Устройство токарного станка по дереву: конструкция, фото
Содержание:
- Виды токарных станков
- Торцовочные деревообрабатывающие станки
- Инструменты для точения заготовок
- Процесс сборки станка
- Разновидности и конструктивные особенности
- Устройство токарного станка
- Устройство деревообрабатывающего токарного станка
- Основные технические характеристики
- Как выбрать токарный станок по дереву
- Заточка лезвий стамесок
- Что можно изготовить из дерева
- Основные конструктивные особенности
Виды токарных станков
 Многие токари были еще и искусными резчиками по дереву. Ремесло токаря считалось почетным. Это отразилось и в современном русском языке: фамилия «Токарев» до сих пор является одной из самых распространенных фамилий славянского происхождения наравне с такими «профессиональными» фамилиями, как Кузнецов, Бортник (пчеловод), Золотарев (золотых дел мастер).
Многие токари были еще и искусными резчиками по дереву. Ремесло токаря считалось почетным. Это отразилось и в современном русском языке: фамилия «Токарев» до сих пор является одной из самых распространенных фамилий славянского происхождения наравне с такими «профессиональными» фамилиями, как Кузнецов, Бортник (пчеловод), Золотарев (золотых дел мастер).
Профессия токаря до сих пор является одной из самых востребованных. Для того чтобы освоить современные технологии древнего ремесла, можно приобрести токарный станок или изготовить его самостоятельно.
Станки бывают нескольких видов:
- Стационарные станки больших размеров, которые стоят в заводских цехах, на заводах деревообрабатывающей промышленности. Для того чтобы работать на таком станке, требуется как минимум среднее специальное образование по специальности «токарь»;
- Стационарные станки промышленного производства, которые можно использовать в домашних условиях, не имея специального образования. Как правило, такие станки устанавливают в гараже, подвальном помещении, сарае или в мастерской частного дома;
- Самодельные устройства. Они могут быть разных габаритов, в зависимости от того, чем именно занимается токарь;
- Мини-станки промышленного производства. Это, пожалуй, идеальный вариант для начинающего токаря или для первокурсника профессионально-технического училища, который хочет «наработать» практику. Мини-станки могут иметь как ручное, так и автоматическое управление. Начинающим мастерам, а также тем, кто точит однотипные детали, рекомендуется приобретать автоматический вариант. А опытным токарям, которые творчески подходят к своему ремеслу и вытачивают детали самой разной формы и различных размеров, больше подойдет вариант с ручным управлением. Работать на ручном станке гораздо сложнее, но и интереснее, чем на автоматическом.
«Наверное, многие мальчики через это прошли»
30-летний Евгений Артюкин родился в посёлке Рудничный Верхнекамского района. Сам он называет себя простым деревенским парнем, который всегда любил что-то мастерить. Когда Евгению было 14 лет, он пошёл в кружок резьбы по дереву. В школьные годы этому мастерству мальчика обучал известный в области художник Сергей Наймушин. Кстати, его работы до сих пор появляются на региональных выставках и отмечаются различными премиями в столице.
Однако, как бывает со многими детьми, увлечение деревом у Евгения резко сменилось интересом к технике. После школы молодой человек поступил в лесопромышленный колледж, а затем — в сельскохозяйственную академию на инженера-механика. Но признаётся, что быстро охладел к профессии.

Долгое время мужчина работал в разных сферах. Был и продавцом, и торговым представителем, пытался организовать свой бизнес. В начале 2017 года Евгений открыл магазин по типу секонд-хэнда, но не срослось. Про то, чем сейчас удаётся заработать на жизнь, мужчина скромно отвечает: «Немного играю в политику, сдаю в аренду недвижимость, изготавливаю на заказ фоторамки, люблю заниматься садоводчеством».
Четыре года назад Евгений Артюкин купил старенький дом в деревне Зониха недалеко от Кирова. Тогда и решил, что навыки, приобретенные ещё в школе, — резьба по дереву и плотничество — пригодятся ему для того, чтобы сделать своё жилище просторнее и удобнее. Стал покупать разные инструменты, которые бы помогали в строительстве, и со временем в гараже рядом с домом появилась полноценная мастерская.

Потом Евгений вместе с женой начали изготавливать деревянные фоторамки, хэштеги и объёмные буквы для декора. Он выпиливал, она раскрашивала. Сначала изделия расходились среди близких друзей, а потом супруги решили делать их на продажу в интернете.
В своей мастерской Евгений работал над другими предметами для обустройства дома: торцовыми разделочными досками. Со временем к мужчине начали обращаться друзья с просьбами помочь преобразить старую вещицу или сделать какую-то уникальную. Под наставничеством Евгения Артюкина они быстро научились работать на токарном станке по дереву и делать элементарные детали — скалки и дверные ручки. Приходят в мастерскую и починить старую, но очень любимую мебель.
