Как варить инверторной сваркой: советы новичкам
Содержание:
Назначение инвертора и сферы применения
В случаях, когда с учетом параметров свариваемого материала требуется особый подход к созданию шовных соединений правильная сварка инвертором зачастую является самым лучшим решением.
Благодаря продуманной и слаженной работе механизмов соединение элементов инверторным аппаратом приобретает все большую востребованность в самых разных направлениях:
- за счет компактности и хорошей транспортабельности оборудования данная технология сваривания активно используется не только в производственных, но и в бытовых условиях, обеспечивая при этом высокий КПД. Даже при отсутствии навыков самоучитель по сварке инвертором позволяет в кратчайшее время освоить технологию;
- разнотипная сварка предоставляет мастерам новые возможности, к числу которых принадлежат форсирование дуги и антизалипание;
- сварочный процесс полностью автоматизирован, что значительно упрощает работу сварщика;
- инверторная сварка эффективно и надежно соединяет материалы разного происхождения, в том числе и разнородные: высоколегированная и нержавеющая сталь, титан, алюминий, медь и другие металлические сплавы.
На объектах разного назначения может выполняться сваривание электрическим инвертором, включая также бытовые условия. Сама технология не требует специального стационарного обучения, уроки сварки инвертором можно посмотреть в интернете.
Принцип работы устройства
Принцип работы сварочного аппарата с инвертором основан на преобразовании токов высокой частоты до необходимой величины. Это и есть основное отличие от традиционного трансформаторного устройства.
В следствие того, что токи преобразуются непосредственно перед процедурой сварки, подобные устройства отличаются относительно малыми габаритами и весом.
Всем известно, в бытовой электросети величина напряжения составляет 220 вольт, а частота переменного тока – 50 Гц. Такие значения не подходят для проведения сварочных работ.
Важным моментом является возможность инверторной схемы обеспечивать указанные величины питания в широком диапазоне значений, что позволяет сваривать металлы в различных условиях.
Принцип работы инвертора для сварки.
Внутреннее устройство прибора предполагает наличие выпрямителя. Он запитывается от обычной бытовой электросети. Его главная задача: преобразование переменного тока в постоянный. Во время данного процесса напряжение не изменяется. Далее блок устройства выполняет обратное преобразование.
В результате указанных операций, частота тока значительно увеличивается. Вместо стандартного значения в 50, оно повышается до нескольких десятков тысяч герц. Такие большие величины достигаются благодаря использованию тиристоров и транзисторов.
В результате, на трансформатор поступает напряжение с высокой частотой. Далее происходит увеличение силы тока за счет снижения напряжения. Трансформаторы, позволяющие осуществить такой переход, отличаются незначительным весом и размерами.
В результате сварочные аппараты стали более мобильными. Такие устройства проще использовать в бытовых целях, например, в маленькой мастерской, на даче или даже дома.
Стоит отметить, что современные устройства отличаются высоким коэффициентом полезного действия, вплоть до 90 процентов.
Раньше данные приборы имели более простое устройство, очень близкое к описанному выше. Однако современные конструкции предусматривают наличие дополнительной электроники, повышающей функциональность инструмента.
Достаточно часто используются различные электронные узлы, на основе микропроцессоров. В результате осуществляется контроль напряжения и тока. Если их значения отклоняются от оптимальных, тогда они корректируются.
Таким образом, оборудование может функционировать без сбоев, а также повышается диапазон выбора параметров сварки.
https://www.youtube.com/watch?v=DqRvaDfc7xE
Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро. Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух блоков:
- источник питания;
- зажимные клещи.
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет мускульной силы. Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью.
- Пневматические. Наиболее популярны для переносных ручных аппаратов, легко регулируются при помощи изменения давления в воздушной магистрали. Недостаток — сравнительно медленные, не дают возможности изменения давления в процессе сваривания.
- Гидравлические. Не так популярны, гидравлический привод также медленный, но обладает большей широтой настроек, благодаря применению перепускных регулируемых клапанов.
- Электромагнитные. Самые «молниеносные», применяются как на ручных аппаратах, так и на больших стационарных. Позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться провара и отсутствия «выплесков» металла.
Клещи для точечной контактной сварки
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
Точечную сварку применяют для соединения различных конструкционных металлов и сплавов. Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
- автомобилестроении для сборки кузовов;
- ювелирном деле для соединения деталей;
- микроэлектронике для спайки микросхем;
- производстве сварных арматурных каркасов для монолитных плит;
- производстве корпусов, деталей товаров народного потребления.
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
- прочность соединения;
- технологичность;
- экономичность;
- возможность соединения как толстых, так и ультратонких деталей;
- возможность автоматизации и роботизации сварочного процесса;
- высокая культура производства и экологичность;
- универсальность в материалах и возможность масштабирования.
Среди недостатков можно выделить:
- сложность диагностики сварного соединения;
- требования к чистоте металлов при сварке;
- сложность настройки аппаратуры.
