Как сделать станок для производства блоков?
Содержание:
- Перемычки в блочной стене
- Стеновые блоки
- Керамзитные блоки – состав, разновидности и эксплуатационные характеристики
- Специфика производства строительных блоков вибропрессованием
- Особенности стенового материала
- Технология производства
- Процесс создания пеноблоков
- Как сделать шлакоблоки своими руками – 2 лучших метода + чертежи!
- Химические добавки к бетону
- Производство газоблока своими руками
Перемычки в блочной стене
В блочной стене над проемами дверей и окон нужно обязательно устанавливать перемычки.
В несущих наружных стенах возможна глубина заделки в стену 200 мм, при ширине проема больше 1,5 м допустимо не менее 250 мм, в остальных случаях 350 мм.
Можно их залить из бетона, но это долго и не удобно. Для этого устанавливаете опалубку, армируете пространственным каркасом и заливаете.
 Арматурный каркас бетонной перемычки
Арматурный каркас бетонной перемычки
Но в таком случае кладка останавливается. Если вы кладете сами и не торопитесь, то можете совершенно спокойно использовать этот способ, он самый дешевый, но и самый трудоемкий. Зато ничего из стены не торчит.
Готовые перемычки тяжелые и их ставят несколько в ряд, чтобы подобрать под толщину стены. Этот способ более быстр, но одному или вдвоем тяжело на лесах ставить перемычки. И по деньгам уже не столь дешево. Опять же, ничего из плоскости стены торчать не будет.
При строительстве у частного застройщика чаще используют в качестве перемычек уголок и арматуру.
В перегородках используют арматуру 10-12 мм 3-4 штуки, которые заделывают в кладку, снизу подвязывают доску и распирают её снизу стойкой, а сквозь прутки накладывают раствор. Когда раствор более-менее потеряет подвижность, кладут блоки. Дверные проемы так делаются легко.
 Перемычка из арматуры над дверным проемом
Перемычка из арматуры над дверным проемом
А вот в наружных стенах, которые обычно существенно толще перегородок, используют уголок.
Для этого уголок режут по размерам, между собой сваривают через полосу, арматуру в 3-4 местах. Затем грунтуют грунтовкой по металлу (иначе пойдет ржавчина) и устанавливают на блок. На полки наносится раствор и устанавливаются блоки, только отверстиями вверх. Это самый затратный способ, за пределы стены выходит полка уголка. Зато и самый надежный. И быстрый.
Стеновые блоки
 Линия производства строительных блоков требует специального помещения
Линия производства строительных блоков требует специального помещения
Стеновые блоки на сегодняшний день являются самым удобным строительным материалом для постройки частных домов и иных сооружений. Стеновые блоки производятся на цементе, который становится связующим с любым видом наполнителей:
- песчаногравийная смесь (ПГС);
- зола;
- керамзит;
- отсев щебня;
- шлак;
- полистирол (крошка);
- опилки.
| Материалы для изготовления стеновых блоков | |||
| Цемент | Заполнители | Вода | Химические добавки к бетону |
Цемент
Для стеновых блоков цемент становится самым лучшим связующим. Цемент имеет достаточно большую скоростью затвердения, которая обеспечивает высокую надежность и устойчивость к влаге. Для производства блоков можно применять все виды цемента, марка прочности которых от 450 до 550.
Заполнители
В качестве заполнителя, как правило, используется:
- песок;
- щебень;
- шлаки;
- зола;
- керамзит;
- опилки;
- древесная щепа
- иные инертные материалы и их комбинации.
В заполнителях должна отсутствовать пыль, так как ее обычно чрезмерное количество. Также мягкое глинистое включение, лед, смерзшаяся глыба. Чтобы разморозить смерзшийся кусок заполнителя в его постоянном хранилище необходимо поместить его в теплой зоне помещения или снабдить выходным люком бункера с устройством парового подогрева. Данный подогрев будет способствовать максимально быстрому затвердению бетона в холодный сезон года.
 Щебень один из лучших наполнителей для строительных блоков
Щебень один из лучших наполнителей для строительных блоков
Мелкие заполнители, кроме золы по гранулометрическому комплекту, необходимо относить к группам «средний» и «крупный». Используют заполнители меньшей крупности, при этом допускают сочетание с крупными заполнителями. Не допускается в песке наличие зерен размером выше 11 мм. Количество пылевидных, глинистых, илистых частиц в самородном песке не должно превышать 4%. Мелкие заполнители необходимо складировать в бункере, который является закрытым от атмосферных осадков. В зимний период он должен оснащаться подогревом заполнителя.
