Как правильно варить электросваркой
Содержание:
- Какой ток у электродов для сварки?
- Немного о технике безопасности
- Сварка труб электродом
- Азы электросварки
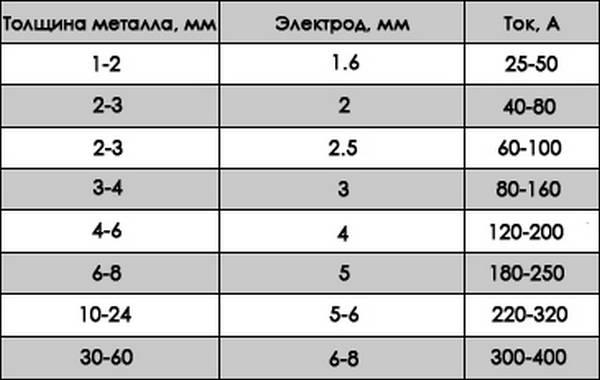
- Зависимость электрического тока от толщины электрода
- Дополнительные функции инверторных сварочных аппаратов
- Подбор силы тока
- Что такое электрод и для чего обмазка
- Режимы ручной дуговой сварки
- Процесс сварки
- Режимы проведения операций
- Что такое универсальные электроды
Какой ток у электродов для сварки?
Многим людям кажется, что подобрать качественные электроды, хороший сварочный инвертор и больше ничего не нужно для успешного сваривания. Однако эти люди в чем-то правы, а в чем-то и нет. Для успешного сваривания также необходимо подобрать нужный ток. От чего он зависит? Он зависит от толщины металла, диаметра электрода и материала, из которого изготовлен электрод. Как узнать такие параметры? – это не является тайной, и Вы можете без проблем это прочитать далее в статье.
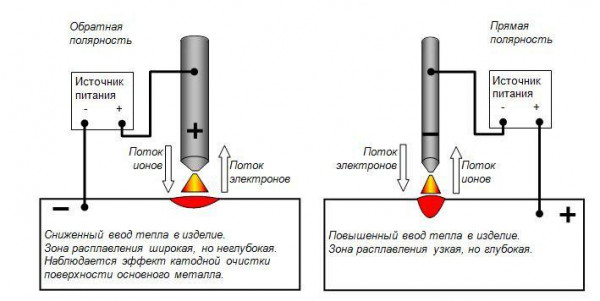
Для начала Вам нужно определить, какой сварочный ток использовать: постоянный или переменный. При сварке постоянным током прямой полярности глубина приваривания снижается на 40 – 50%, а при сваривании переменным током, провар уменьшается на 15 – 20%.
После того как Вы определитесь с полярностью тока, Вам нужно подобрать ток для используемого диаметра электрода. Для каждого диаметра электродов есть и свой ток. Вот все основные диаметры электродов и ток, который нужен для должного сваривания:
- 1,6 миллиметра – 35 – 60 Ампер;
- 2,0 миллиметра – 30 – 80 Ампер;
- 2,5 миллиметра – 50 – 110 Ампер;
- 3,0 миллиметра – 70 – 130 Ампер;
- 3,2 миллиметра – 80 – 140 Ампер;
- 4,0 миллиметра – 110 – 170 Ампер;
- 5,0 миллиметра – 150 – 220 Ампер;
Исключением являются случаи, когда необходимо нужно сваривать тонкий металл. При сваривании тонкого металла (до 3 миллиметров) нужно использовать электроды толщиной 2 -2,5 при этом используя ток 30 – 70 Ампер. Также для каждого диаметра электродов есть и своя толщина свариваемого металла:
- 2 – 3 миллиметра толщина металла: 1,6; 2,0 – толщина электрода;
- 3 – 5 миллиметра толщина металла: 2,0; 2,5; 3,0; 3,2; 4,0 – толщина электрода;
- 5 – 8 миллиметров толщина металла: 3,0; 3,2; 4,0; 5,0 – толщина электрода;
Теперь, Вы, зная ток, толщину электрода и толщину металла можете приступать к свариванию. Однако для хорошего и качественного сваривания Вам необходимо иметь надежный и недорогой сварочный инвертор. Безусловно, лидерами продаж являются сварочные инверторы «Темп», но среди них не нужно выбирать для себя самый дешевый. Лучше всего покупать инвертор «Темп ИСА 200» или «Темп ИСА 180». Чем они отличаются от других сварочных аппаратов? Они отличаются тем, что имеют все, что нужно для качественного сварочного аппарата: долговечность, приемлемая цена, тянет электроды диаметром от 1,6 до 5,0.