Торцовочные деревообрабатывающие станки
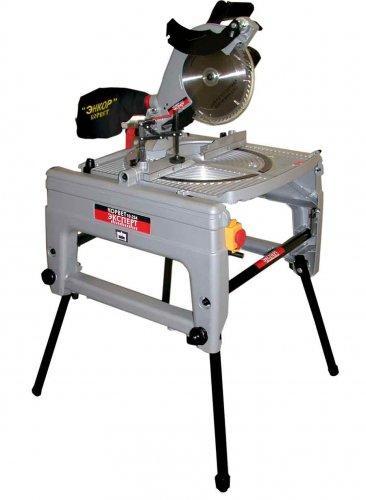
Торцовочные деревообрабатывающие станки и пилы — это деревообрабатывающий станок предназначенный для поперечной распиловки материала и заготовок. Обработка заготовок на торцовочном оборудовании в наши дни является одним из ключевых этапов изготовления совершенно любых деревянных деталей для любого вида конечного продукта и изделий. Режущим инструментом в данном виде станка могут выступать ленточные или круглые пилы, ножи. Наиболее распространенным видом являются круглопильные торцовочные станки, которые обладают верхним или нижним расположением режущей пилы. Благодаря наличию специального защитного кожуха работа с торцовочными станками безопасна для оператора.
Торцовочные станки по способу размещения и движения режущего узла можно условно разделить на три типа:
1. Торцовочные станки маятникового типа.
Данный тип торцовочных станков является наиболее дешевым, но самым травматичным в использовании. Максимальный размер отпиливаемой заготовки, в данном типе станков, ограничивается самой высокой доской диаметра пильного диска, установленного в станке. Торцовочные станки маятникового типа приводятся в действие нажатием на рычаг. При этом совершается рабочий ход пильного диска, а после его завершения, диск возвращается на прежнее место за счет пружинного механизма.
2. Консольные торцовочные станки.
Данный тип торцовочных станков использует принцип прямолинейного надвигания пильного узла на заготовку. Как правило, станки данного типа имеют возможность поворота консоли относительно продольно расположенного материала (торцевания под разными углами) а так же поворот плоскости пилы относительно плоскости расположения материала. . Большим преимуществом данной группы является возможность торцевания материала большой ширины. Длина пропила определяется длиной консоли.
3. Торцовочные станки с нижним расположением пилы.
Данный тип станков является наиболее безопасным для пользователя, так как в процессе работы станка и осуществления цикла распила, руки оператора находятся на органах управления, которые находятся вне зоны досягаемости режущей пилы. Цикл распила торцовочного станка с нижним расположением пилы следующий:
-
— верхний прижим опускается на заготовку для ее фиксации;
-
— пила поднимается над заготовкой и выполняет ее разрез;
-
— пила опускается ниже уровня заготовки (под стол);
-
— верхний прижим поднимается и перестает фиксировать заготовку;
Благодаря своей простоте конструкции торцовочные станки легки в эксплуатации и ремонте. Такое деревообрабатывающее оборудование состоит из пилы и привода, который приводит в действие режущий элемент. Одним из важнейших преимуществ станков можно назвать высокую скорость работы. Торцовочные станки позволяют быстро и аккуратно выполнять манипуляции с массивом. Лидерами производства такого оборудования являются: Россия, Италия и Китай. Каждый изготовитель использует собственные технологии создания данной техники. В любом случае, главным стремлением каждого производителя является обеспечение максимальной безопасности работы на деревообрабатывающем оборудовании.
Торцовочные пилы можно отнести к станкам настольного типа, они используются для распила заготовок под прямым и косым углом, с наклоном и для комбинированного распила, то есть одновременно могут распиливать заготовку под углом и под наклоном.
Электрические торцовочные пилы подразделяются на бытовые и профессиональные. Основные отличия таких пил — это их мощности, сила крутящего момента. Еще отличая заключаются и в рабочих возможностях. Так у бытовых моделей рабочий стол способен выполнять поворот лишь в одну сторону, а в профессиональных моделях он способен поворачиваться в обе стороны.
Как правило, механизм подъёма режущего узла, который включает в себя двигатель, редуктор и режущий диск, маятниковый. Рабочая часть торцовочной пилы весьма массивна, однако поднимать и опускать ее достаточно легко благодаря специальной пружине находящейся в основании, удобной рукоятке и отлично сбалансированной конструкции самой пилы. Многие модели пил данного типа обладают функцией протяжки, что позволяет рабочему узлу с диском передвигаться параллельно рабочему столу, совершая поперечный распил заготовки. Процесс замены многих пил упрощен и обезопасен за счет системы блокировки шпинделя, а наличие электронного тормоза в некоторых моделях позволяет моментально остановить его вращение в экстренной ситуации. Некоторые торцовочные пилы так же оснащены регулируемым лазерным указателем, который позволяет значительно повысить точность выполняемых работ с учетом ширины пропила.
Инструменты для точения заготовок
Для обработки заготовок на станке применяют специальные стамески, имеющие удлинённые ручки (рис. 25). Для предварительной, черновой, обработки применяют полукруглые стамески: желобчатую (рис. 25, е) или плоскую (рис. 25, б). Окончательную, чистовую, обработку выполняют с помощью косых стамесок (рис. 25, г, Э), ими же подрезают торцы и отрезают деталь. Узкую желобчатую стамеску применяют для прорезания канавок (рис. 25, а), а заострённые (рис. 25, в, ж) — для разного вида работ.
