Как выбрать сварочный полуавтомат для дома и гаража: обзор всех параметров и видов оборудования
Содержание:
- Виды сварки автоматом
- Основные дефекты шва
- Как варить кузов полуавтоматом
- Защитный газ
- Особенности сварки с проволокой
- Технология
- Классификация полуавтоматов
- Какие ошибки нельзя допускать
- Основные правила при проведении сварки полуавтоматом
- Настройка сварочного аппарата
- Сварочный полуавтомат для газовой среды
- Таблицы
- Газовая горелка в комплекте с наконечниками
- Основы сварки полуавтоматом
Виды сварки автоматом
Способ выбирают с учетом характеристик соединяемых материалов, типа оборудования, требований к качеству швов.
В газовой среде
Автоматическая дуговая сварка в аргоне ведется с использованием неплавящегося вольфрамового электрода. Между стержнем и заготовкой появляется дуга. Незадолго до этого начинается подача инертного газа, предотвращающего контакт сварочной ванны с воздухом. Это помогает получить прочный однородный шов. Аргонодуговая сварка чаще всего ведется с помощью стационарной головки. Заготовка автоматически проворачивается под этим элементом, что помогает получить равномерное соединение. Реже сварка выполняется с использованием движущейся головки.
Сварку в защитных газах можно выполнять неплавящимся электродом.
С использованием флюса
При сварке под флюсом плавящийся стержень подается в сварочную ванну с помощью роликов. Напряжение на конце проволоки способствует формированию дуги. Флюс защищает обрабатываемые области от попадания посторонних включений. После сварки таким способом шов требует дополнительной механической обработки. При отказе от чистки соединение становится менее прочным.
Плазменная сварка
Метод применяется для быстрого соединения стальных деталей. Особенностью плазменной сварки считается то, что:
- дуга образуется между электродами, установленными в головке горелки;
- в процессе сварки в обрабатываемую область подается гелиевая или аргоновая смесь, находящаяся под высоким давлением (это обеспечивает ионизацию пламени, повышает температуру дуги);
- используемое для плазменной сварки оборудование устанавливается на поворотные кронштейны;
- расстояние от головки до центральной области меняется, что позволяет использовать оборудование при создании кольцевых швов;
- с учетом толщины металла и нужной глубины шва оборудование может снабжаться механизмом подачи присадочной проволоки.
Плазменная сварка применяется для соединения стальных деталей.
Основные дефекты шва
Обязательно нужно знать, как правильно пользоваться сваркой и полуавтоматом, это поможет в дальнейшем избежать неприятных проблем и ухудшения качества сварного соединения. Если технология будет проводиться неправильно с нарушением ряда правил, то в этом случае не избежать появления трещин, пор в металле шва, прожогов, наплывов. Также может отмечаться неравномерность соединения по длине и ширине.

Качество сварки полуавтоматом зависит от следующих факторов:
- диаметр проволоки. С меньшим ширина соединения будет недостаточной, а с большим — увеличится, это отразится на глубине провара;
- сила тока. Отражается также на глубине провара: чем больше показатель силы тока, тем глубже соединение. Это в итоге моет привести к появлению прожогов, особенно если будет свариваться металл с тонкими стенками;
- напряжение дуги приводит к увеличению ширины соединения;
- скорость сварки. При большом показателе скорости уменьшается глубина проваривания, соединение становится узким. При недостаточной скорости проявляются прожоги, структура шва становится неравномерной. Иногда это приводит к короблению изделия.
В любом случае чтобы правильно провести полуавтоматическую сварную технологию необходимо знать ее главные особенности и нюансы, а от сварщика требуется опыт и навыки. Не стоит браться за работу, если вы ни разу не сталкивались с этим способом сварки. Кроме этого необходимо знать, что нужно для сварки полуавтоматом, а именно какое оборудование и материалы требуются для проведения процесса. Все тонкости и характеристики помогут провести все правильно и без ошибок.
Как варить кузов полуавтоматом
Мы выбрали именно полуавтомат, поскольку с его помощью швы получатся качественнее и долговечнее. В своей работе мы будем использовать сварочник от фирмы BlueWeld модель 4.135 (вы можете использоваться любой другой сварочный аппарат для авто). Также в нашем арсенале присадочная проволока диаметром в 1 миллиметр, наждачка, редуктор (с его помощью мы будем понижать давление), и баллон с газом (нам хватит баллона в 20 литров).