Эти качества должны побудить Вас сделать правильный выбор. Теперь у нас остался один вопрос: где все это недорого купить? Сделать удачную покупку Вы можете у наших заводов-изготовителей, которые держат качество продукции на высоте уже долгое время. Наши заводы занимаются продажей только качественных сварочных материалов, поэтому для того чтобы начинать сварочные работы Вам нужно всего лишь сделать заказ всего, что Вам нужно и начинать сварочные работы.
Несмотря на кризис или другие неполадки, наши заводы стараются держать цены как можно ниже, чтобы любой желающий человек мог купить качественный сварочный материал по доступной цене. Помните: покупая только качественные товары у нас, Вы сможете без проблем провести все необходимые сварочные работы по низким ценам!
Немного о технике безопасности
Будем кратки и не станем разглагольствовать
Самое важное, даже при сварке инвертором, была и остаётся техника безопасности. Наличие маски сварщика, это обязательное условие
Также, варить нужно в одежде из негорючих материалов, которая будет надежно защищать руки и ноги от искр расплавленного металла.
Само собой разумеется, что вблизи места проведения сварочных работ не должно находиться легковоспламеняющихся предметов. Кроме того, не стоит забывать и о том, что домашняя электропроводка должна быть способна выдержать нагрузку от подключения сварочного инвертора.

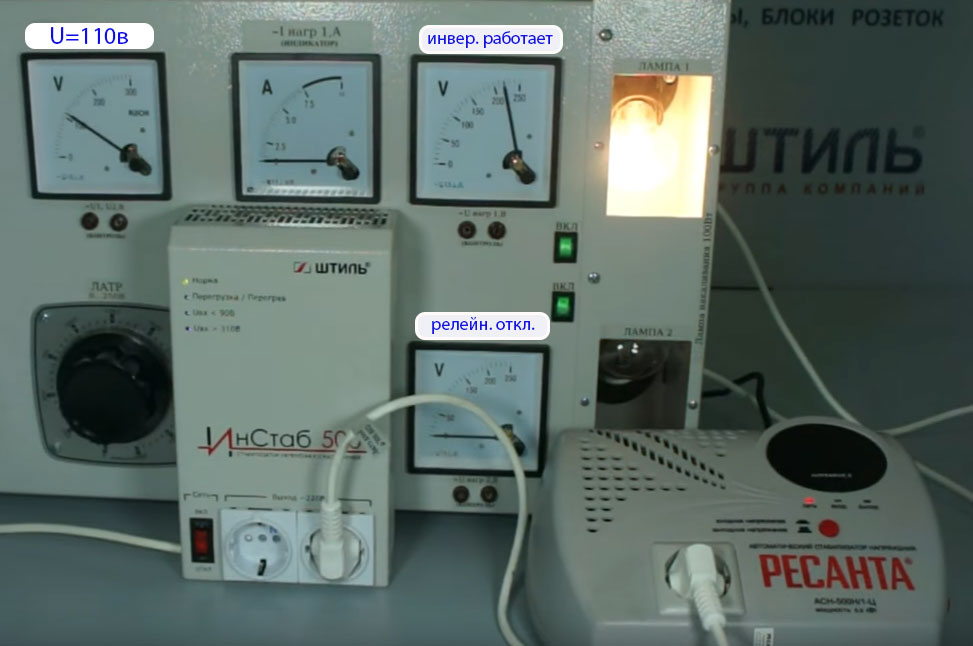
Примерно это около 4 кВт, если говорить о сварочном токе не более чем в 200 А. И, хотя сварочные инверторы не так сильно нагружают электросеть, как старые трансформаторные аппараты, при пониженном напряжении они могут отказаться работать
Всё это важно учитывать при подготовке к проведению сварочных работ
Сварка труб электродом
Отдельного внимания заслуживает сварка труб электродом. Считается, что если сварщик научился варить трубы, то он получил весь необходимый опыт и может называться «гуру».