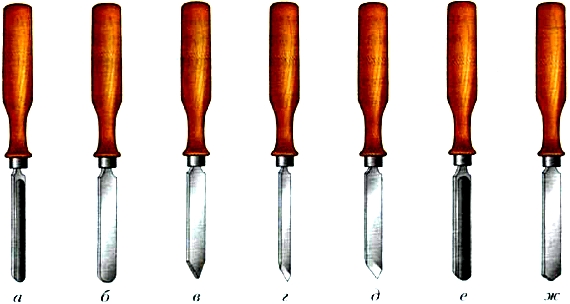
Рис. 25. Стамески для токарных работ: а — полукруглая желобчатая узкая; б — полукруглая плоская; в — заострённая с острым утлом при вершине; г — косая узкая; д — косая; е — полукруглая желобчатая; ж — заострённая с тупым утлом при вершине
Концевая часть стамески, срезающая стружку с заготовки, называется лезвием. На рисунке 26 показано лезвие косой стамески. При точении древесины применяют стамески с углом заострения лезвия β = 20°…40°.
Рис. 26. Лезвие косой токарной стамески: 1 — режущая кромка; 2 — вершина
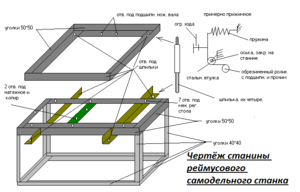
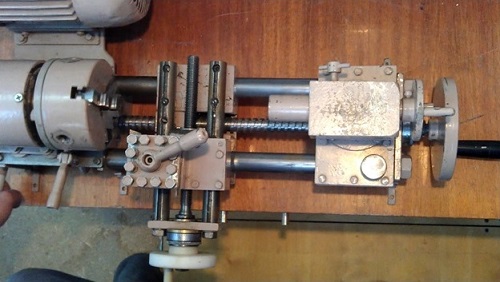
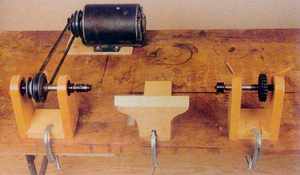
Процесс сборки станка
 Начнем создавать станину, заднюю бабку и подручник.
Начнем создавать станину, заднюю бабку и подручник.
Задняя бабка будет сделана из патрона и внешней части, снятых с корпуса ненужной электрической дрели. Чтобы такие устройства работали долго и не ломались через год после использования, лучше всего брать дрель с металлической поверхностью.
Чтобы ваш самодельный агрегат стоял ровно, не шатался и не прибавлял тем самым проблем в работе, стоит уделить немного внимания изготовлению стойки. Она ставится на станине так, чтобы у оператора позже была возможность передвинуть узлы станка по оси продольно. Патрон же поможет выполнять большие продольные нагрузки. И это отлично сказывается на применении такого элемента во всей конструкции.
Привод также необходимо монтировать на качественной пластине. Она будет ставиться на столе. Создавать ее необходимо с учетом передвижения оператором в момент выполнения каких-либо действий на агрегате. Получается, что у пользователя появится возможность менять скорость вала, который находится на передней бабке.
 Не забывайте установить суппорт. Это устройство будет поставлено для ровного передвижения вдоль и поперек вашей станины специального станка. Вот тут как раз и необходимы две трубы с различным диаметром, чтобы его сделать в домашних условиях. На нем будет находиться подручник, который послужит упором для резцов.
Не забывайте установить суппорт. Это устройство будет поставлено для ровного передвижения вдоль и поперек вашей станины специального станка. Вот тут как раз и необходимы две трубы с различным диаметром, чтобы его сделать в домашних условиях. На нем будет находиться подручник, который послужит упором для резцов.
Когда все будет сделано, не забудьте зайти в магазин строительных материалов и осветительных устройств, чтобы приобрести для себя небольшой листик прозрачного пластика и лампу. Пластик понадобится для защиты вас от стружки и щепок, которые будут вылетать во время обтачки и заточки оборудования. А лампа может помочь вам быстрее справляться с работой.
Разновидности и конструктивные особенности
Станком на самом деле очень много и выполняют они всевозможные операции по обработке металла, но мы наведем самые известные виды
Многорезцовые
Предназначены для обработки сложных деталей, сделанных из труб, фасонного профиля или прутков разного сечения. Многорезцовые или многошпиндельные станки в основном используются при серийном производстве.

Производимые операции:
- сверление;
- резьба;
- точение;
- подрезка;
- растачивание;
- зенкерование;
- развертывание.
Многорезцовые станки обладают высокой производительностью благодаря большой площади приводного механизма, жесткости конструкции, способности выполнять несколько операций одновременно.
Карусельные
Группа станков для работы с крупногабаритными деталями и заготовками. Детали, обрабатываемые на них, отличаются небольшой длиной, но значительной массой и диаметром.

Особенности карусельных моделей:
- используются для обработки поверхностей конической или цилиндрической формы;
- выполняются пазы различной конфигурации;
- также можно сделать шлифовку, фрезеровку, подрезку торцов;
- нарезка резьбы.