Исследованиями показано, если щепа или стружка очень длинные (большее 45 мм), тогда ухудшается характеристика прочности на сжатии. Если стружка или опилки мелкие это означает резкое ухудшение характеристик прочности на изгиб. Дерево становиться наполнителем, не неся, при этом никакой полезности и не улучшает материал.
Заполнители, как правило, разделяются на два типа:
- Мелкие.
- Крупные.
Мелкий заполнитель
 Мелкий заполнитель для бетона
Мелкий заполнитель для бетона
Имеет размер зерна от 0,02 до 2,1 мм. Рядовой песок – это особенно широко применяемый мелкий заполнитель. Маленькое содержание ила, суглинков или глины в песке позволительно, но если их количество не превысит 11% от общего веса. Отходами щебеночного производства являются: мелкая частица гранита, доломит, мрамор, зола, мелкий союз шлака. Мелкие заполнители обеспечивают эластичность примесей, уменьшают количество расселин в продукции и делают их плоскость максимально гладкой. Все же остаток мелких заполнителей, а именно пылевидного составляющего, снижает долговечность продукции.
Крупные заполнители
 Крупный заполнитель для бетона
Крупный заполнитель для бетона
Крупным заполнителем является сырье, которое имеет размер зерна 6 и больше миллиметров. В составе бетонной смеси крупные заполнители необходимы, чтобы создать пространственную раму внутри продукции. От ее прочности зависит долговечность продукта. Как правило, недостаточно прочное изделие объясняется недостаточным количеством крупного заполнителя в бетоне. Излишек крупного союза заполнителя в примеси гарантирует получение пористых граней неровной формы на поверхности изделия. При транспортировке готовой продукции, в крупном заполнителе прибавляется количество боя. С расширением размера зерна крупных заполнителей долговечность продукции возрастает вдвое.
Вода
 Вода для бетона имеет специальные добавки
Вода для бетона имеет специальные добавки
В воде, которая используется для изготовления бетона, должна отсутствовать смесь некоторых масел, кислоты, мощных щелочей, органического вещества, производственные отходы. Приемлемой считают воду питьевого качества, а также воду из бытовых водопроводов. Вода гарантирует схватывание (гидратацию) цемента. Любая примесь в воде может очень снизить твердость бетона, а также создать преждевременную, нежелательную и замедленную градацию цемента. Также грязная вода может образовать пятна на поверхности готового продукта. Температура воды должна быть не ниже 16°С, потому что пониженная температура приведет к умножению времени гидратации бетона. Воду рекомендуют подавать в смесители через перфорированные трубы.
Керамзитные блоки – состав, разновидности и эксплуатационные характеристики
Керамзитобетонные блоки пользуются повышенной популярностью в строительной сфере благодаря теплоизоляционным свойствам, устойчивости к воздействию влаги, прочности и экологической чистоте.
Керамический блок является популярным материалом, включающим в себя цемент, песок и керамзит
Планируя изготовить керамзит блоки своими руками, нужно подготовить следующие ингредиенты, входящие в состав композитного материала:
- портландцемент с маркировкой М400 и выше, выполняющий функцию связующего вещества;
- просеянный и очищенный от инородных примесей песок, используемый в качестве мелкого заполнителя;
- гранулированный керамзит, добавляемый в состав керамзитобетонной смеси, как крупный наполнитель;
- модифицирующие компоненты, повышающие эксплуатационные характеристики композитных блоков.
Также для изготовления блоков потребуется вода, которую небольшими порциями добавляют в бетоносмеситель при выполнении замеса. Технология допускает также введение фиброволокон, значительно повышающих прочностные свойства блоков. Отличительная особенность блоков – ячеистая структура, связанная с введением в рабочую смесь легких, пористых, прочных и экологически чистых керамзитные гранул.
Керамзитобетонные изделия классифицируются на следующие разновидности:
- теплоизоляционные, применяемые в качестве утеплителя;
- теплоизоляционно-конструкционные, используемые для возведения стен;
- конструкционные, востребованные в нагруженных строительных конструкциях.
Керамзитобетонные блоки классифицируются по следующим критериям:
- области применения. Изделия используются для строительства стен и сооружения перегородок;
- конструкции. Изготавливают полнотелые блоки, а также изделия с внутренними полостями;
- размерам. Габариты стеновых и перегородочных элементов регламентируются требованиями действующего стандарта.