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.
Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.
Холодные трещины ведут к разрушению изделия
Особенности проведения работ
Электродуговая сварка чугуна и других видов металла должна проводиться правильно. Соблюдение всех принципов и правил позволит получить прочный и качественный сварной шов.
Технология ручной электродуговой сварки включает несколько особенностей:
- На начальном этапе производится зачистка и обезжиривание заготовок, может выполняться их разрезание. К ним требуется приставить раскаленный электрод. Торцевая часть электрода делит область поверхности свариваемого элемента на ионы и электроны;
- Для того чтобы сварка была быстрее, а результат был качественным, на поверхность сварного материала (электрода) следует нанести специальные элементы. В качестве него рекомендуется использовать кальций, калий, натрий. Они ускоряют разделение металла на частицы;
- Сварочный процесс может осуществляться с использование открытой или закрытой дуги. В открытом состоянии в металлическую основу будет проникать много азота, это окажет пагубное влияние на структуру сварного шва. Для снижения этого негативного воздействия на электроды требуется нанести слой металла. В условиях промышленности наиболее оптимальным вариантом будет использование закрытого метода, при его проведении зона сварки будет защищена от воздействия кислорода;
- Далее необходимо установить электрод в оборудование для электродуговой сварки — инвертер. При помощи конца прута требуется провести два раза по торцам свариваемых металлических компонентов — это произведет разжигание дуги. После того как будет включен сварочный аппарат необходимо установить ток на требуемом уровне;
- Во время сварочного процесса электрод опирается на поверхность свариваемых деталей и медленно водится по области зазора. В сварочную ванну поступает жидкий металл, который во время застывания образует прочный и ровный сварной шов. Использование специальной технологической карты позволит точно рассчитать мощность, ток и продолжительность воздействия дуги;
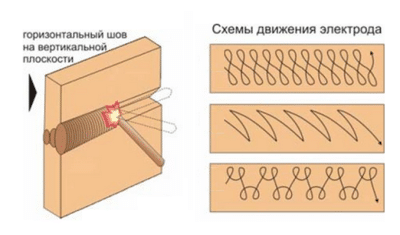
- Сваривание вертикальных швов производится при помощи дуги. Уровень угла соприкосновения электрода и свариваемой поверхности должен быть прямым. Допускается небольшое отклонение на 10 градусов;
- Чтобы предотвратить наплавление жидкого металла в одной области может применяться техника елочки, треугольника или многослойное прохождение тонкой дуги.
Важно! Сварщик во время электродуговой сварки обязательно должен соблюдать все правила и этапы. Каждый метод сваривания подбирается в зависимости от используемого металла и условий проведения сварки (в промышленных или бытовых условиях)
Виды сварки автоматом
Способ выбирают с учетом характеристик соединяемых материалов, типа оборудования, требований к качеству швов.
В газовой среде
Автоматическая дуговая сварка в аргоне ведется с использованием неплавящегося вольфрамового электрода. Между стержнем и заготовкой появляется дуга. Незадолго до этого начинается подача инертного газа, предотвращающего контакт сварочной ванны с воздухом. Это помогает получить прочный однородный шов. Аргонодуговая сварка чаще всего ведется с помощью стационарной головки. Заготовка автоматически проворачивается под этим элементом, что помогает получить равномерное соединение. Реже сварка выполняется с использованием движущейся головки.
Сварку в защитных газах можно выполнять неплавящимся электродом.
С использованием флюса
При сварке под флюсом плавящийся стержень подается в сварочную ванну с помощью роликов. Напряжение на конце проволоки способствует формированию дуги. Флюс защищает обрабатываемые области от попадания посторонних включений. После сварки таким способом шов требует дополнительной механической обработки. При отказе от чистки соединение становится менее прочным.
Плазменная сварка
Метод применяется для быстрого соединения стальных деталей. Особенностью плазменной сварки считается то, что:
- дуга образуется между электродами, установленными в головке горелки;
- в процессе сварки в обрабатываемую область подается гелиевая или аргоновая смесь, находящаяся под высоким давлением (это обеспечивает ионизацию пламени, повышает температуру дуги);
- используемое для плазменной сварки оборудование устанавливается на поворотные кронштейны;
- расстояние от головки до центральной области меняется, что позволяет использовать оборудование при создании кольцевых швов;
- с учетом толщины металла и нужной глубины шва оборудование может снабжаться механизмом подачи присадочной проволоки.
Плазменная сварка применяется для соединения стальных деталей.
Виды сварочного оборудования
Оборудование, которое используют для проведения сварочных работ, может быть четырех видов. Это:
- Трансформатор.
- Полуавтомат.
- Полуавтомат-инвертор.
- Споттер.
Рассмотрим вкратце каждый из этих видов.