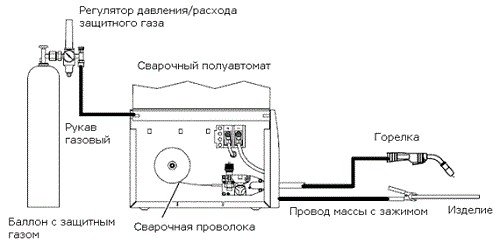
Сначала очищаем поверхность металла от ржавчины и загрязнений. Это можно делать вручную с помощью наждачки, но если у вас есть шлифовальная машинка, то используйте ее. Далее нужно плотно прижат детали друг другу. Для этого можете использовать любые зажимы, болты или даже временно соединить их саморезами. Теперь нужно к баллону с газом подключить наш редуктор. На фото ниже показано, как это делать.

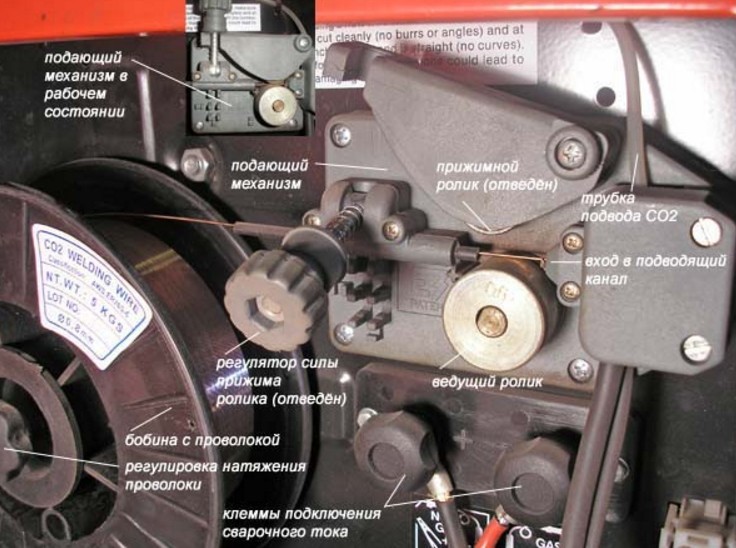
Далее нужно подать проволоку в сварочный аппарат и завести конец проволоки в механизм подачи. На фото ниже показан процесс подачи проволоки.
Теперь открутите сопло на горелке (мы делали это с помощью пассатижей), проденьте проволоку в отверстие и прикрутите обратно сопло.

Итак, все готово. Нужно настроить аппарат. Мы установили прямую полярность, поскольку у нас проволока медная. Если сварка автомобиля производится обычной проволокой, то установите обратную полярность.
Подключаем аппарат в розетку. Нажимаем на кнопку подачи проволоки, вместе с этим должна начаться подача газа. Начинаем формировать шов. Если шов короткий, то можно сделать его непрерывным. Если шов длинный, то сначала формируем «точки» в разных местах соединения. Потом делаем несколько коротких швов между точками. Должны остаться промежутки в 10 см между швами. Даем швам остыть. Теперь довариваем оставшиеся участки.
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Особенности сварки с проволокой
Особенности сварки с проволокой полуавтоматической аппаратурой заключаются в следующем:
- присадочный материал должен соответствовать химическому составу свариваемого изделия;
- проволока должна отвечать государственным стандартам и быть изготовлена из правильных компонентов;
- сроки и условия хранения присадочной проволоки должны четко соблюдаться.
Обзор особенностей работ с использованием присадочной проволоки следует начать со сварочных азов. Большинство металлов, свариваемых на производстве или в домашних условиях – это сталь и марганец. Проволока для соединения таких изделий является наиболее востребованной.
Сварка черных металлов, как правило, производится при помощи таких видов присадочного материала:
- Проволока Св-08ГС для соединения низкоуглеродистых и легированных сталей.
- Проволока Св-08Г2с для сваривания высокоуглеродистой стали.
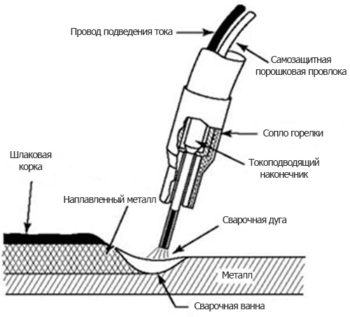
Нередко для сварки изделий из черного металла используется порошковая проволока. Такой присадочный материал позволяет проводить сварочные работы без дополнительной подачи газа в зону варки.