Блоки из керамзита имеют высокую производительность
Керамзитобетонные блоки имеют высокие эксплуатационные характеристики, выгодно отличающие их от других стройматериалов. Главные свойства блочного композита:
- прочность. Блоки способны воспринимать на каждый квадратный сантиметр площади усилия от 5 кг для изделий теплоизоляционного назначения до 500 кг для конструкционной продукции;
- теплопроводность. По данному показателю материал успешно конкурирует с древесиной, бетоном и кирпичом. Применение пустотелых керамзитоблоков позволяет уменьшить тепловые потери;
- морозостойкость. Способность сохранять целостность при глубоком замораживании возрастает с уменьшением пористости блоков. Морозоустойчивость теплоизоляционных композитов не превышает 50 циклов, а для конструкционных изделий показатель возрастает десятикратно;
- способность поглощать шумы. Звукоизоляционные свойства возрастают с увеличением пористости. Входящие в состав блоков керамзитные гранулы обеспечивают повышенный уровень звуковой изоляции;
- паропроницаемость. Благодаря способности керамзитобетонного материала свободно пропускать воздушные пары, внутри помещения поддерживается комфортный уровень влажности;
- небольшая усадка. Керамзитоблоки, изготовленные в соответствии с требованиями технологии, сохраняют исходные размеры. Усадка блочного материала на метр керамзитобетонной кладки не превышает 0,5 мм;
- экологическая чистота. В состав керамзитоблоков входит экологически чистое сырье. В процессе эксплуатации изделий не происходит выделение вредных для здоровья людей веществ.
К остальным достоинствам блоков также относятся:
- небольшой вес при увеличенных габаритах;
- способность воспринимать значительные усилия;
- небольшой коэффициент линейного расширения;
- простота выполнение кладки;
- расширенная номенклатура продукции;
- доступный уровень цен.
С увеличением пористости возрастают звукоизоляционные свойства блоков
Благодаря шероховатой поверхности блоков возрастает сцепление с облицовочными составами, что ускоряет выполнение мероприятий по отделке. Наряду с комплексом достоинств блоки обладают одним недостатком – их проблематично использовать для возведения многоэтажных домов из-за особенностей структуры керамзитобетонного композита.
Специфика производства строительных блоков вибропрессованием
Вибропресс представляет собой устройство, в котором используется принцип формирования изделий при помощи вибратора методом создания избыточного давления («пригруза»).
Вибропрессование предполагает использование жёсткой бетонной смеси, способствующей изготовлению максимально прочных, долговечных и надежных изделий. Поскольку данная технология использует «пригруз», появляется возможность применения крупнофракционных заполнителей, включая материалы, являющиеся отходами различных производств. Использование керамзита, шлака, древесных опилок, кирпичного боя, отсева уменьшает себестоимость изготовления строительных блоков. Вибропресс предполагает использование жесткой матрицы, благодаря чему геометрические размеры блоков получаются более повторяемыми, что положительно сказывается на скорости и качестве возведения несущих конструкций.
Последовательность операций при использовании вибропрессовочного оборудования:
- приготовленная рабочая смесь засыпается в специальную мерную форму;
- отмеренная порция смеси попадает в формовочную матрицу, где под воздействием пуансона уплотняется, при этом пропорция воздуха в полусухой смеси уменьшается более чем вдвое (до 25%);
- во время уплотнения смеси включается вибромеханизм, при этом комбинация давления и вибрации формирует максимально плотное цементное тесто, в котором частички заполнителя размещаются на минимальном расстоянии друг от друга, при этом концентрация воздуха в смеси уменьшается до 3-5%;
Так как рабочий процесс сопровождается высоким давлением на смесь, в качестве заполнителей могут использоваться различные, в том числе крупнофракционные, материалы
- воздействие пуансона длится не более минуты, после чего формируемое изделие с помощью выпрессовщика выдавливается из матрицы (как вариант – матрица поднимается вверх, а изделие остается на специальном поддоне;
- получившиеся блоки подвергаются сушке (естественным путем либо при помощи пропаривания).
Особенности стенового материала
Один из секретов популярности шлакоблоков — их низкая себестоимость. Причина тому — возможность использовать при изготовлении продукции отходы металлургического производства и другие наполнители, добыть которые легко.
Добавки
Помимо портландцемента и песка в состав шлакоблоков может входить:
- древесная щепа;
- гипс;
- гранитная крошка;
- керамзит;
- кирпичный бой;
- мелкофракционный гравий;
- пепел;
- перлит;
- стеклянный бой;
- хвоя;
- шлаки;
- щебеночный отсев.

Пропорции при замешивании раствора зависят лишь от выбранного сырья — от состава наполнителей. Обязательное требование — достаточная густота, невозможность растекания смеси. Марка цемента играет важную роль: она должна быть довольно высокой — как минимум М400.
Чтобы улучшить эксплуатационные характеристики, иногда добавляют пластификаторы: обычно на один блок берут 5 граммов. Этот компонент обеспечивает морозостойкость, прочность, улучшает показатели водонепроницаемости.