Трансформатор
Является самым простым видом оборудования, которое предназначено для сварки. Они отличается высоким уровнем надежности, простотой конструкции и приемлемой стоимостью. Но при этом у трансформатора ограничены функциональные возможности, из-за чего его применяются только для дуговой сварки. Качество работы получается крайне низким. И это при том, что вес у агрегата крайне незначительный. Вывод – трансформатор является оптимальным агрегатом в тех случаях, где не нужна высокая точность работ.
Полуавтомат
Представляет собой разновидность трансформатора, но имеет отличительную особенность. Она заключается в частично автоматизированном процессе сварки. В результате процесс сварочных работ существенно упрощается, так как пользователю не нужно менять электрод, контролируя его длину.
Инвертор
Сварочный агрегат такого вида отличается повышенным уровнем функциональности. Ему доступны практически все виды сварки. При этом у инвертора незначительный вес, и качество сварочных швов получается высоким. Но есть у него и существенные недостатки. Так, конструкция у аппарата достаточно сложная, а его стоимость очень высока. Ввиду этого инверторы применяются лишь для выполнения сварочных работ высокой сложности.
Полуавтомат-инвертор
Сварочный аппарат отличается не только современностью, но и высокой степенью универсальности. Он совмещает в себе частичную автоматизацию сварки с высоким качеством работы, которая свойственна агрегатам инверторного вида. Поэтому совсем не удивительно, что и стоимость такого оборудования очень высока.
Споттер
Данное сварочное оборудование предназначено для выполнения точечной сварки. Его применяют исключительно в автомобильной промышленности при кузовных работах и удалении вмятин. Споттеры делятся на два типа – это трансформаторные и инверторные.
Зажег дуги
Сварка для начинающих, прежде всего, предполагает умение зажигать дугу, также правильно отрывать электрод от детали после этого. Самоучитель по сварке рекомендует два способа зажигания дуги. Первый из них осуществляется касанием, а второй чирканьем.
Касаются или чиркают поверхность детали, предназначенной для сварки. Можно вначале потренироваться делать это неподключенным к сварочному аппарату электродом. Касание должно быть легким, после чего следует быстро отводить электрод назад. Чирканье напоминает всем известное добывание огня с помощью спичек и спичечного коробка.
Если поджиг дуги производится касанием, то электрод по отношению к поверхности следует держать максимально перпендикулярно, а приподнимать его наверх всего на несколько миллиметров. Быстрое отведение является гарантией того, что электрод не прилипнет к поверхности изделия. Если эта неприятность все же случится, то надо оторвать прилипший электрод, резко отклонив его в сторону. После этого зажигание дуги следует продолжить.
Сварка для чайников рекомендует использовать для зажигания дуги второй способ — чирканьем. Для этого достаточно использовать воображение, представив себе, что чирканье происходит не электродом, а обыкновенной спичкой. В труднодоступных местах этот способ является неудобным, но к начинающим сварщикам это отношения не имеет, поскольку учиться они будут пока на простых соединениях.
К розжигу дуги придется возвращаться еще не раз после того, как электрод полностью сгорит и предстоит его замена на новый.
Поскольку начальная часть шва будет выполнена, то при повторном зажигании придется применить некоторые правила. Вначале сварочный шов надо освободить от шлака, образовавшегося при работе предыдущим электродом. Зажигать дугу следует непосредственно за кратером.
Подготовка к сварке не закачивается розжигом дуги. Затем предстоит формирование сварочной ванны. Для этого электродом придется сделать несколько раз оборот вокруг точки, из которой планируется начать сваривать шов.
Сварочные работы и их обучение включают в себя умение держать дугу после того, как она будет зажжена. Чтобы тренировка прошла удачно, ток на сварочном аппарате следует установить величиной 120 Ампер. Это не только облегчит разжигание дуги, но и снизится вероятность затухания пламени, а также будет обеспечен контроль заполнения сварочной ванны.
Понять, каким образом может происходить контроль ванны, можно, постепенно понижая значение тока. При этом надо увеличить расстояние между концом электрода и деталью для того, чтобы не возникло его прилипание к ее поверхности.
Начинающему сварщику следует быть готовым к тому, что при увеличении длины дуги также увеличится разбрызгивание металла. При сварке длина используемого электрода по мере его сгорания будет неизменно уменьшаться, поэтому для сохранения величины дуги следует его приближать к поверхности изделия на соответствующее расстояние.
Если расстояние станет недостаточным, то металл будет прогреваться плохо и шов получится слишком выпуклым, а края его останутся непроплавленными.
Однако нельзя делать это расстояние и слишком большим, поскольку в этом случае возникнут своеобразные подскоки дуги, что приведет к образованию некрасивого шва с бесформенной формой.
Технология сварочных работ для получения удовлетворительного результата требует выбор правильного расстояния между электродом и изделием. Существует подсказка — оптимальной длиной дуги будет ее размер, не превышающий диаметр электрода, включая его покрытие обмазкой. В среднем это равняется трем миллиметрам.