Вот несколько секретов сварки труб, которые помогут вам быстрее освоить данный навык и стать успешным в сварочном деле:
- По возможности используйте сварку труб встык. Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий;
- Чтобы уменьшить наплыв металла внутри трубы, старайтесь варить трубы под небольшим углом, не более чем в 45°;
- Выдерживайте минимально возможную ширину и высоту сварочного шва. Высота должна быть в пределах 3 мм, а ширина 8 мм.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
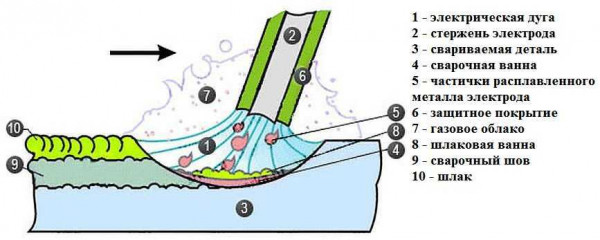
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
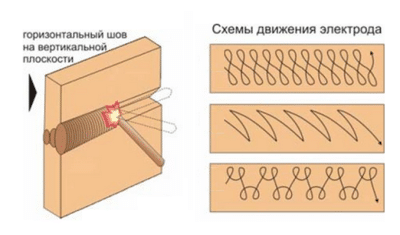
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Зависимость электрического тока от толщины электрода
Важно знать, как подобрать силу тока при сварке в соответствии с толщиной стержней. Это два взаимосвязанных свойства, которые оказывают основное влияние на прочностные характеристики шва и изделия в целом
Для каждой марки расходников предусмотрена наиболее подходящая величина тока.
Важно! Если будет неправильно выбран сварочный ток для электродов 2, 3, 4, 5 мм при проведении инвентарной или дуговой сварки, то это может привести к неприятным последствиям. Если напряжения будет недостаточно, то будет наблюдаться проваривание шва, а при его превышении, будет пропаливание соединения
В настоящее время производится много компактных сварочных аппаратов, которые подходят для бытовых условий. При помощи них заваривают небольшие металлические конструкции — заборы, крыши, двери и многое другое. Именно для них подходят расходники с небольшим диаметром — 1, 1,5, 2 мм. Показатель напряжения для стержней с этими значениями должен составлять от 30 до 45 Ампер. Регулирование на приборе должно быть плавным. Дело в том, что даже небольшая погрешность может негативно отразиться на качестве шва.
Данная информация всегда указывается в описании на упаковке сварочных материалов. Но все же ниже рассмотрим примерные параметры, которые часто используются во время сварочных работ.
Ток сварки для электрода 6-8 мм
Как выбрать ток для сварки, если используются расходники с диаметром 6-8 мм? Обязательно должен соблюдаться определенный показатель напряжения, это требуется для получения прочного шва. Обычно при большом диаметре показатель напряжения должен быть 250 Ампер.
А вот как правильно выбрать ток при сварке инвертором, если проводятся тяжелые работы? Опытные сварщики советуют выставлять напряжение в пределах 300-350 Ампер. Но все же не стоит забывать про толщину металлических заготовок, она также влияет на размер диаметра стержней.
Ток сварки для электрода 5 мм
Как выбрать сварочный ток, если используются стержни 5 мм? Сварщики рекомендуют устанавливать напряжение в пределах 160-250 Ампер. Во время этого процесса должен учитываться тип металла, пространственное положение.
Обратите внимание! Электроды 5 мм являются массивным расходным материалом. Количество Ампер должно зависеть от степени глубины проваривания металла
Чтобы сделать сварочную ванну с глубиной больше 5 мм должна использоваться максимальная мощность. При стандартных режимах хватает 200-220 Ампер. Для обеспечения качественной и постоянной работы с такими электродами должен использоваться трансформатор с достаточными показателями мощности.
Ток сварки для электрода 4 мм
Стержни с диаметром 4 мм являются популярными сварочными расходными материалами. Их востребованность связано с тем, что они считаются универсальными материалами. Они подходят для сваривания как мелких, так и больших соединений.
Но все же не стоит забывать про правильное напряжение, оно также оказывает огромное влияние на прочностные качества шва изделия. Сила тока при сварке электродом 4 мм должна быть от 110 до 200 Ампер.