Помимо основных элементов любого токарного станка, данный вид имеет дополнительное оборудование:
- стол с планшайбой;
- стойки для передвижения траверсы.
Затыловочные
Станки предназначены для обработки задних поверхностей зубьев инструментов. Также на нем можно выполнять и другие токарные работы. Отличает затыловочный станок особая конструкция суппорта. Затылование детали производится следующим образом:
- вращательное движение детали;
- возвратно-поступательное движение режущего инструмента к детали.

Винторезные
Наиболее распространенная группа станков. Широко используются в серийном и единичном производстве. Винторезные модели можно встретить и в мастерских, и в школах, и на любом производстве. Они отличаются простотой эксплуатации и обслуживания.
СПРАВКА! Токарно-винторезный станок является универсальной моделью для всевозможных обработок металлических заготовок. На нем можно выполнять различные виды резьбы: модульную, дюймовую, метрическую.

Конструктивные элементы:
- станина;
- передняя и задняя бабка;
- суппорт;
- фартук;
- коробка подач.
Револьверный
Станки револьверной группы рассчитаны на обработку деталей из калиброванного прутка. Операции, которые могут выполняться на данном оборудовании:
- точение;
- расточка;
- фасонное точение;
- зенкерование;
- сверление;
- формирование резьбы;
- развертывание.

СПРАВКА! Название станков данной группы происходит из-за специального держателя. Он может быть приводным или статическим. Приводной тип дает больше возможностей для проведения различных операций.
Универсальный
К универсальным токарным станкам относятся винторезные станки, так как на них можно выполнять практически любые операции по металлу.
Основные технические характеристики универсального станка:
- скорость вращения (количество оборотов);
класс точности; он указывается в маркировке изделия буквами С, В, Н, А, П; - число передач;
- каких размеров детали можно устанавливать;
- вес и габариты станка;
- величина подачи и максимального перемещения по оси.

Устройство токарного станка
- Подробности
- Категория: Обработка древесины
Устройство токарного станка по обработке древесины
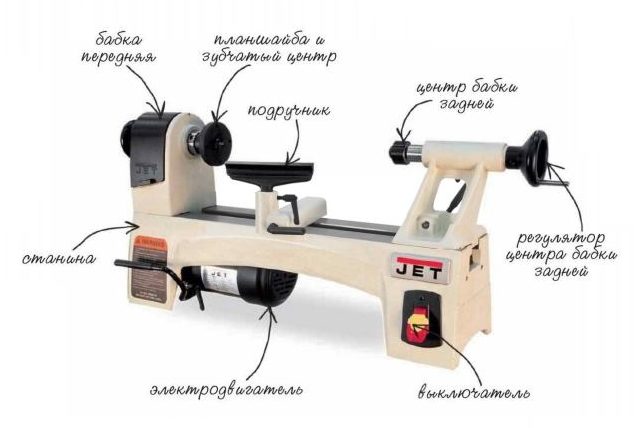
Изготовление цилиндрических деталей вручную — трудоемкая и длительная работа. Да и трудно получить изделие хорошего качества. Гораздо быстрее и точнее можно сделать цилиндрическую деталь на токарном станке. На нем обрабатывают заготовки из древесины путем точения. Основные части токарного станка — станина, передняя бабка с электродвигателем, задняя бабка и подручник.
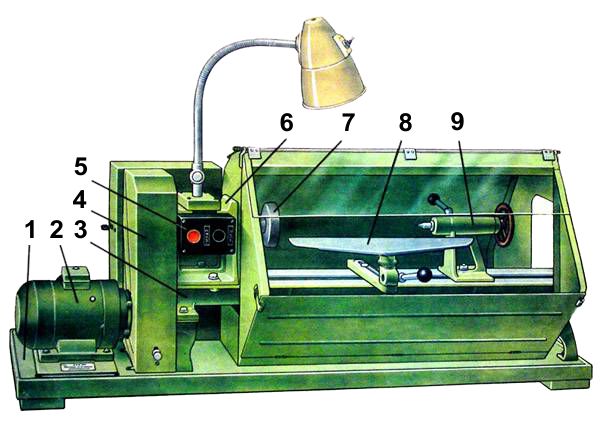
Токарный станок по обработке древесины СТД-120М и его части:1 – основание; 2 – электродвигатель; 3 – станина; 4 – ограждение ременной передачи(кожух); 5 – магнитный пускатель; 6 – передняя бабка; 7 – шпиндель; 8 – подручник; 9 – задняя бабка.