Пропорции
Универсального «шлакового» состава не существует. Каждый мастер-кустарь, довольно давно изготавливающий шлакоблоки, имеет свое, проверенное временем, соотношение компонентов. Если говорить о промышленном производстве, то там используют следующий рецепт:

- доменный шлак — 7 частей;
- крупнозернистый песок — 2;
- портландцемент — 1,5;
- вода — 1,5-3.
Для получения цветных шлакоблоков в раствор дополнительно вводят мел либо красный растолченный кирпич. Могут возникнуть вопросы насчет количества воды. Жидкости нужно столько, чтобы смесь не растекалась. Тут все просто — нужен тест. Чтобы убедиться в идеальной консистенции, горсть приготовленного раствора бросают на землю. Правильная смесь должна рассыпаться. Если ее собрать, а потом сжать в кулаке, она обязана снова стать плотным комком.
Сделанный самостоятельно, станок для изготовления блоков дает возможность производить разные шлакобетонные кирпичи:
- Полнотелые изделия. Их достоинство — максимальный запас прочности. Недостаток — невысокие теплоизоляционные качества.
- Пустотелые блоки. Они достаточно хорошо сохраняют тепло, имеют приличные звукоизоляционные характеристики. Чтобы обеспечить материалу необходимый уровень прочности, объем полостей должен составлять 1/3 от общего объема.
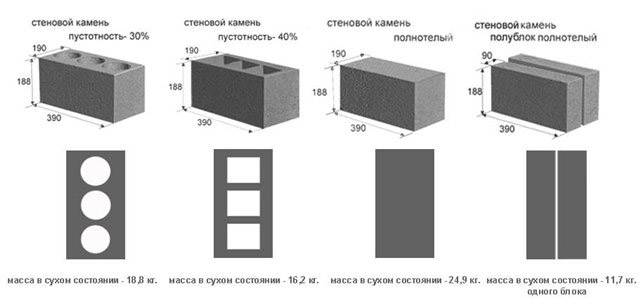
Превышение этой доли не гарантирует надежности шлакоблоков, если из них планируют возводить несущие стены. Для межкомнатных перегородок, а также в качестве облицовочного материала можно использовать продукцию, имеющую большую пустотность — 40%.
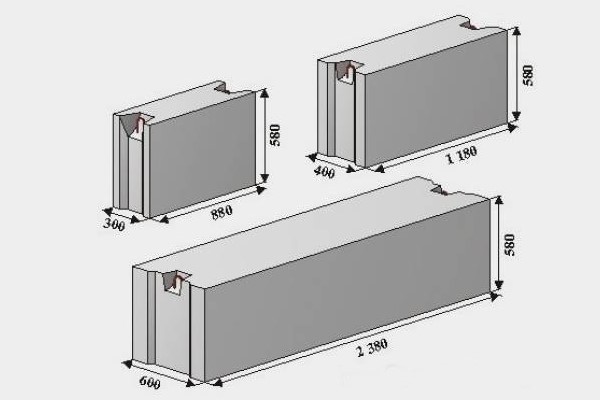
Габариты самодельной продукции могут быть любыми. Некоторые останавливаются на стандартных размерах — 190х188х390 мм, однако многие решают использовать кратные величины — 200х200х400 мм. Причина — возможность упростить сопряжение с другими элементами возводимого здания.
Характеристики

Они могут немного отличаться. Качество зависит от способа изготовления, от тех отходов, которые используют в роли наполнителей. Однако любому материалу присущи общие характеристики.
- Вес. Масса пустотелого блока — 18-23 кг, полнотелого шлакобетонного камня — 25-28 кг. Есть полублоки (90х188х390 и 120х188х390 мм), они затягивают на 10-13 кг.
- Коэффициент теплопроводности. Здесь свойства стенового материала больше зависят от вида наполнителей, однако показатели шлакоблоков относят к самым низким: 0,27-0,65 Вт/м*К.
- Плотность и прочность на сжатие. Первый показатель зависит от свойств наполнителей и может составлять 750-1455 кг/м3. Марки шлакобетона — М35-М150. Цифра означает килограммы, давление которых приводит к полному разрушению образца.
- Срок эксплуатации — 30 лет (кустарное производство), 100 лет (промышленное изготовление). На долговечность материала влияет климатическая зона, в которой находится здание.
- Экологичность. В этой «номинации» шлакоблоки находятся в конце списка, так как отходы металлургического производства не дают надежды на безопасность продукции. По этой причине их рекомендуют использовать только для строительства хозяйственных объектов или гаражей.

