и основного металла
В первую очередь необходимо обратить внимание на материал, из которого изготовлен электрод. Сварной шов является слабым местом в таком соединении металлических элементов. Чем меньше по своей структуре такой сварной шов отличается от характеристик основного металла, тем прочнее будет подобное соединение
Именно поэтому состав электрода должен совпадать или быть максимально приближен к составу основного металла. В особенности подобное правило выбора касается тех случаев, когда работа выполняется с цветными металлами. Следует сказать, что такие цветные металлы отличаются сложностью в работе, что требует использования особых режимов сварки и применения дополнительных приспособлений, которые позволят обеспечить качество выполненной работы.
Выбор диаметра электрода
Диаметр сечения стержня также является одной из важнейших характеристик, которую необходимо учитывать при выборе электрода. Следует сочетать диаметр стержня с характеристиками соединяемых металлических деталей и показателем мощности сварочного аппарата. В том случае, если вы выбираете такие электроды для сварки в домашних условиях, то вполне достаточно будет металлического стержня с диаметром порядка 3 миллиметров. В промышленных масштабах зачастую требуется соединить тугоплавкие и толстые металлические детали, что вынуждает использовать стержни с толщиной 6 миллиметров и более. При работе с такими толстыми электродами необходимо в обязательном порядке использовать мощные сварочные аппараты.
Помните, что большинство электродов предназначены для работы в определенном диапазоне переменного или постоянного тока. Соответственно вам необходимо знать характеристики вашего сварочного аппарата, и исходя из этого делать выбор. Отметим, что большинство современных сварочных инверторов способны работать от переменного и постоянного тока, при этом может быть задана полярность и другие характеристики электрического тока на выходе из инвертора.
Выбор марки электрода
Немаловажным критерием при выборе электродов для сварки инвертором является покрытие стержней. В настоящее время покупателям предлагаются несколько основных разновидностей покрытия электродов, которое позволяет защитить соединение от воздействия водорода и ржавчины, что в последующем гарантирует максимальную прочность выполненной работы. Качественное покрытие электродов обеспечивает пластичность при выполнении сварки, что упрощает ее проведение, обеспечивая качество и долговечность.
Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор, напрямую связано с электрически током.
Эти правила просты и бесхитростны:
Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору
Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему.
После визуальной проверки установить ручку с регулятором силы тока на минимальное значение
Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке.
Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда
 Сварка инвертором.
Сварка инвертором.
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если сварка пойдет в замкнутой комнате без проветривания.
Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды, отобранные под вид работы с учетом природы и толщины металла;
- щетка с металлической щетиной
Сварочные электроды с основным покрытием
УОНИ 13/55
Начнем с модели 13/55 от компании УОНИ. Эти электроды используются для сварки с постоянным током. Мы рекомендуем их для сварки сложных металлических конструкций с повышенными требованиями к качеству сварных швов. Отличительная особенность данной модели — обмазка, выделяющая углекислый газ при горении. Благодаря этому сварочная зона всегда защищена от негативного воздействия атмосферы. Такие электроды стоит недорого, но продаются большими упаковками по 3 кг. Они есть практически в любом специализированном магазине.

Но у такой обмазки есть и отрицательная сторона. Начинающим сварщикам часто довольно трудно зажечь этот электрод, особенно повторно. Чтобы решить эту проблему можно зачистить конец электрода после использования, удалив расплавившуюся обмазку, но это требует дополнительного времени.
Kobelco LB-52U
Это японские электроды высочайшего качества и высочайшей цены Стоимость за один килограмм существенно выше, чем у остальных электродов, представленных в нашей статье. К тому же, электроды продаются в больших упаковках по 5 килограмм, что в конечном итоге обходится еще дороже.
Такая высокая цена обуславливается превосходным качеством как самих электродов, так и получаемых сварных швов. Они идеально подойдут для сварки низколегированных сталей, и часто используются для качественной сварки магистральных систем трубопровода. Швы получаются надежными и долговечными, производитель гарантирует высокие показатели прочности (до 600 Ньютон на квадратный миллиметр).