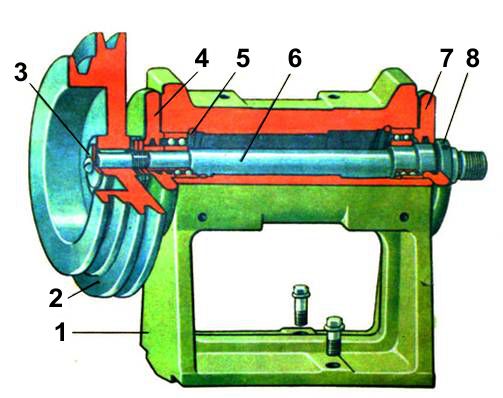
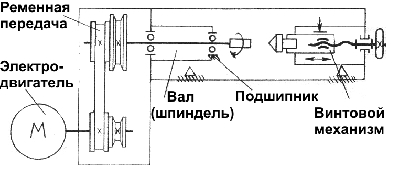
В передней бабке (см.рис.) установлен шпиндель — вал, получающий вращение от электродвигателя с помощью ременной передачи, а также — подшипники.
1 — корпус бабки; 2 — шкив ременной передачи; 3 — шайба со стопорным винтом; 4, 7 — фасонные крышки; 5 — упорное кольцо; 6 — шпиндель; 8 — специальная гайка.
Конец шпинделя имеет резьбу, на нее навинчивают специальные приспособления для крепления левого конца заготовки. В зависимости от размеров заготовки используют разные приспособления: трезубец (см.рис. а), планшайбу (см.рис. б), патрон (см.рис. в).
Заготовки небольшого диаметра и длиной до 150 мм закрепляют в патроне. Перед этим конец заготовки немного сострагивают на конус, зажимают в зажиме верстака и киянкой вбивают в патрон. Для более надёжного закрепления через боковое отверстие в заготовку завинчивают шуруп.
Длинные заготовки одним концом закрепляют в трезубце. Для этого в центре торца заготовки делают углубление шилом(или просверливают отверстие диаметром 4-5 мм на глубину 5-9 мм). После этого через центр заготовки делают пропил ножовкой с мелкими зубьями на глубину 3-5 мм. В центре другого торца делают углубление шилом.
Короткие заготовки большого диаметра крепят в планшайбе, прикручивая заготовку шурупами.
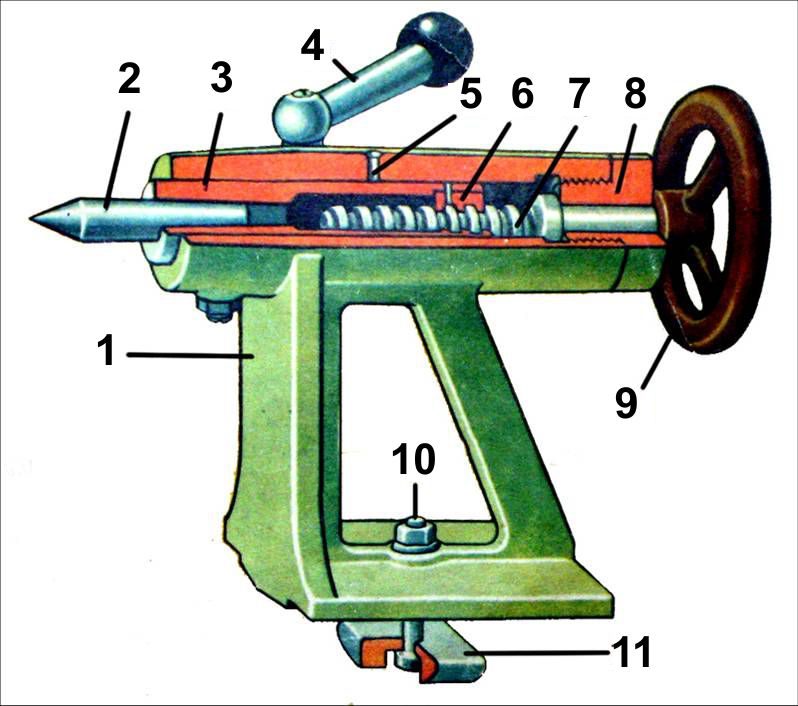
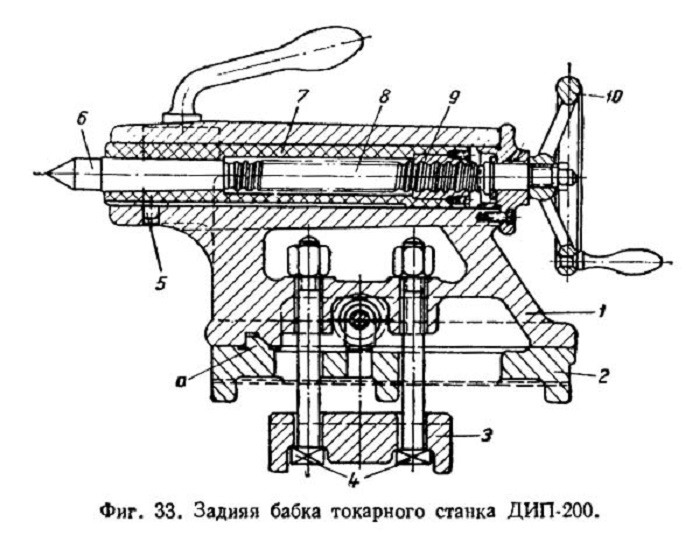
Задняя бабка (см.рис.) служит опорой правого конца длинных заготовок. Заднюю бабку подводят к заготовке по направляющим станины и закрепляют неподвижно болтом и гайкой. Окончательно конец заготовки поджимают специальной деталью — центром. Его перемещают вращением маховика и закрепляют зажимом.