Несмотря на последний пункт, заводские шлакоблоки остаются очень востребованным стройматериалом в малоэтажном строительстве. Из них возводят не только стены: некоторые выбирают эти камни для строительства фундамента. Однако самодельные кирпичи совершенно не подходят для этой ответственной роли. Зато есть шанс получить изделия без особо опасных компонентов.
Технология производства
Существует два способа, по которым изготавливают шлаковые блоки.
- Простой способ. В данном случае применяют специальные емкости, находясь в которых подготовленный раствор приобретает требуемую прочность. Блоки высыхают естественным путем, пока цемент полностью не закрепится.
- Сложный способ. При таком методе изготовления применяются вибрационные приспособления. Во многих случаях обращаются к таким элементам, как вибростол или дополняют форму мотором с вибрационной функцией.
Ознакомимся с технологией изготовления шлаковых блоков с помощью простых форм.
- Все подготовленные ингредиенты в требуемых пропорциях укладывают в бетономешалку, после чего тщательно перемешивают.
- Готовый раствор заливают в формы. Что касается трамбовки, то ее осуществляют при помощи молотка – им простукивают емкости, чтобы весь воздух ушел из материала.
- Если блоки планируется изготавливать с пустотами, то в каждую отдельную деталь ставят бутылки с водой (обычно хватает 2-х бутылок).
Главную сложность при таком способе изготовления представляет трамбовка блоков. Если внутри раствора остались пузырьки воздуха, то это окажет неблагоприятное воздействие на качество итогового продукта.
Что касается более сложного метода производства шлакоблоков, то здесь проводятся следующие работы:
- начинать изготовление материалов таким способом следует с размешивания смеси в бетономешалке;
- получившийся в итоге раствор отправляют в форму, а затем разравнивают мастерком;
- далее запускается вибратор, а сам раствор держат в форме в течение 20-60 секунд;
- затем оборудование нужно отключить, установка приподнимается, а затем вынимается готовый блок.
Процесс создания пеноблоков
Этапы работы и необходимое оборудование
Технология создания пенобетона для пеноблока состоит из 3 основных этапов:
- приготовление раствора пенообразователя;
- замешивание цементно-песчаного состава;
- разливка бетона по формам и сушка
Что касается необходимого оборудования для производства пеноблоков, то его перечень будет следующим:
- пеногенератор;
- бетономешалка;
- формы для заливки блоков.
 Формы для блоков
Формы для блоков
Не забудем и про требуемые компоненты, ведь это именно то, из чего сделан пеноблок:
- цемент;
- пенообразователь;
- песок;
- отвердитель.
Помимо всего вышеперечисленного нам потребуется еще и помещение для сушки.
Приготовление раствора пенообразователя
Для создания блоков нам потребуется пенообразователь. Рекомендуем приобрести синтетическую его разновидность, например, Ареком-4.
Если его цена вас смущает, то данную жидкость можно изготовить самостоятельно.
Для этого нужны:
- 150 грамм едкого натра;
- 1кг канифоли;
- 60 грамм столярного клея.
Эти компоненты измельчаем и нагреваем их, постоянно помешивая, пока не получим однородную массу. Затем, для получения рабочего раствора нам потребуется пеногенератор. С его помощью наш концентрат будет соединен с водой.
 Пеногенератор
Пеногенератор
Замешивание цементно-песчаного состава
Происходит это в следующем порядке:
- берется портландцемент марки М400 — его смешивают с песком в пропорции 1:3. Частицы песка должны быть небольшого размера. Присутствие глины или иных посторонних включений не допускается;
- понемногу добавляют воду, помешивая при этом смесь – учтите, что вода не должна иметь примеси кислот или солей. При условии соответствия данному критерию, можно использовать и обычную водопроводную воду;
- затем добавляют 400 гр пенообразователя;
- после этого, тщательно всё перемешав, вносят 200 гр отвердителя – и еще пару минут продолжают смешивание в бетономешалке.
 Для приготовления состава воспользуемся бетономешалкой
Для приготовления состава воспользуемся бетономешалкой
Это были основные действия в нашем рассказе о том, как сделать пеноблоки в домашних условиях. Теперь переходим к заключительному этапу.
Разливка пенобетона по формам и сушка
Порядок дальнейших действий заключается в следующем:
- Подготовленную смесь разливаем по формам, где оставляем ее на двое суток для высыхания. Про прошествии этого срока, формы освобождаем и заливаем в них новый раствор;
 На фото – разливка смеси по формам
На фото – разливка смеси по формам
- После сушки, блоки укладывают на поддоны, где они будут находиться до момента начала строительных работ.
Как сделать шлакоблоки своими руками – 2 лучших метода + чертежи!
