Гост 16093-81 основные нормы взаимозаменяемости. резьба метрическая. допуски. посадки с зазором
Содержание:
Резьба метрическая. Размеры.
На рисунках приведены размеры резьб диаметрами 5… 64 мм, используемые при расчетах на прочность.
Выбор шага резьбы зависит от требуемой прочности стержня винта, ослабленного резьбой, условий самоторможения или необходимости тонкой регулировки.
Для облегчения расчетов дополнительно приведены расчетный диаметр винта, площадь расчетного сечения винта и угол подъема винтовой линии на среднем диаметре резьбы.





Примечания:
- Полужирным шрифтом выделены крупные шаги резьб.
- Обозначения резьб смотри выше.
- Расчетный диаметр dр винта определен по зависимости , где d3 — внутренний диаметр болта.
- Площадь расчетного сечения Ар определена по зависимости .
- Угол подъема резьбы ψ определен для среднего диаметра (d2) резьбы по зависимости
Соседние страницы
- Резьбы цилиндрические
- Резьбы конические
- Сбеги, недорезы, проточки и фаски по ГОСТ 10549
- Резьба упорная
- Резьба трапецеидальная
- Механические свойства болтов, винтов, шпилек, гаек.
- Условные обозначения крепежных изделий по ГОСТ 1759.0 (СТ СЭВ 4203)
- Болты общего назначения с шестигранными головками
- Винты общего назначения
- Винты невыпадающие
- Винты установочные
- Болты и винты специального назначения
- Винты самонарезающие для металла и пластмасс
- Стопорение гайки относительно болта дополнительными элементами
- Стопорение гаек относительно корпуса
- Стопорение гайки относительно болта за счет дополнительного трения, сварки и пластического деформирования
- Стопорение болтов. Предохранение винтов и гаек от потери
- Стопорение винтов
- Фланцевые соединения деталей
- Фланцевые соединения труб и крышек цилиндров
- Фланцевые соединения труб металлоконструкций
- Примеры применения установочных винтов
- Клеммовые соединения
- Фрикционно-винтовые зажимы
- Стяжки и упоры
- Крепление машин к основаниям
Резьба трубная коническая, R (BSPT)
Используется для организации трубных конических соединений, а также для соединения внутренней цилиндрической и наружной конической резьбы (ГОСТ 6357-81).Основана на BSW, имеет совместимость с BSP.
Уплотняющую функцию в соединениях с использованием BSPT выполняет сама резьба (за счет ее смятия в месте соединения при ввертывании штуцера). Поэтому применение BSPT всегда должно сопровождаться использованием герметика.
Данный вид резьбы характеризуется следующими параметрами:
- ГОСТ 6211-81 -Основные нормы взаимозаменяемости. Резьба трубная коническая.
- ISO R7
- DIN 2999
- BS 21
- JIS B 0203
обозначение по форме профиля – резьба дюймовая с конусностью (профиль в виде равнобедренного треугольника с углом при вершине 55 градусов, угол конуса φ=3°34′48″).
При обозначении используется буквенный индекс типа резьбы (Rдля наружной и Rcдля внутренней) и цифровой показатель номинального диаметра (например, R1 1 /4 – резьба трубная коническая с номинальным диаметром 1 1 /4). Для обозначения левой резьбы применяется индекс LH.
Параметры резьбы
Дюймовая резьба с конусностью 1:16 (угол конуса φ=3°34′48″). Угол профиля при вершине 55°.
Условное обозначение: буква R для наружной резьбы и Rc для внутренней (ГОСТ 6211-81
— Основные нормы взаимозаменяемости. Резьба трубная коническая.), числовое значение номинального диаметра резьбы в дюймах (inch), буквы LH для левой резбы. Например, резьба с номинальным диаметром 1.1/4 — обозначается как R 1.1/4.
Таблица 3
Обозначение размера резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы трубной конической (R), мм
| Обозначение размера резьбы | Шаг Р | Длина резьбы | Диаметр резьбы в основной плоскости | |||
| Рабочая | От торца трубы до основной плоскости | Наружный d=D | Средний d 2 =D 2 | Внутренний d 1 =D 1 | ||
| 1/16″ | 0,907 | 6,5 | 4,0 | 7,723 | 7,142 | 6,561 |
| 1/8″ | 6,5 | 4,0 | 9,728 | 9,147 | 8,566 | |