1 — корпус; 2 — центр(конус Морзе); 3 — пиноль; 4 — рукоятка зажима; 5 — отверстие для смазки; 6 — гайка пиноли; 7 — винт пиноли; 8 — резьбовая втулка; 9 — маховик; 10 — винт крепления к станине; 11 — сухарь.
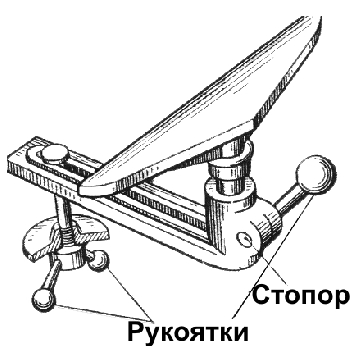
Опорой для режущего инструмента служит подручник (см.рис.). Он может перемещаться как вдоль, так и поперек станины, закрепляется поворотом рукоятки.
Подручник устанавливают таким образом, чтобы его верхняя опорная часть была на 2-3 мм выше уровня линиию центров станка и отстояла от обрабатываемой детали не более чем на 3 мм. Для проверки зазора заготовку проворачивают вручную на один-два оборота.
Передачу движений в механизмах и машинах показывают условными знаками на кинематических схемах.На них изображают детали, которые непосредственно участвуют в передаче движения. Для наглядности часто дают и контуры других деталей.Кинематическая схема токарного станка показана на рисунке.
Включать токарный станок и работать на нем можно только с разрешения учителя.Нельзя класть инструменты и посторонние предметы на станину станка.Детали ременной передачи станка должны быть ограждены Не опираться на части токарного станка.Обо всех неисправностях в станке и электропроводке немедленно сообщать учителю.
Современные предприятия оснащены токарными станками (более сложными и производительными, чем те, на которых вы будете работать в учебной мастерской). Обслуживают их станочники деревообрабатывающих станков. Кроме владения всеми приемами точения на станке, они должны знать свойства древесины, устройство станков, уметь читать чертежи и схемы, затачивать инструмент, настраивать станок
Работа на станках требует аккуратности и точности, внимательности и осторожности, согласованности движений рук
Устройство деревообрабатывающего токарного станка
Конструктивно различные типы таких агрегатов для обработки изделий из дерева построены из элементов, имеющих одинаковое функциональное назначение. Независимо от принадлежности к категории схема токарного станка включает следующие элементы:
- массивную станину (на ней располагаются основные узлы);
- переднюю бабку с закреплённым шпинделем;
- заднюю бабку с элементами фиксации заготовки;
- суппорт, служащий для подачи обрабатывающего инструмента;
- привод передачи вращения;
- двигатель;
- система управления скоростью вращения (выполняется дискретным с несколькими скоростями вращения);
- элементы схемы электрооборудования;
- органы ручного управления (обычно они реализованы с помощью различной формы рукояток, маховиков, электрических кнопок или переключателей);
- средства защиты от пыли и опилок;
- отдельные станки снабжаются специальной системой защиты при возникновении аварийной ситуации;
- фартук;
- наиболее совершенные аппараты оснащаются мощным пылесосом для удаления отходов древесины.
Несмотря на единообразие элементов, каждый производитель предлагает своё устройство токарного станка по дереву, с применением своих технических решений. Станина изготавливается из чугуна или стали и имеет большой вес, что позволяет стабилизировать вращение двигателя и всех вращающихся деталей. На ней крепятся все основные узлы.
Любая бабка токарного станка в том числе и для работы по дереву выполнена по стандартной схеме. Она имеет:
- шпиндель, оснащённый системой крепления обрабатываемой заготовки;
- несколько подшипников (в состав включены три подшипника: упорный, передний и задний);
- специальные регулировочные гайки;
- муфта для переключения.
Вторым элементом является задняя бабка токарного станка. Она обладает двумя степенями свободы. Такая особенность позволяет изменять положение заготовки в горизонтальном и вертикальном направлении. Данная система крепления обеспечивает качественную обработку деталей самой сложной формы. Для увеличения жёсткости крепления заготовки в токарных станках применяется пиноль. Она изготовлена в форме гильзы, перемещается вдоль главной оси.
На суппорт токарного станка возложены две функции:
- фиксация инструмента из имеющегося в комплекте;
- перемещение в заданных плоскостях для обработки.
Суппорт расположен на станине. Он снабжён двумя видами салазок (поперечными верхними и продольными, которые называются кареткой). Для осуществления разворота он имеет поворотную систему. Вся система изменение положения суппорта называется приводом подач. Связь суппорта со шпинделем осуществляется через реверсивное устройство, называемое трензель.
Вращение деталей токарного станка осуществляется с помощью ременной передачи, которая служит передаточным элементом от электрического двигателя к передней бабке. Эти элементы составляют привод главного движения. Для каждой конструкции производитель предлагает своё количества переключение скоростей вращения шпинделя. В основной массе станков диапазон скоростей вращения деталей варьируется от 200 об/мин до 1000 об/мин.