У всех электродов с основным покрытием есть недостаток: их использование может быть затруднительно, если электроды некоторое время лежали на открытом воздухе. Мы рекомендуем прокалить стержни в печи при небольшой температуре (достаточно 250-300 градусов по Цельсию). Таким простым способом можно удалить излишки влаги из электрода, работа упростится, а качество шва станет заметно лучше. Здесь также лучше использовать постоянный ток, но это лишь рекомендация производителя, от которой при желании можно отклониться. Работа с переменным током требует больше опыта.
ОЗЛ-8
Эти электроды для ручной дуговой сварки изготавливаются в России и являются отличным выбором, если вы ищете недорогие и относительно качественные стержни. Мы рекомендуем использовать их для сварки деталей с высоким содержанием никеля. Стержни ОЗЛ-8 можно использовать при сварке высоконагруженных узлов и особо прочных конструкций.

Основной недостаток — необходимость использовать только постоянный ток. При этом дуга должна быть максимально короткой. Только в этом случае сварные соединения будут прочными и устойчивыми к коррозии.
Также после сварки образуется шлак, новичку будет сложно удалить его быстро, но с опытом эта процедура будет занимать у вас не больше минуты. Учтите, что швы не рекомендуется охлаждать, иначе может начаться процесс кристаллизации, что приведет к снижению прочности шва. Швы сами остывают и не растрескиваются. Как и другие стержни с основным покрытием электроды ОЗЛ-3 нужно просушить в печи перед использованием. Из-за этого электрод сложнее разжечь, но это в любом случае необходимый навык, так что не пренебрегайте прокаливанием.
Сварочный электрод какой фирмы выбрать?
Изделия как зарубежных, так и российских фирм показывают высокие характеристики. Наиболее распространены марки сварочных электродов, имеющие большое количество положительных отзывов среди профессиональных и начинающих сварщиков. Самые популярные фирмы, производящие электроды с основным и рутиловым покрытием:
- УОНИ. Продукт УОНИ 13/55 имеет основное покрытие, отличается доступной ценой, обеспечивает надежный шов. Кроме того, оно доступно и популярно, поэтому его легко приобрести в любом соответствующем магазине.
- Kobelco. Изделия этой фирмы также имеют основное покрытие, нуждаются в предварительной прокалке, для удаления лишней влаги. Подходят для сварки труб и серьезных конструкций.
- ESAB-SVEL. Оборудование данной фирмы не нуждается в серьезной прокалке, так как не имеет высокой чувствительности к влаге. Работа может производиться при минимальном токе, что позволяет работать с тонкостенной сталью.
- Lincoln Electric. Электроды этой фирмы недорогие, отличаются быстрым розжигом, образуют шов высокой прочности.
- ОЗЛ-8. Электроды для сварки нержавеющей стали, а также металла с содержанием хрома и никеля. Отличаются высокой стоимостью.
- Resanta МР-3. При отсыревании этого изделия потребуется продолжительная прокалка при средней температуре, иначе качество шва заметно упадет.
Кроме популярных марок электродов, существует многообразие сварочных элементов, имеющих узкую область применения и не использующихся в быту.
В целом же, стоит отметить, что качество образуемого шва, скорость процесса, безопасность и комфорт работы зависят от параметров и характеристик выбранных сварочных электродов. Надежное оборудование гарантирует надежный результат работы, именно поэтому необходимо подбирать его тщательно и ответственно.
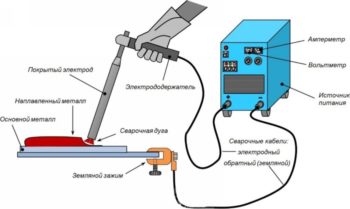
Сварочный процесс
Работа сварщика зависит не только от правильно выбранной марки электродов. Придется правильно подбирать их диаметр, точно выставить параметры сварки на самом инверторе. В основном это касается силы тока. К тому же будет немаловажным знать, к какому выходу (плюсу или минусу) подключить выбранный вами расходник.