Шлакоблок – один из самых затребованных материалов для возведения стен одноэтажных построек. Он отличается своей дешевизной и возможностью самостоятельного его производства в домашних условиях.
Как сделать шлакоблоки своими руками
Строительство из самодельных блоков
Цены на пластификатор для бетона
пластификатор для бетона
Существует два способа получения таких блоков у себя на участке.
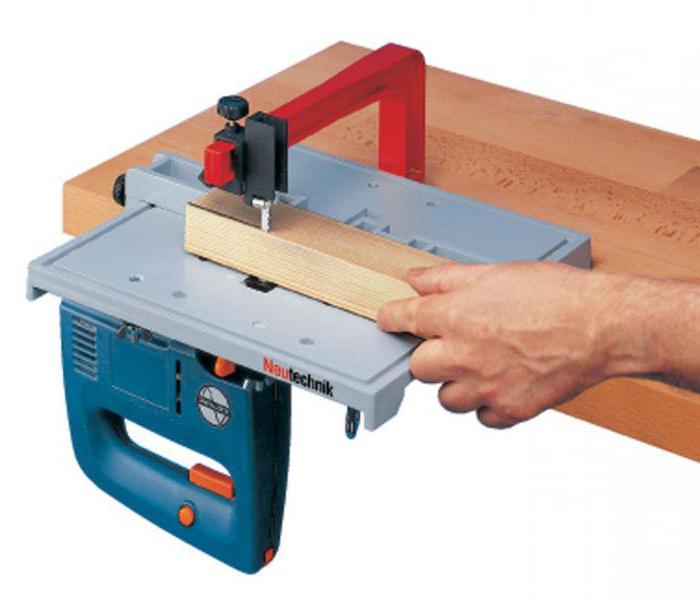
- При помощи опалубки, то есть формы, изготовленной из пиломатериалов либо стальных листов.
- На основе работы специального станка.
Цены на цементно-песчаную смесь
цементно-песчаная смесь
Конструкция формы имеет следующий вид: донышко и боковые стенки. Между парой поперечных досок или листов из металла следует на нужном для вас расстоянии закрепить поперечины. Выдерживайте шаг, соответствующий размерам требуемого шлакоблока.
Вариант формы для шлакоблоков
Поскольку достать готовое изделие из формы будет сложно, конструкция ёмкости должна быть разборной. Для эффективности производства делайте опалубку, рассчитанную на получение 4-6 шлакоблоков.
Схема формы
Для изготовления формы в целях создания шлакоблоков вам понадобится:
- листы железа толщиной 3 мм;
- железные планки в 5 мм (несколько штук);
- цилиндры, диаметром 4 см;
- сварочный аппарат;
- болгарка;
- мелок для разметки.
Цены на сварочный аппарат
сварочный аппарат
Шаг 1. Проводим разметку листа согласно размерам блоков: нам понадобится две продольные стороны и две поперечные. Вырезаем болгаркой наши пластины.
Ширина продольной пластины – 210 мм, длина 450 мм, поперечной – 210 на 220 мм.
На стальных листах отметки для резки
Шаг 2. Ко дну формы для шлакоблока должны привариваться крылышки, высотой 3,5 см, чтобы форма не ездила, и ручка – для быстрого освобождения залитого раствора от формы.
Шаг 3. По контуру поперечных и продольных стенок производят насечки, с целью зацепить форму за продольно установленные стенки.
Изготовление формы
Шаг 4. Собираем нашу форму.
Сборка формы
Шаг 5. Для создания пустот в шлакоблоке изготавливаем навесные цилиндры. Их необходимо приварить к пластине толщиной 3-4 мм, которая должна как будто пронизывать цилиндры ближе к верху. На торцевых стенках нашей ёмкости делаем насечки, чтобы их зацепить.
Разъемная форма на несколько блоков
– Самодельная бетономешалка
Перед приготовлением смеси за 5-6 часов до этого увлажняют шлак. Это позволит лучше связать крупинки цемента и фракции наполнителя. Следует заметить, если вы заполняете деревянные или металлические формы без возможности подведения виброутряски, смесь должна быть жидковатой.
Плюсы и минусы применения шлакоблоков
К достоинствам шлакоблока следует отнести:
- возможность изготовления на дачном участке или в частном доме;
- сушка материала может проходить как в автоклаве (промышленное производство), так и на открытом воздухе (при самостоятельном изготовлении);
- здание из шлакоблоков несёт минимальные потери тепла;
- материал недорогой;
- возведение постройки осуществляется быстро, учитывая большие размеры блоков;
- при замешивании раствора вы можете, меняя пропорции, придавать ему те или иные качества;
- вам подвластно произвести шлакоблок любых размеров.