Элементы электрической схемы расположены в отдельном блоке. Благодаря происходит распределение управляющих сигналов на все устройства станка. Блок состоящий из электрических элементов, находящихся под напряжением относится к первому классу защиты.
Фартук станка преобразовывает вращательное движение в поступательное. Кроме этого он обеспечивает синхронное вращение ходового валика суппорта и ходового винта. Предусмотренная система механической защиты предотвращает одновременное включение этих валов. Плавное переключение подач обеспечивается с помощью маточной гайки.

Для защиты от возможных перегрузок в фартуке станка предусмотрен подвижный механизм падающего червяка. Такие перегрузки возникают в результате увеличения внешнего давления на поверхность заготовки, особенно при использовании ручного инструмента. Такой эффект наблюдается при резком снижении скорости вращения заготовки, замедлении движения режущего инструмента. Особенно это свойственно станкам на которых производится ручная обработка заготовки.
Большое значение на качество обработки дерева влияет заданная скорость вращения заготовки. Для этого в станке предусмотрена коробка скоростей. Она позволяет выбирать величину крутящего момента в зависимости от типа дерева и выполняемой операции.
Основные технические характеристики
У токарно-винторезного станка есть ряд технических характеристик, на которые стоит ориентироваться при выборе станка как на производство, так и для личной небольшой мастерской.
Количество оборотов
Количество оборотов может отличаться в зависимости от размеров и предназначения токарного станка, но максимальное количество оборотов – 2000 в мин.
Большие обороты предназначены для тонких отверстий в маленьких деталях. Для личных целей в небольшой мастерской достаточно станка, который работает на скорости 1000 об/мин.
Класс точности
Существует несколько классов по точности станков. Для обработки мелких деталей и в промышленных масштабах используются станки повышенной точности с пометкой П.
Для бытовых условий достаточно станков с нормальным уровнем точности, которые имеют пометку Н. Есть особые классы точности, которые используются только на очень крупных производствах. Это обозначено буквами В, С.
Число передач
Всего в станке 24 скорости. При этом 12 из них переключаются с помощью автоматики, а остальные 12 – вручную посредством шестеренок.
Размеры обрабатываемой детали
Диаметр обрабатываемых деталей очень широк и может лежать в пределах от 0.5 см до 10 см при этом по техническим характеристикам длина обрабатываемой заготовки может быть от 2.5 метров до 12.5 м.
Вес и габаритные размеры
Размеры токарных станков сильно отличаются. В зависимости от комплектации и модели вес может достигать 400 тонн. Но настольные, домашние модели обычно не превышают по весу 3–4 тонны. Габаритные размеры также могут отличаться, например, для станка 1К62 они равны 2812/3200х1166х1324 мм.
Величина подачи и максимального перемещения по оси
Также зависит от конкретной модели и указывается в паспорте оборудования. У станка 1К62 максимальное перемещение пиноли 20 см.
Как выбрать токарный станок по дереву
Среди многообразия видов токарных станков по дереву достаточно сложно сделать правильный выбор. Будущий владелец должен определиться с перечнем задач (набором производимых операций), которые должен выполнять агрегат. Чтобы не приобрести ненужный агрегат следует определиться со следующими требованиями:
- какие задачи планируется решать с помощью выбираемого станка;
- как часто его планируется использовать;
- где он будет установлен;
- какие возможности имеются по энергоснабжению.
Предлагаемые модели токарных станков способны реализовать самые строгие требования будущего владельца.
При рассмотрении первого требования следует понять, для чего выбираемый агрегат необходим. Если планируется проведение большого количества обрабатывающих операций, в том числе с деталями из дерева крупных размеров следует остановить свой выбор на устройствах промышленной или полупромышленной группы.
Для обработки изделий из дерева в домашней мастерской свой выбор останавливают на настольных станках. Такие станки легко устанавливаются в гараже, небольшой мастерской, на даче загородном доме. Они будут выполнять практически те же функции, но занимают меньше места, имеют относительно небольшой вес и не потреблять большое количество электроэнергии. Станки этого типа применяют для обработки и изготовления деталей из дерева небольших размеров в ограниченном количестве. Домашний станок обладает ещё одним существенным преимуществом – приемлемой ценой. Однако многие токарные агрегаты из этой группы имеют широкие функциональные возможности по работе с деревом и часто не уступают полупрофессиональным агрегатам. Для них может быть приобретено или разработано приспособление, способствующее увеличению его производительности и качества обрабатываемой поверхности. В этом случае они способны обрабатывать цилиндрическую, конусообразную или фасонную поверхность.
Заточка лезвий стамесок
Лезвие стамески должно быть обязательно заточено. Это позволит легче и чище обрабатывать поверхность заготовки. Если режущая кромка стамески будет тупой, то поверхность получится шероховатой и ворсистой.
Лезвие сначала затачивают на шлифовальном круге (рис. 27, а, б). После заточки на лезвии появляются небольшие заусенцы, которые снимают на плоском мелкозернистом наждачном бруске (рис. 27, в).