Диаметр сварочного стержня должен быть равен толщине заготовки, которые нужно приварить. К примеру, толщина свариваемых деталей равна 3 мм. Значит, их лучше варить электродом диаметром 3 мм. Если варится толстый металл, к примеру, 10 мм, то можно использовать любой из диаметров, потому что сварка в данном случае будет проводиться послойно. Но даже здесь лучше использовать толстый расходник.
Что касается полярности, то она зависит от того, к какому выходу подключается электрод: к минусу или к плюсу. Если к минусу, а плюс соответственно подсоединяется к свариваемой заготовке, то это прямая полярность. Если наоборот, то это обратная.
В чем отличия двух видов подключения. Всем известно, что поток электронов (он же и является электрическим током) движется от минуса к плюсу. И тот элемент сварочного процесса, который подключен к плюсу, нагревается сильнее. То есть, если менять расположение электрода относительно положения подключения, можно менять интенсивность его нагрева.
Внимание! Электродом диаметром 3 мм варить металл толщиною 2 мм лучше на обратной полярности. А тем же расходником варить металл толщиною 6 мм лучше на прямой полярности.. Теперь, что касается силы тока при сварке инвертором
Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
Теперь, что касается силы тока при сварке инвертором. Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
- Текучесть основного металла, его марка.
- Скорость движения руки сварщика.
- Положение электрода во время сваривания. К примеру, в потолочном положении ток уменьшают.
Оптимальный режим придет со временем с опытом
Поэтому сварщик должен обращать внимание на сварочную ванну. Именно она показатель качества выбранного режима
Правильный шов должен быть равномерным. Если в ванной образовалось много металла, значит, или дуга слишком короткая, или скорость сварки была недостаточной. Если в ванной получилось седло, то слишком быстро варился шов, или дуга отказалась длиной. Смещение металла в ванной в одну из сторон говорит о том, что не было выдержано ровное строго по оси движение электрода. К тому же при этом сила тока была большой.
Выбрать хороший вариант, который соответствует режиму и металлу, не всегда просто. Новичку это не под силу, поэтому производители на упаковке дают рекомендации. Более или менее они совпадают с фактическими. Но, как было сказано выше, все придет с опытом. Предлагаем ознакомиться с видео – какие электроды лучше выбрать для сварки инвертором.
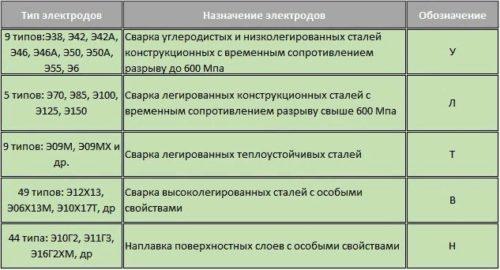
Виды электродов
Что касается классификации этих элементов, то они подразделяются на два основных типа:
- Плавящиеся;
- Неплавящиеся.
Первые могут выполняться как из стальной проволоки, так и специальных сплавов в зависимости от того для сварки каких материалов будут применяться. Обычно для работы с использованием сварочного инвертора с чугуном, медью, разнородными сталями используют электроды, выполненные из сплавов.
Неплавящиеся или вольфрамовые изделия используются в аргоновой сварке. Они также могут иметь отличия в характеристиках в зависимости от применения.
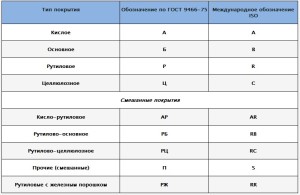 Таблица разновидностей электродов
Таблица разновидностей электродов
Кроме этого электроды подразделяются по назначению на следующие виды:
- Для различных сталей;
- По нержавейке;
- По алюминию;
- Никелевые;
- Для ремонта;
- Для трудно свариваемых сплавов.
Имеются отличия и в типе покрытий. На рынке представлены электроды с четырьмя разновидностями, причем самыми распространенными являются: основное и рутиловое.