Самофлюсующаяся проволока – это трубка из низкоуглеродистой стали с сердечником из порошка. При плавлении металла освобождается порошок, формирующий газовую среду для защиты сварного шва. Как правило, в состав флюсующего порошка входит рутил и металлическая пыль.
Соединение алюминиевых деталей осуществляется при помощи проволоки СВ-АК5. Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.
Сварка полуавтоматом при помощи порошковой проволоки.
Подобная процедура делится на шаги:
- Создание скосов или фасок.
- Механическая очистка поверхностей.
- Промывка едкими веществами для замедления возникновения тугоплавкой оксидной пленки на поверхности алюминиевого изделия.
- Подготовка тефлонового канала для уменьшения трения присадочной проволоки о стенки полуавтоматического сварочного устройства.
Пошаговая инструкция по использованию углекислотой сварки для новичков включает следующие подпункты:
- уборка всех посторонних предметов с рабочего места;
- включение максимального освещения;
- подготовка материала и инструментов;
- проверка соединения кабелей и работоспособности удлинителей.
После выполнения вышеназванных пунктов следует переходить к подготовке аппарата электродуговой сварки.
Для этого нужно:
- раскрутить сварочный рукав;
- подключить газовый баллон;
- проверить сопло горелки;
- удобно разместить все соединяемые детали и надежно их закрепить;
- одеться в рабочую одежду сварщика;
- включить полуавтоматическую аппаратуру в сеть;
- поднести горелку к месту предполагаемого соединения.
По завершении сварочных работ с использованием проволоки следует:
- убрать пальцы с кнопок подачи проволоки;
- перекрыть подачу газа;
- выключить питание аппаратуры;
- дать шву остыть в течение нескольких минут;
- при обнаружении дефектов повторить сваривание.
Сварочный полуавтомат позволяет пользоваться всеми видами присадочной проволоки.
При выполнении работ важно не забывать о средствах защиты. Полуавтомат сварочный с тиристорным управлением
Полуавтомат сварочный с тиристорным управлением.
Наиболее полная экипировка сварщика состоит из:
-
Защиты глаз.
Идеальной экипировкой для защиты зрения сварщика служит маска, защитные щитки и очки. -
Защиты дыхательных органов.
Специальные фильтрующие маски помогут мастеру существенно сократить воздействие вредных испарений на внутренние органы. -
Защиты от брызг.
Полная защита тела должна включать огнезащитную куртку и брюки. Можно использовать комбинезон.
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
-
Проведение работ с деревянных подмостей.
Запрещается использование металлических защитных масок и шлемов. - Обеспечение светового потока от источника с питанием 12 вольт.
-
Обеспечение страховки сварщика при помощи бечевки, закрепленной на поясе.
Размер веревки должен быть не менее 2 метров. -
Обеспечение рабочего места специальной вытяжкой, обеспечивающей удаление вредных испарений из рабочей зоны.
В случаях, когда невозможно обеспечить вытяжку, сварщик должен работать в шланговом противогазе или респираторе. - Запрещается дотрагиваться голыми руками до свариваемой заготовки.
- Запрещается проведение работ на открытой территории при атмосферных осадках.
Технология
Сварочным полуавтоматом можно самостоятельно варить нержавейку, цветные металлы, сталь, алюминий. Для соединения заготовок из цветмета нужно правильно выбрать проволоку для выполнения сварочных работ. Например, флюс, содержащий в своем составе магний, марганец и алюминий, можно использовать для сварки алюминиевых деталей. Такая проволока дает возможность соединять тонкий металл или толстые листы
Для начинающих сварщиков важно соблюдать все этапы подготовки и технологию процесса сварки


Перед началом выполнения сварочных работ необходимо надеть защитную одежду и сварочную маску. Работы можно проводить при условии, что на расстоянии радиусом 10 м отсутствуют легковоспламеняющиеся предметы. В рабочую зону не допускаются посторонние люди без защитной экипировки.

Подготовка
Метод сварки полуавтоматическим аппаратом без газобаллонного оборудования отличается от обычного способа сварки тем, что у него другая полярность: на рабочую деталь закрепляют клемму со знаком «плюс», тогда как на электроде будет подключен «минус». Такая полярность объясняется тем, что с ее помощью удается достигнуть максимально высоких температурных условий, которые необходимы для расплавления порошкового флюса.
Еще одним важным этапом подготовительных работ является тщательная предварительная обработка поверхностей, соединяемых между собой заготовок.