Ток сварки для электрода 3 мм
Обязательно требуется знать, какой ток нужно выставлять при сварке электродом 3мм. Это влияет на прочность, форму, внешний вид, качество сварных соединений. Этот критерий требуется обязательно учитывать, иначе металлическое изделие может получиться хрупким, оно быстро придет в негодность.
Так какой ток нужен для сварки электродом 3мм? Обычно применяется показатель в пределах от 65 до 130 Ампер. Но предварительно сварщики настраивают усредненный показатель — 80-90 А. Это поможет установить, какой ток подходит для электрода 3 мм.
Ток сварки для электрода 2 мм
А какой ток для сварки электродом 2мм? Обычно данные стержни применяются для сваривания металлических изделий с толщиной 2-3 мм. Но чтобы шов был прочным не стоит забывать про правильную настройку напряжения.
Сила тока при сварке электродом 2 мм должна быть в пределах от 30 до 80 Ампер. Большое расхождение обусловлено видом металла и выбранным положением в пространстве.
Но все предоставленные показатели приблизительные. На практике сила тока будет зависеть от марки стержня. У каждой марки имеются собственные показатели, которые указываются в описании на упаковке. К примеру, чтобы выяснить, каким током варить на электроде 3 мм, требуется первым делом изучить рекомендации производителей. Но вот опытные сварщики смогут с этим разобраться быстро, у них в этом деле имеются хорошие познания.
Дополнительные функции инверторных сварочных аппаратов
Наличие или отсутствие сервисных функций не критично, но сильно облегчает жизнь, особенно новичку. Набор их обычно стандартный:
- «Горячий старт» HOT START — влияет на розжиг дуги. При розжиге подается дополнительный импульс, который позволяет легко начать сварку.
- «Форсаж дуги» — ARC FORCE — при резком приближении электрода к металлу автоматически увеличивается сила сварочного тока. Это не дает электроду залипнуть.
- «Антизалипание» — ANTI STICK — отключает питание при залипании электрода, включает после его отрыва. Удобная функция, особенно она актуальна для начинающих сварщиков.
Есть еще некоторые полезные функции. Например, индикация и автоматическое отключение при перегреве. Это полезное дополнение — не всегда можно уследить за временем, или индикатором перегрева. Автоматическое отключение спасает от перегорания и дорогостоящего ремонта.

Сварочный аппарат для ручной электродуговой сварки позволяет варить почти все металлы, кроме цветных
Обратите внимание на комплектацию: кроме сварочного аппарата обычно идет кабель притания (иногда он съемный, иногда стационарный), два сварочных кабеля — один с зажимом для крепления на деталь, второй — с держателем электрода. Лучше, если кабели легкие, гибкие и длинные
Но такая роскошь есть далеко не всегда. Чаще рабочие кабели имеют длину порядка 2 метров, что не всегда удобно. Рассматривая кабели, обратите внимание на то, как они заделаны, припаяны (лучше) или зажаты/завальцованы.
Обратите внимание на наличие гарантийного срока, а также на то, насколько близко к вашему дому/даче расположен ближайший сервисный центр. Отсутствие сервисной сети — тревожный знак
Это значит, что даже при гарантийной поломке ремонтировать вы его будете сами, за деньги. Не будете же вы отправлять на ремонт аппарат через половину нашей немаленькой страны…
Подбор силы тока
Диаметр расходных материалов подбирается согласно толщине свариваемой детали, не говоря уже о размерах шва и способа сварки. Если необходимо заварить поверхность шириной в 3-5 мм, то диаметр следует выбирать 3-4. До 8 мм ширины вполне достаточно 5 электрода. Для каждого из этих положений нужно выбирать свое количество Ампер:
- Ток при сварке электродом 3 мм должен лежать в пределах от 65 до 100 А. Такой разброс зависит от металла и выбранного положения. Для начала рекомендуется ставить среднее значение, в данном случае 80 А.
- Сила тока при сварке электродом 4 мм лежит в пределах от 120 до 200 А. Это один из наиболее распространенных видов диаметра, который используется в промышленности, так как он подходит для работы, как с большими, так и мелкими швами.