Подбор силы тока
Диаметр расходных материалов подбирается согласно толщине свариваемой детали, не говоря уже о размерах шва и способа сварки. Если необходимо заварить поверхность шириной в 3-5 мм, то диаметр следует выбирать 3-4. До 8 мм ширины вполне достаточно 5 электрода. Для каждого из этих положений нужно выбирать свое количество Ампер:
- Ток при сварке электродом 3 мм должен лежать в пределах от 65 до 100 А. Такой разброс зависит от металла и выбранного положения. Для начала рекомендуется ставить среднее значение, в данном случае 80 А.
- Сила тока при сварке электродом 4 мм лежит в пределах от 120 до 200 А. Это один из наиболее распространенных видов диаметра, который используется в промышленности, так как он подходит для работы, как с большими, так и мелкими швами.
- При 5 мм потребуется сила от 160 до 250 А, в зависимости от положения и выбранного типа металла. Это достаточно массивный расходный материал и количество Ампер здесь зависит от требуемой глубины проварки. Чтобы сделать ванную глубиной более 5 мм потребуется максимально полная мощность. Для стандартных режимов достаточно будет силы в 200-220 А. Для длительной работы с такими вещами следует иметь качественный и надежный трансформатор достаточной мощности.
- 6-8 мм электроды нуждаются в минимум 250 А, хотя для тяжелых работ может потребоваться значение в 300-350 А.

Настройка сварочного тока
Стоит отметить, что современная тенденция производства компактных сварочных аппаратов для домашнего использования делает все более востребованными расходные материалы толщиной в 1; 1,5; 2 мм. Для таких значений подойдет сила от 30 до 45 А, но при этом регулировка на аппарате должна быть достаточно плавная, так как тут даже небольшая погрешность может оказаться критической.
Таблица соотношения электрода и сварочного тока
Режим подбора тока для сварки стандартных стыковых соединений:
| Разновидность шва | Диаметр,мм | Ток, А | Толщина металла на заготовке, мм | Зазор до сварки, мм |
| 1-сторонний | 3 | 180 | 3 | 1.9 |
| 2-сторонний | 4 | 220 | 5 | 1.5 |
| 2-сторонний | 5 | 260 | 7-8 | 1.5-2 |
| 2-сторонний | 6 | 330 | 10 | 2 |
Также можно воспользоваться универсальной таблицей для широкого диапазона:
| Толщина заготовки,мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Толщина электрода,мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10..20 | 30..45 | 65..100 | 100..160 | 120..200 | 150..200 | 160..250 | 200..350 |
Преимущества
Приведенный рейтинг популярности составлен не случайно, а благодаря заметным преимуществам перечисленной продукции. Сварка с ее участием проводится инвертором наиболее легко.
Сложности образования шва могут возникнуть только из-за неправильного выбора марки для конкретного металла или сплава. При грамотном проведении работ образуются качественные соединения любой формы и расположения.
Плавящиеся электроды указанных марок образуют шлак, который после выполнения своих защитных функций легко отделяется. Его не нужно долго и мучительно оббивать. Качество шва будет видно сразу.
Представленные виды электродов позволяют работать даже с деталями, имеющими остатки ржавчины. Иногда эта особенность бывает очень важна. При работе в экстремальных условиях может не быть времени и возможности для тщательной очистки поверхностей.
Популярные производители
Лучшие электроды были признаны потребителями за свои исключительные качества. Российские заводы по производству сварочных электродов поставляют не только на отечественный, но и на международный рынок универсальные стержни ОК 46, заслужившие звание лучших. МР-3 удобны в использовании, так как не требуют предварительной подготовки свариваемого материала. Рутиловые МР-3С в составе имеют ионизирующие добавки и устойчивы к образованию трещин.
Рейтинг самых популярных производителей электродов для сварки представляют такие марки, как ESAB, японские Kobelco и LB 52u, «Ресанта», УОНИ и Lincoln Electric.