Чтобы настроить сварочное полуавтоматическое оборудование, потребуется выполнить следующие действия:
- выбрать показатель устанавливаемого для работы силы тока, согласно тому, какой толщины металл потребуется соединить;
- выбрать оптимальный режим скорости подачи сварочной проволоки, чтобы она не повреждалась от натяжения во время сварки;
- перевести аппарат на прямую полярность тока;
- прокрутить проволоку вперед, открыть заслонку у воронки подачи флюса, нажать на пусковую кнопку и активизировать электрод;
- выполнить пробную сварку и при необходимости откорректировать параметры аппарата.
После того как наладка полуавтоматического аппарата будет завершена, проволока будет свободно подаваться в область сварки, а сварочная дуга будет стабильна, можно приступать к формированию соединительного шва.

Опытные специалисты рекомендуют устанавливать прижимные ролики аппарата в соответствии с толщиной проволоки. Если соблюдать это условие, проволока с флюсом будет свободно перемещаться по трубопроводу без риска застрять в подающем канале или оборваться.

Процесс
Во время работы сварочного полуавтомата без применения баллонного газа флюс в процессе сгорания создает облако защитного газа. Такие пары имеют свойство подниматься вверх, поэтому сварщику необходимо предусмотреть наличие вытяжной системы или обеспечить хорошее проветривание помещения.
После того как сварочный полуавтоматический аппарат приведен в рабочую готовность, движения электродом необходимо выполнять вдоль формируемого соединительного шва. Если предстоит соединить между собой толстые листы металла, то этот процесс выполняется в несколько слоев. Причем, чтобы избежать появления трещин на шве, нужно первый слой проваривать на низкой силе электротока. Формируется шов путем заполнения сварочной ванны расплавленным металлом. После того как полость сварочной ванны будет полностью заполнена, необходимо выключить подачу проволоки, остановить сварочный аппарат и выключить его из сети.
Чтобы работу можно было выполнять максимально удобно и эффективно, рекомендуется начинать сварочный процесс с верхнего сегмента соединяемых деталей, постепенно спускаясь вниз. При сгорании флюса образуется тепловая энергия и, поднимаясь вверх, она дает возможность постоянно держать одинаковый уровень температурного режима, необходимого для плавки металла. Чтобы удерживать постоянную плавку металла и формировать сварочную ванну, ручку держателя электрода рекомендуется немного наклонять кверху.
Горелка сварочного полуавтоматического аппарата должна быстро и плавно передвигаться вдоль соединительного шва, при этом нужно стараться не допустить появления наплывов расплавленного металла. С этой целью проволока должна поступать к передней кромке сварочной ванны.

Как варить полуавтоматом без газа, смотрите далее.
Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Какие ошибки нельзя допускать
При нарушении технологии сварки шов получается недостаточно прочным. При неправильном выборе расходного материала появляются трещины и пустоты, делающие соединение некачественным. Ошибки возникают при некорректном подборе следующих величин:
- Размер проволоки. С недостаточным значением сварочный шов получается слишком узким, с избыточным — широким. Это негативно отражается на глубине соединения.
- Сила тока. Также сказывается на глубине провара. Чем больше значение, тем глубже соединение. Это приводит к появлению отверстий, особенно при работе с тонкими изделиями. Увеличение напряжения способствует расширению шва.
- Скорость сварки. Если вести дугу вдоль стыка слишком быстро, соединение получится неглубоким. При снижении скорости работы образуются прожоги, соединение становится неравномерным. Заготовки нередко деформируются.
Дефекты возникают, если пользователь не знает, как работает полуавтомат и что нужно для качественной сварки.
Основные правила при проведении сварки полуавтоматом
Как правильно варить полуавтоматом? Этот вопрос волнует новичков, особенно тех, кто решил технологию ведения процесса освоить самостоятельно. Вначале необходимо разобраться с видами полуавтоматов: какие они бывают и чем отличаются друг от друга. От этого зависят выбор расходных материалов и технология ведения процесса.
Различают аппараты по таким признакам:
- тип исполнения (переносной, передвижной, стационарный);
- назначение (бытовые, полу— и профессиональные);
- напряжение питания (220, 380 В);
- способ защиты дуги (без защиты, в защитных газах инертных и активных, под слоем флюса, комбинированного типа);
- способ охлаждения горелки (естественное, искусственное);
- тип проволоки (сплошная стальная, алюминиевая, включая проволоку из сплавов, порошковая, комбинация указанных видов);
- способ регулирования скорости подачи проволоки (ступенчатый, плавный, плавно-ступенчатый);
- способ подачи проволоки (толкающий, тянущий и комбинированный – сочетание указанных двух видов);
- место установки аппаратуры управления (отдельно стоящая, встроенная).