- При 5 мм потребуется сила от 160 до 250 А, в зависимости от положения и выбранного типа металла. Это достаточно массивный расходный материал и количество Ампер здесь зависит от требуемой глубины проварки. Чтобы сделать ванную глубиной более 5 мм потребуется максимально полная мощность. Для стандартных режимов достаточно будет силы в 200-220 А. Для длительной работы с такими вещами следует иметь качественный и надежный трансформатор достаточной мощности.
- 6-8 мм электроды нуждаются в минимум 250 А, хотя для тяжелых работ может потребоваться значение в 300-350 А.

Настройка сварочного тока
Стоит отметить, что современная тенденция производства компактных сварочных аппаратов для домашнего использования делает все более востребованными расходные материалы толщиной в 1; 1,5; 2 мм. Для таких значений подойдет сила от 30 до 45 А, но при этом регулировка на аппарате должна быть достаточно плавная, так как тут даже небольшая погрешность может оказаться критической.
Таблица соотношения электрода и сварочного тока
Режим подбора тока для сварки стандартных стыковых соединений:
| Разновидность шва | Диаметр,мм | Ток, А | Толщина металла на заготовке, мм | Зазор до сварки, мм |
| 1-сторонний | 180 | 3 | ||
| 2-сторонний | 4 | 220 | 5 | 1.5 |
| 2-сторонний | 5 | 260 | 7-8 | 1.5-2 |
| 2-сторонний | 6 | 330 | 10 | 2 |
Также можно воспользоваться универсальной таблицей для широкого диапазона:
| Толщина заготовки,мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Толщина электрода,мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10..20 | 30..45 | 65..100 | 100..160 | 120..200 | 150..200 | 160..250 | 200..350 |
Рекомендации
Напряжение при сварке током на современных аппаратах выставляется автоматически, так что этот параметр не берется в особый расчет. Для самых распространенных операций следует иметь все необходимые данные у себя под рукой. Также не стоит забывать, что у каждого аппарата имеются свои погрешности, поэтому, следует регулировать все по собственному усмотрению, отталкиваясь от заданных режимов.
Что такое электрод и для чего обмазка
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.
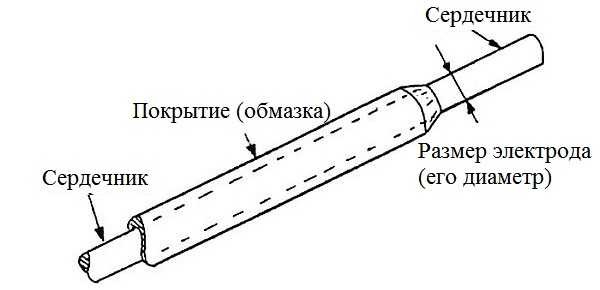
Сварочный электрод состоит из сердечника и защитного покрытия
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь
Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру
В противном случае она будет смещена. Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Покупать влажные электроды не стоит: их можно, конечно, высушить, но их характеристики при этом снизятся. Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.

Обмазка (защитное покрытие) электродов бывает: основной, рутиловой, целлюлозной и кислой
Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.

Электродов для сварки более 200 марок, около 100 из них может использоваться при ручной дуговой электросварке
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом. Они хорошо зажигаются даже если инвертор имеет низкое напряжение холостого хода (для уверенного розжига основной обмазки требуется хорошая вольт-амперная характеристика, как выбрать инверторный сварочный аппарат, читайте тут.). При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Режимы ручной дуговой сварки
К основным характеристикам относятся:
- диаметр электрода;
- скорость работы;
- уровень напряжения;
- направление тока и его полярность;
- сила тока.
К второстепенным характеристикам относят следующее:
- состав и толщина покрытия электрода;
- уровень подогрева заготовок;
- положение изделия в пространстве;
- наклон электрода.
Подбор диаметра электрода
При выборе толщины электрода учитывают множество факторов.
Существует определённое соотношение толщины металла к диаметру электрода при выполнении работы в нижнем положении.
| Толщина свариваемых заготовок, мм | Диаметр электрода, мм |
| 1,4 | 1,5 |
| 2 | 2 |
| 3 | 2-3 |
| 4-5 | 3-4 |
| 6-8 | 3-4 |
| 9-12 | 4-5 |
| 13-15 | 4-5 |
| 16-20 | 5-6 |
Также выбор можно проводить, опираясь на марку свариваемого сплава. Например, для соединения изделий из чугуна рекомендуется использовать электроды диаметром 2-3 миллиметра. Это уменьшит уровень тепла, поступающего в свариваемую конструкцию, и гарантирует образование валика небольшого сечения.