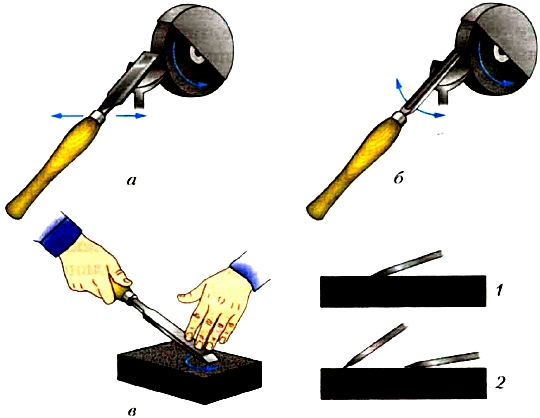
Рис. 27. Заточка лезвий стамесок: а — косой на шлифовальном круге: б — полукруглой на шлифовальном круге: в — косой на наждачном бруске: 1 — правильное положение лезвия при заточке; 2 — неправильное
Внимание! В учебной мастерской заточку стамесок выполняет учитель
Что можно изготовить из дерева
С помощью токарного станка можно изготовить самые разные виды изделий:
- Багет. В переводе с французского языка слово «багет» означает «палка». Так называют плоские деревянные планки различной длины, из которых делают простейшие рамы для картин и фотографий. Изготовление багета для художественных магазинов может стать выгодной профессией;
- Разделочные доски, разные по форме, размерам и толщине. Лучше всего делать их из твердых пород дерева (ель, береза, дуб);
- Деревянная посуда: миски, чашки, солонки и небольшие емкости для специй;
- Деревянные куклы. Это могут быть как куклы из нескольких деталей на шарнирах (наподобие Буратино или Пиноккио), так и куклы из цельного куска дерева, какими играли в старину крестьянские девочки;
- Куклы-матрешки;
- Детские кубики;
- Пирамидки для детей младшего возраста, состоящие из длинного стержня и нескольких колец, которые нанизываются на стержень в порядке уменьшения размеров. Можно также изготовить аналогичную развивающую игрушку, состоящую из нескольких круглых мисок (чашек), которые вкладываются одна в другую;
- Деревянные ложки;
- Шкатулки и ларцы разной формы;
- Заготовки для брошей, бус, браслетов и других разновидностей деревянной бижутерии.
Для создания изделий небольших размеров из приведенного выше списка прекрасно подойдет мини-станок промышленного производства. Однако для изготовления более крупных вещей (например, деревянных рам для окон, наличников, декоративных карнизов для частных домов) понадобится стационарный станок, домашний или заводской. Начинать лучше всего с мини-станка и с самых простых изделий. Мини-станок обладает небольшим весом, и его легко можно переносить с места на место. Работать можно дома, оборудовав под мастерскую отдельную, хорошо проветриваемую комнату. Мини-станки не создают много шума во время работы и не берут много электроэнергии, главное правильно настроить мощность.
Устройство
Основные узлы токарного станка, на которые устанавливаются все остальные детали:
- станина,
- передняя бабка,
- задняя бабка,
- электродвигатель.
Станину изготавливают из чугуна. Это цельное изделие, обеспечивает снижение вибрации оборудования.
Передняя бабка — узел с несколькими функциями: крепление заготовки, передача крутящего момента через шпиндель. Вращение передается от электродвигателя посредством установленных ремней.
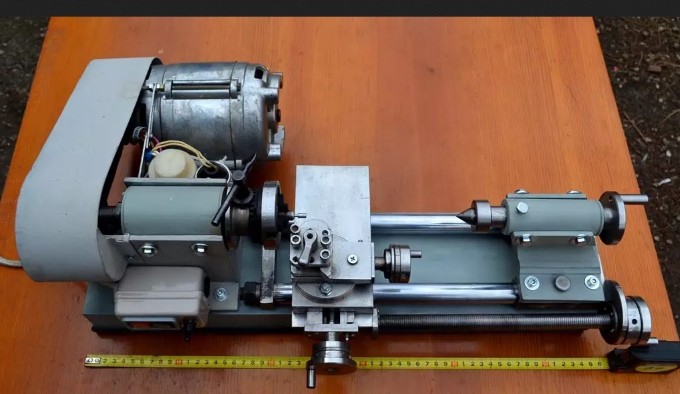
Скорость вращения шпинделя изменяется переустановкой ремней на шкивах станка (см. фото) или с помощью электронной аппаратуры.

Заготовка в шпинделе закрепляется поводковым патроном. Для фиксации болванки, предотвращения ее вибрации используется задняя бабка и вставленный в нее патрон.
В устройство входит планшайба. Ее назначение — крепление болванки при обтачивании торцов изделия. В остальных случаях используется межцентровое крепление
Важно точно устанавливать заготовку между центрами для снижения ее биения
Копир — элемент, увеличивающий функционал оборудования. Используют, когда нужно изготовить несколько изделий сложной формы. Обычно в него устанавливается режущий инструмент.
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки. 
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу
При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
https://youtube.com/watch?v=e9wjriIoRWw
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.