Основные аспекты ведения технологии сварки зависят от модели конкретного аппарата, которые производят компании в разных странах мира. Во всех моделях механизируется подача электродной проволоки, перемещение и манипулирование горелкой осуществляется самим сварщиком. Проволока Ø от 0,6 до 2,5 мм подается по специальному кабелю, который называют гибким шланговым. В конструкции аппаратов присутствуют такие узлы:
- механизм подающий;
- провод шланговый;
- горелка.
Механизм подающий состоит из электрического двигателя и редуктора. Его назначение – осуществлять вращение роликов, настраивать скорость подачи проволоки и проталкивать ее по кабелю. Он может быть с одной или двумя парами роликов. Скорость подачи может изменяться плавно или ступенчато в зависимости от конструктивных особенностей подающего механизма. Выпускают аппараты с механизмами закрытого или открытого типа, включая открытый на тележке. Различаются они весом устанавливаемой кассеты (1,5; 2; 3,5; 4; 5; 12,5; 15; 20,0 или 50 кг).
Провод шланговый подводит ток к держателю или горелке и проводу, идущему к цепи управления. Его длина может быть 1,5; 2,5 и 3,0 м. При сварке в защитных газах предусматривается канал или устройство для его подвода.
Производители полуавтоматов делают все, чтобы облегчить процесс соединения, сделать его более производительным и качественным, варить без особых усилий. Режим работы зависит от правильного подбора расходных материалов. Они напрямую связаны с маркой свариваемого металла и его толщиной. Ориентировочно параметры скорости подачи проволоки и зависимость величины тока от вида проволоки указаны в таблице.
| Вид проволоки | Диаметр проволоки, мм | Скорость подачи проволоки, м/ч | Ток сварочный, А |
|---|---|---|---|
| Стальная | 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5 | 120 ÷ 720 | 60 ÷ 630 |
| Алюминиевая | 0,8; 1,0; 1.2, 1,6 | 120 ÷ 960 | 60 ÷ 315 |
| Порошковая | 0,8; 0,9; 1,0; 1.2, 1,6; 2,0 | 120 ÷ 720 | 120 ÷ 630 |
Настройка сварочного аппарата
Качественная сварка полуавтоматом для начинающих не может обойтись без тонкой настройки аппаратуры.
Перед использованием устройства сварщик должен установить:
- силу тока;
- скорость подачи проволоки;
- необходимое давление защитного газа.
Проверить правильность настройки параметров можно на отдельных ненужных кусках металла. Для выставления правильных параметров при работе в среде защитных газов необходимо следить, чтобы сварной шов был гладки и равномерный, без потеков и прерываний.
Оптимальное давление рабочего газа, как правило, должно находиться в пределах между 1-2 атмосферами.
Подготовка полуавтомата к работе включает следующие шаги:
-
Выбор оптимального радиуса проволоки.
Большинство данных расходников идут с радиусом от 0.03 до 0.06 сантиметров. Наиболее оптимальным выбором для большинства материалов является проволочный радиус 0.04 сантиметра. - Протяжка проволоки до выхода из горелки и настройка степени ее прижатия.
-
Подготовка оптимального защитного газа.
Чаще всего используется два вида газа: углекислый и аргон. Первый вариант дешев, распространен и отлично подходит для сваривания стальных деталей. Аргон более дорогой защитный газ, обеспечивающий высокую стабильность электрической дуги и уменьшающий количество металлических брызг при проведении работ. - Подключение газового баллона к аппаратуре.
Сварка полуавтоматом в среде защитного газа.
При настройке аппаратуры необходимо придерживаться определенных правил, позволяющих, при наличии определенных умений, получить ровный и качественный шов:
- обеспечение равномерного горения дуги;
- установка электродной проволоки направление вперед;
- проведение очистки швов от накопившегося шлака.
Наиболее оптимальные настройки аппаратуры указаны в сопроводительной документации к сварочной установке. Однако, не всегда стоит полностью доверять заводским параметрам.
Так, на рабочие свойства устройства могут влиять:
- различные режимы работы;
- качество электрической сети;
- состав соединяемого сплава;
- температура окружающей среды;
- толщина и состав присадочной проволоки;
- пространственные положения работ;
- состав защитного газа.