 Примерная стоимость 3-миллиметровых электродов на Яндекс.маркет
Примерная стоимость 3-миллиметровых электродов на Яндекс.маркет
Ещё одним важным фактором является наличие разделки кромок. Если такая предварительная работа проводилась, тогда наложение первого слоя осуществляется 3-миллиметровыми электродами, невзирая на марку используемого металла. При таком подходе использование электродов большой толщины может привести к возникновению ряда трудностей: непровар заготовок, зашлаковывание сварочного шва. Дальнейшая работа проводится электродом большей толщины (4-5 мм).
 Примерная стоимость 4-миллиметровых электродов на Яндекс.маркет
Примерная стоимость 4-миллиметровых электродов на Яндекс.маркет
Необходимо учитывать тип свариваемого соединения. Если проводить стыковое соединение, тогда нужно руководствоваться описанными выше правилами подбора. Если необходимо сварить угловые, тавровые или нахлёсточные соединения, тогда возможны два варианта:
- первый – сварку проводят в определённое количество слоёв, тогда для первого слоя берутся электроды толщиной 2-3 мм для более глубокой проварки и высокой крепости шва;
- второй – работа проводится в один заход, толщина электрода будет зависеть от толщины заготовок и может варьироваться от 2 до 6 мм.
Сила сварочного тока
При расчёте силы сварочного тока необходимо брать в расчёт диаметр используемого электрода.
Для расчёта применяется формула:
I=K*D, где:
- I – сила тока;
- D – диаметр электрода;
- K – специальный коэффициент.
Возможные изменения специального коэффициента представлены в таблице.
| Диаметр электрода, мм | Значение коэффициента, А |
| 1-2 | 25-30 |
| 3-4 | 30-45 |
| 5-6 | 45-60 |
Нужно помнить, что если установить слабый ток, тогда сварочная дуга не будет устойчивой, а сам шов проварится не полностью, что может привести к появлению трещин. В то же время повышенная мощность приведёт к ускоренной расплавке электрода и появлению брызг, что негативно отразится на качестве шва.
Напряжение на дуге
Напряжение дуги изменчиво и находится в зависимости от её длины. Чем больше длина дуги, тем больше её напряжение, соответственно, расходуется больше тепла для плавки электрода и металлических деталей. Из-за этого сварной шов получается шире, в то время как высота усиления и глубина провара сокращаются.
Кроме того, напряжение дуги может варьироваться от 18 до 45 В в зависимости от используемого электрода и заданной силы тока.
Чтобы избежать вышеперечисленных неудобств, необходимо скорее опускать вниз электродержатель с электродом.
Скорость сварки
Необходимо поддерживать оптимальную скорость сварки, чтобы избежать переполнения сварочной ванны, и не возникали натёки на основной металл.
Толщина образуемого шва должна быть шире электрода в 2 раза.
Идеальным считается шов шириной 9-14 мм с глубиной, не превышающей 6 мм. Для достижения такого результата необходимо проводить работу со скоростью 35-40 м/ч.
Род и полярность тока
Чаще всего при проведении сварочных работ используют постоянный ток. При таком токе прямой полярности возможно соединить крупные и толстые детали. Это возможно из-за того, что на свариваемый металл приходится большее количество тепла. Обратную полярность применяют для соединения тонкого металла, чтобы избежать прожога.
Сварка переменным током практически не применяется из-за её слабой мощности. При проведении работ таким способом производительность снижается на 15-20% по сравнению с постоянным током обратной полярности.
Процесс сварки
Технология сварки электродом состоит из нескольких этапов. Электрод подключают к сварочному аппарату для получения переменного тока. Если предполагается использовать постоянный ток, то потребуется выпрямитель. При касании электродом металла или чирканьем по нему появляется электрическая дуга. Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.
Одним из обстоятельств, как правильно делать сварку электродом, является грамотное его подключение. При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см — прямое.