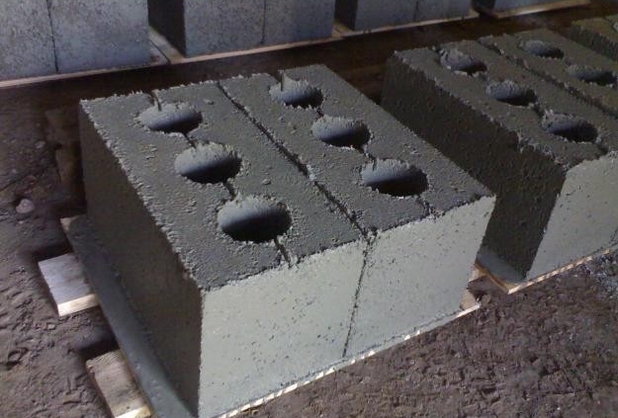
Самодельные шлакоблоки
Изготовленные вручную блоки
Недостатки шлакоблока:
- невысокие показатели морозостойкости, но с применением специальной добавки их можно повысить;
- есть сомнения в плане экологичности, в особенности для изделий, сделанных на основе доменного шлака;
- что касается характеристики поглощения жидкости, материал имеет сильное влагопоглощение требует специальных защитных покрытий;
- хрупкость (для строительства высоток этот материал явно не подходит).
Возведение стен из шлакоблока
Некоторые практические советы для создания шлакоблоков
- Самой высокой прочностью обладают блоки, выполненные с добавлением цемента. Следующее место занимают блоки из извести.
- Если мелкие гранулы заменить на часть просеянного песка, то прочность изделий несколько увеличится.
- Соединение цемента и извести (либо глины) в пропорции 3:1 позволит сэкономить, что абсолютно не отыграется на качестве.
- Перед тем как будете приступать к заливке раствора, формы следует очистить и протереть. Это исключит прилипание полученных блоков к днищу и стенам. Для такой протирки применяют солярку, отработанное масло или подобного рода средства.
- Густота раствора – прямой показатель скорости застывания. Чем он гуще, тем быстрее блок сможет застыть. Основные характеристики качества шлакоблоков зависят не только от технологии производства, но и от выбора раствора. Ниже приведены различные типы смесей, использование которых демонстрирует определённые характеристики, предъявляемые к материалу.
Химические добавки к бетону
 Химические добавки к бетону имеет разные цвета в зависимости от назначения
Химические добавки к бетону имеет разные цвета в зависимости от назначения
В последнее время, отечественное производство достигло значительного прогресса в сфере исследований разной химической присадки к бетонной смеси. Она используется для уменьшения расхода цементной смеси, для увеличения темпа его градации, для сокращения продолжительности теплой и влажностной обработки продукции. А также для усиления способности бетона затвердевать в зимней период, для увеличения его морозостойкости и твердости.
Хлористый кальций (СаСl) применяют как в виде раствора, так и в сухом виде. В сухом виде его добавляют в заполнитель, в виде раствора же его вносят в воду, которая предназначена для приготовления смеси, при этом сохраняя суммарное количество воды в смеси. Добавление хлористого кальция немного увеличивает цену на исходные материалы. Однако, быстрый набор твердости гарантирует производителю строительной продукции экономию электроэнергии на обогрев территории. Изделие должно вылежаться перед отгрузкой клиенту. Это значительно превышает расход на хлористый кальций, однако, уменьшает количество боя продукта при транспортировке.
Большое преимущество линии для производства блоков дает употребление воздухововлекающей добавки:
 Станок для формовки блока
Станок для формовки блока
- древесная опыленная смола (СДО);
- нейтрализованная воздухововлекающая смола (СНВ);
- тепловой пековый клей (КТП);
- сульфитнодрожжевая бражка (СДБ).
Воздухововлекающая добавка улучшает активность смеси в заполнении матриц вибропресса, повышая при этом качество плоскости изделия, и минимизирует количество боя. Основным преимуществом воздухововлекающей добавки является большая морозостойкость бетона. Эффект увеличения морозостойкости поясняется избытком пузырьков воздуха в порах бетона, это минимизирует случаи попадания в них воды. А также препятствует появлению разрушающего напряжения в бетоне при охлаждении капиллярной воды из-за демпфирующего стягивания пузырьков воздуха.
Производство стеновых блоков и линии для их изготовления используют поддонный или альтернативный метод, с помощью цементного связующего и любого вида наполнителя. Блоки получаются с прямоугольной пустотой.
Комплектация:
- Вибратор на 180 ватт (220 вольт) с уровнем вибрации, который не регулируется. Мощность данного вибратора: 1,4 кН. Размер блока на выходе: 395х195х190 мм.