Самыми часто возникающими ошибками при настройке аппаратуры для сварки являются:
-
Громкие посторонние звуки, напоминающие треск.
Подобные симптомы могут быть при недостаточной скорости подачи припоя. Дабы избежать таких недоразумений следует увеличить скорость подачи присадочных материалов. -
Сильные разбрызгивание металлических капель.
Неисправность возникает при недостатке защитного газа. Устранить проблему можно проверив редуктор или увеличив мощность газового потока. -
Плохой провар и низкое качество шва.
Неисправность, связанная с неправильной настройкой напряжения и индуктивности. -
Неравномерная ширина валика.
Дефект может возникать из-за неверного выбора скорости движения горелки.
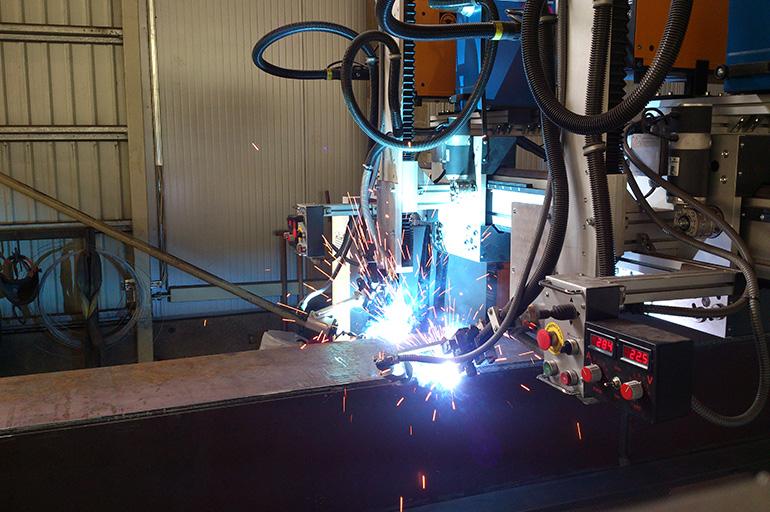
Сварочный полуавтомат для газовой среды
Сварочный полуавтомат предназначенный для работы в защитной газовой среде это новый, набирающий популярность вид сварки. За последние 20 лет использование данного вида сварки достигло больших масштабов.
Этот тип сварки предполагает два вида работ это:
MIG (Metal Insert Gas) — сваривание происходит с воздействием инертного газа, к примеру аргона, а также других видов газовых смесей.
MAG (Metal Active Gas) — процесс сваривания металла с использованием активного газа, к примеру это углекислый газ.
Использование газовых баллонов не позволяет мобильно произвести сварку в любых условиях, однако при стационарном использовании этот вид сварки самый лучший и аналогов у него нет.
Процесс сварки осуществляется при подаче электродной проволоки, в состав которой входит кремний и марганец в зону сварки совместно с углекислым газом.
Таким образом создается защитная среда для электрода и сварочно поверхности от действия окружающей среды.
Преимущество данной сварки это возможность контролировать процесс, также к достоинствам сварки в газовой среде относят экономию времени, потому как при безгазовой сварке необходимо менять электроды и очищать сварочные швы от шлака.
Качество работ с использованием защитной газовой среды намного превосходит безгазовую сварку, но и здесь есть небольшие нюансы.
Рассмотрим их на примере качества швов. При использовании активного газа СО2 шов будет иметь чешуйчатый внешний вид и граты т.е. эффект прилипших шариков. В то же время при использовании смеси газов аргона в количестве 80% и углекислого газа 20% соответственно шов имеет гладкую и ровную поверхность, не требующую дополнительной обработки.