Методика сварки электродом требует выбора правильного тока на сварочном аппарате. Устройство имеет два кабеля — один с зажимом, а второй с держателем для электрода. Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
При методе касанием электрод держат перпендикулярно по отношению к свариваемой поверхности. Коснувшись, его отводят на небольшое расстояние. Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Перед тем, как варить электродом, следует правильно выбрать его диаметр, что находится в прямой зависимости от толщины металлических деталей. Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.
Методика, как правильно варить электродом, говорит о том, что по мере постепенного сгорания его постоянно приближают к металлической поверхности. Если произойдет залипание, то следует оторвать проводник, покачивая его в разные стороны.
Режимы проведения операций
Сила тока при сварке электродом подбирается в зависимости от множества факторов согласно заданному режиму. Режим включает в себя основные показатели, которые определяются исходными данными. Можно определить требуемую форму шва, его размер и качество. Чем больше данных, тем выше качество работы. Основными параметрами являются:
- Диаметр электрода;
- Его марка;
- Положение при проведении операций;
- Сила и род тока;
- Полярность;
- Количество слоев в шве.
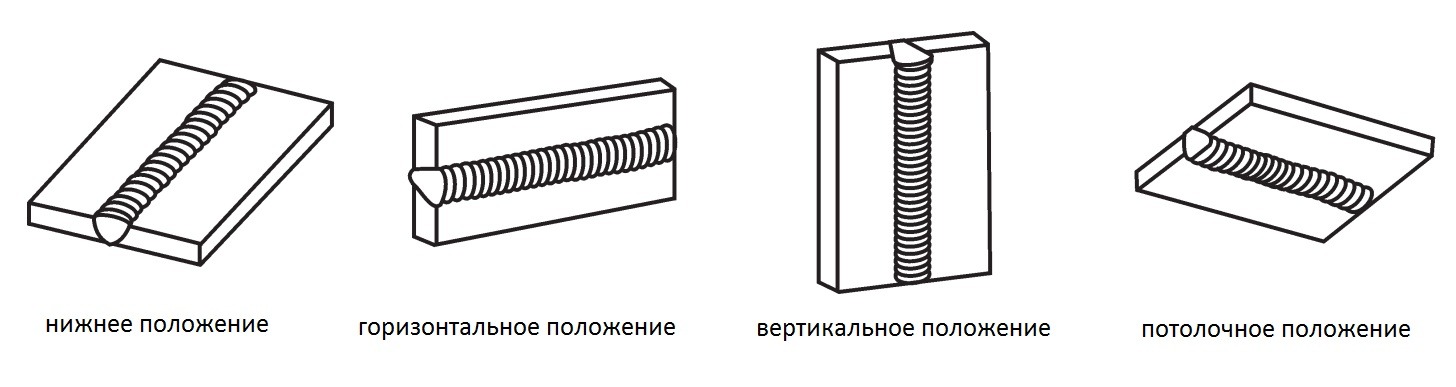
При многослойном шве режим может меняться, также как и диаметр и прочие параметры. Исходные данные берутся от электродов, которые в свою очередь подбираются под определенную марку металла. Если в общих данных указаны значения только для нижнего положения, то в этом нет ничего страшного. При вертикальном положении количество Ампер уменьшают от номинального на 10-20%, а при потолочном – на 20-25%. Это связано с тем, чтобы металл не так быстро расплавлялся и не стекал со шва. Также стоит отметить, что при потолочной сварке максимальный диаметр составляет 4 мм. Сварочный ток и диаметр электрода здесь имеют прямопропорционально соотношение. Его род также определяется сразу, так как он указывается в технических данных на пачке.

Выбор диаметра электрода для сварки
Что такое универсальные электроды
Универсальные сварочные материалы – это  электроды постоянного и переменного тока. То есть те расходники, которые одинаково эффективно работают и на переменном, и на постоянном напряжении. Данная категория сварочных материалов имеет несколько преимуществ:
электроды постоянного и переменного тока. То есть те расходники, которые одинаково эффективно работают и на переменном, и на постоянном напряжении. Данная категория сварочных материалов имеет несколько преимуществ:
- хорошая и стабильная дуга;
- повышенная производительность работ;
- достаточно высокая экономичность;
- низкий уровень разбрызгивания;
- хорошее отделение шлака;
- возможность сваривать неочищенную от загрязнений, окисленную, влажную и поврежденную коррозией поверхность;
- минимальные требования к оборудованию и сварщику.