- Пустотообразователь с параметрами: 85х115 мм (съемный).
Пустотообразователь предназначается для формировки пустоты в блоке. Это позволит сэкономить бетонную смесь на треть. Пустота также необходима для увеличения теплоизоляции сооружений. Пустотообразователь и установленная накладка на пуансон, которая входит в комплект формируют полнотелые, фундаментные блоки.
 Линия нарезки блоков
Линия нарезки блоков
Линии по производству блоков, цена которых никогда не превышает запланированную предпринимателем сумму, имеет в наличии очень важную технику для производства. А именно прижимную верхнюю планку формовки пуансона (верхняя плоскость блока). За счет него изготавливаемый блок имеет необходимую геометрию со всех сторон, это очень упростит и сделает работу качественной. Пуансон (прижим планки) реализовывается вручную. Производительность линии: 155–305 блоков за смену. Время, которое необходимо для формировки одного блока, и переустановки оборудования для формировки следующего блока составляет 35–45 секунд, с момента загрузки бетона в приемный лоток. При надобности может быть в работе как формовочный, так и расформовочный вибростол. Он необходим для производства цокольной и тротуарной плитки, отливов, облицовочного камня.
Полная масса оборудования составляет 21 кг. Масса линии, которая поднимается оператором при съеме и перестановке, без верхних прижимов, составляет 15 кг. Параметры упакованной для эксплуатации линии составляют: 655 Х 650 Х 400мм (ДхШхВ).
Производство газоблока своими руками
Технология производства газобетона в домашних условиях требует от мастера придерживаться определенных правил. Этот процесс состоит из нескольких этапов.
Необходимый набор оборудования и материалов
Перед тем, как изготавливать газобетон, нужно подготовить материалы и инструменты. Бетон делается из смеси таких материалов:
- Песок. Рекомендуется отдавать предпочтение кварцевому песку, который предварительно проходит процесс промывки и высушивания.
- Цемент. Высокопрочный материал получается при использовании цемента, который имеет марку более 400.
- Чистой воды.
- Негашеной извести.
- Алюминиевой пудры, каустической соды, сульфата натрия.
Формы
Перед тем, как делают газобетон, подготавливают формы. В строительных магазинах можно купить готовые изделия. Для экономии денежных средств их создают самостоятельно. Изначально изготавливают пенал из деревянных досок. В него вставляют перемычки, с помощью которых обеспечивается разделение каркаса на отсеки. Изготовление форм может проводиться из влагонепроницаемой фанеры. Для того чтобы зафиксировать доски, в них предварительно нужно сделать пропилы.

Размеры ячеек должны совпадать с размерами, которые в соответствии с проектом должен иметь готовый блок. Для того чтобы ускорить производственный процесс, рекомендовано провести одновременное сооружение нескольких форм. Для того чтобы исключить возможность прилипания раствора к формам, их нужно предварительно смазать специальным средством. В домашних условиях рекомендовано применение отработанного машинного масла, которое разводится водой в соотношении 1:3.
Для того чтобы ускорить изготовление газобетона можно использовать мобильные установки, которые состоят из компрессора, смесителя и соединительных рукавов. Предварительно подготавливаются приспособления, с помощью которых удаляются излишки бетона.

Приготовление раствора
Процесс изготовления газобетона в домашних условиях начинается с приготовления раствора. Количество используемых компонентов зависит от того, какой плотности материал пользователь хочет получить. Рассмотри вариант приготовления раствора для газобетона, плотностью 1600 килограмм на метр кубический. Для этого понадобится 1100 килограмм песка и 400 килограмм цемента. Компоненты тщательно перемешиваются. К ним нужно добавить 5 кг извести. Также в раствор добавляются такие добавки, как каустическая сода, алюминиевая пудра и сульфат натрия.
После тщательного перемешивания всех сухих компонентов, они заливаются 189 литрами воды. После перемешивания состава до однородности его можно использовать для заливки.
Заливка
После смазывания форм специальным составом, в них заливается раствор. При этом нужно следить, чтобы формы не заливались до краев, так как при застывании смесь вспучивается и излишки будут вылизать наружу. Формы нужно заливать до половины. После заливки материала наблюдается появление процесса газообразования. На следующем этапе проводится удаление излишков смеси с применением металлических струн. Процедура проводиться по истечению 5-6 часов после заливки.

Спустя 18 часов после заливки можно проводить распалубку изделий. Для того чтобы газобетонные блоки лучше отходили, нужно немного постучать по формам. По истечению месяца газобетон обретет техническую прочность. Затвердевание блоков наблюдается не только в помещениях, но и на открытых площадках.