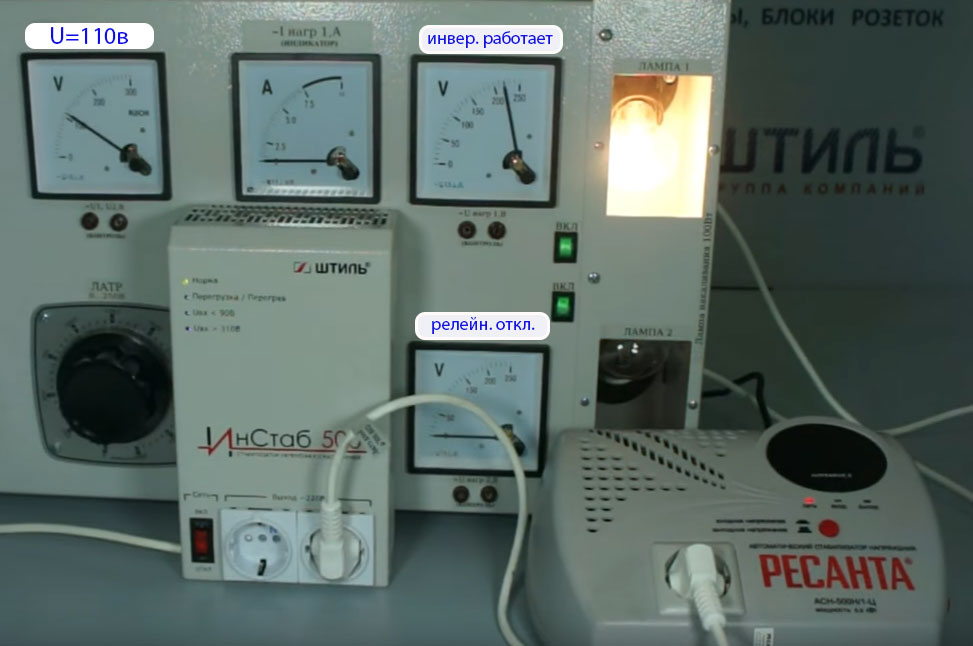
В последние годы для работы сварочных автоматов полуавтоматического типа получило широкое распространение применение инверторные типы источников питания вместо источника переменного тока. Это обусловлено такими плюсами как:
- Малый вес прибора
- Плавная регулировка напряжения, а значит безопасность выполнения работы
- Низкая нагрузка на электросеть, что в свою очередь приводит к бесперебойной работе других электро потребляющих приборов в помещении.
Таблицы
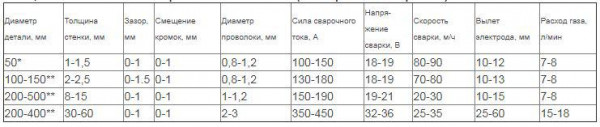
Чтобы правильно выбрать и установить режимы полуавтоматической сварки в углекислом газе стоит внимательно рассмотреть все важные параметры технологии. Особенно это относится к новичкам, потому что опытные мастера способны с ходу определить правильные режимы сварки в углекислом газе. А вот для начинающих были разработаны специальные таблицы с содержанием основных критериев полуавтоматических сварных работ.
Ниже имеется таблица настройки полуавтомата для сварки. Ее стоит применять для стыкового шва в нижнем пространственном положении и для сварочной технологии изделий низколегированного и низкоуглеродистого металла
Важное условие сварки — использование защитного газа и тока с обратной полярностью
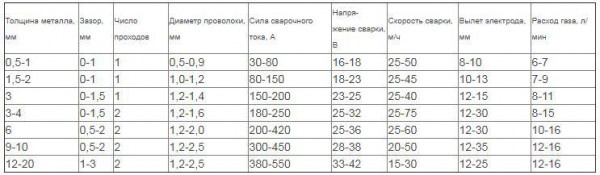
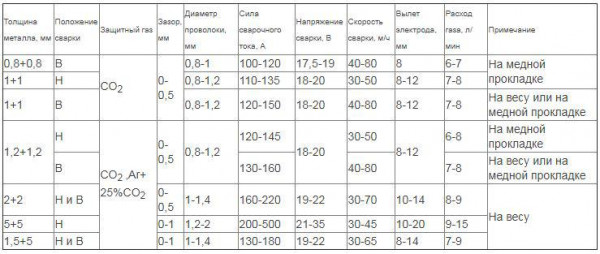
Таблица режимов сварки полуавтоматом с параметрами, которые подходят для поворотно-стыковых швов. Во время сварочного процесса рекомендуется использовать различные защитные газовые смеси.
Сварочная таблица для полуавтомата с параметрами, которые подходят для образования нахлесточного соединения. Во время сварки применяется защитный газ и ток с обратной полярностью.
Ниже в таблице имеются рекомендуемые настройки, которые стоит использовать при проведении сваривания изделий из углеродистой стали в вертикальном положении в пространстве. Во время технологии используется ток с обратной полярностью, смеси из защитных газов.
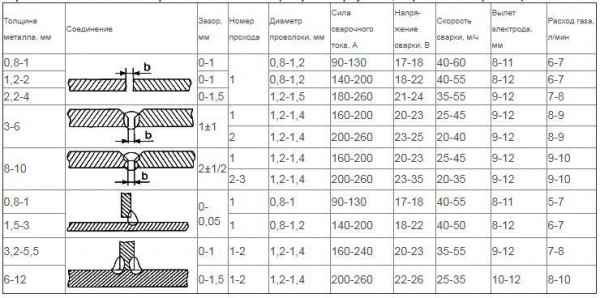
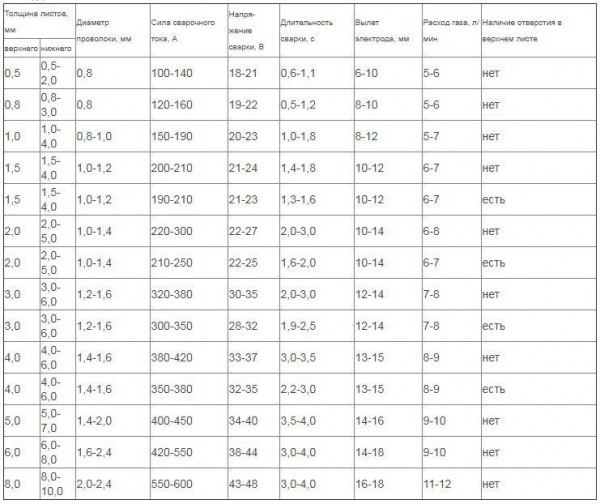
Таблица сварочных токов и других важных параметров для полуавтомата с подходящими режимами сварочного процесса с использование углекислого газа методом «точка». Ее рекомендуется использовать при работе с углеродистыми сталями.
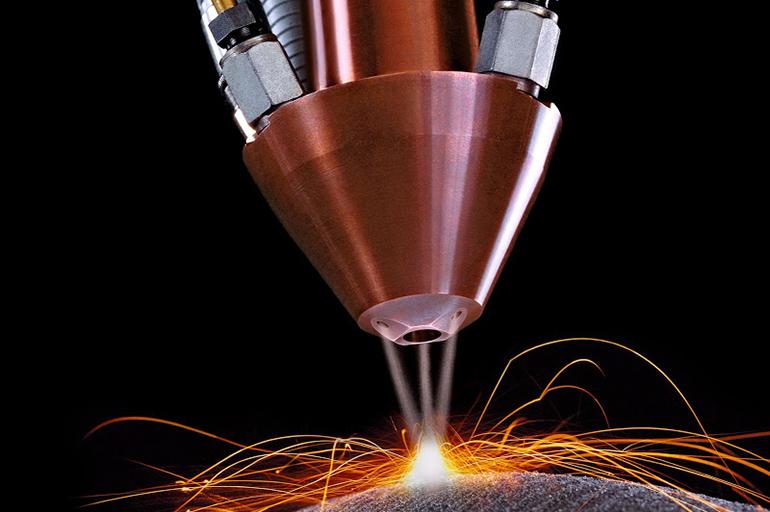
Газовая горелка в комплекте с наконечниками
Одной из важнейших составляющих конструкции полуавтоматов является держатель с каналом, обеспечивающим непосредственное поступление газа и присадочной проволоки к месту формирования сварочной ванны.
Рукоятка этой детали должна изготавливаться из качественного изоляционного материала и оборудоваться специальной пусковой кнопкой с защитным козырьком.
Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Во избежание эффекта налипания расплавленных капель поверхность сопла либо полируется, либо покрывается защитным материалом.
При рабочих токах, превышающих значение 325 Ампер горелка (точнее, сопло) нуждается в дополнительном охлаждении, исключающем её перегрев. Поскольку гарантийный срок службы сопла обычно не превышает 6-ти месяцев – рекомендуется менять его по истечении этого времени (раз в полгода).
Для изготовления наконечников применяются хорошо проводящие электрический ток материалы (бронза и сплавы меди с графитом или вольфрамом). Их предельные эксплуатационные сроки, в конечном счёте, определяются качеством составляющих компонентов.
Непосредственное подсоединение держателя к сварочному полуавтомату осуществляется неразъемными соединителями или с помощью разъёмов типа «Euro Mig-Mag». Именно такими разъемами подсоединяются горелки к известным моделям фирменных полуавтоматов «ПШ-112», «А-1197» и ряда других агрегатов.
Основы сварки полуавтоматом
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Углекислый газ – сварка для начинающих
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариант
Используя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Как сварить стальное изделие полуавтоматом без газа
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.