| 1/4″ | 1,337 | 9,7 | 6,0 | 13,157 | 12,301 | 11,445 |
| 3/8″ | 10,1 | 6,4 | 16,662 | 15,806 | 14,950 | |
| 1/2″ | 1,814 | 13,2 | 8,2 | 20,955 | 19,793 | 18,631 |
| 3/4″ | 14,5 | 19,5 | 26,441 | 25,279 | 24,117 | |
| 1″ | 2,309 | 16,8 | 10,4 | 33,249 | 31,770 | 30,291 |
| 1.1/4″ | 19,1 | 12,7 | 41,910 | 40,431 | 38,952 | |
| 1.1/2″ | 19,1 | 12,7 | 47,803 | 46,324 | 44,845 | |
| 2″ | 23,4 | 15,9 | 59,614 | 58,135 | 56,565 | |
| 2.1/2″ | 26,7 | 17,5 | 75,184 | 73,705 | 72,226 | |
| 3″ | 29,8 | 20,6 | 87,884 | 86,405 | 84,926 | |
| 3.1/2″ | 31,4 | 22,2 | 100,330 | 98,851 | 97,372 | |
| 4″ | 35,8 | 25,4 | 113,030 | 111,551 | 110,072 | |
| 5″ | 40,1 | 28,6 | 138,430 | 136,951 | 135,472 | |
| 6″ | 40,1 | 28,6 | 163,830 | 162,351 | 160,872 |
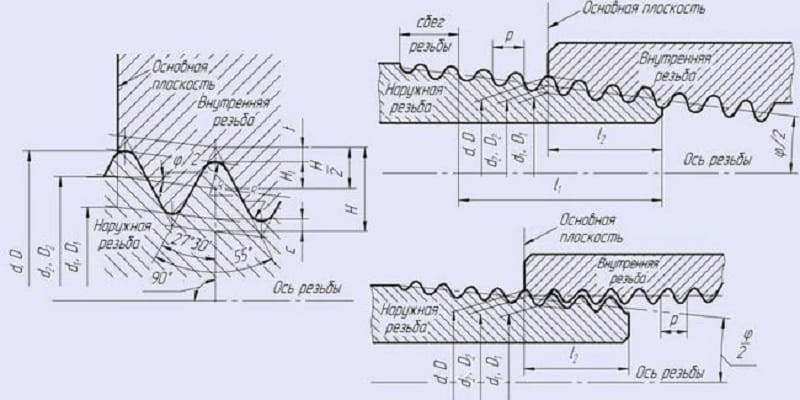
Прочность крепления деталей между собой обеспечивается за счет ввинчивания носителя внешней резьбы во внутреннюю второго изделия
Важно, чтобы параметры их были выдержаны в соответствии со стандартами, тогда такое соединение не нарушится в ходе эксплуатации и обеспечит необходимую герметичность. Потому существуют нормы выполнения резьбы и отдельных ее элементов
Перед нарезкой внутри детали выполняют отверстие под резьбу, диаметр которого не должен превышать ее внутренний. Выполняется это с помощью сверл по металлу, габариты которых приведены в справочных таблицах.
Как выполнять нарезание резьбы?
Порядок выполнения работы по нарезке винтовых канавок в отверстии
Работу выполняют в определенной последовательности.
Начинается с разметки. С помощью керна отмечается центр будущего отверстия
Здесь важно произвести разметку с первого раза. Не допускается наносить несколько последовательных ударов
Достаточно даже несильного воздействия, которое даст углубление. Сверло само определится по центру сверления.
Сверлить нужно строго перпендикулярно к поверхности. Поэтому, если позволяют условия, нужно воспользоваться станком. Он обеспечит жесткое перемещение шпинделя со сверлом. Если приходится сверлить отверстие более 8 мм, то желательно выполнить эту процедуру в несколько этапов. Сначала сверлится отверстие малого диаметра. Потом рассверливается более крупным. Бывает, что приходится сверлить в три или даже в пять этапов, последовательно увеличивая диаметр отверстия. На последнем этапе применяют тот размер, который требуется по таблице
Внимание! Обязательно следует использовать смазку. Ее можно наносить кисточкой, подавать из пипетки или применять шприц, у которого удалена игла (впрочем, можно применять и с иглой)
При невозможности использовать сверлильный станок используют ручные электросверлильные машинки (дрель)
Здесь важно строго выдержать положение сверла относительно детали. Опытные мастера для начала работы используют специальные кондукторы, которые обеспечивают перпендикулярный вход сверла
Важно выполнить правильный первый проход. В дальнейшем сверла большего диаметра сами идут в направлении минимальных усилий.
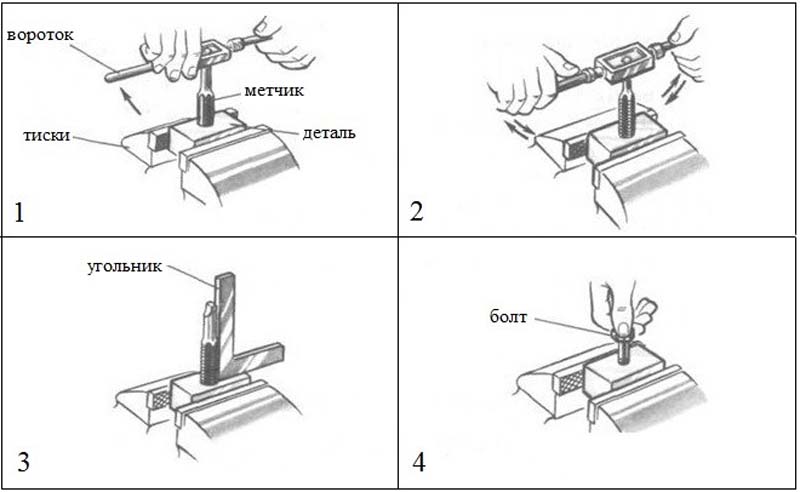
Для облегчения входа метчика в отверстие снимается фаска. Небольшое углубление выполняет две функции: облегчается введение начала рабочей части инструмента; смазка в коническом углублении будет поступать еще в течение некоторого времени, облегчая процесс нарезания резьбы.
Первым используют черновой метчик. Его вставляют в вороток, затем рабочую часть помещают в отверстие. Приходится слегка придавливать инструмент, чтобы началось образование винтовой канавки. Слишком усердствовать нельзя, можно легко сломать метчик.
Проворачивают на один оборот, а потом нужно повернуть обратно на треть, чтобы сломать образовавшуюся стружку. Вращая в обратном направлении, можно почувствовать, когда произойдет излом.
Если приходится нарезать резьбу в глубоком отверстии (более 5 диаметров), то следует периодически выкручивать метчик полностью наружу. Вынув, очищают от прилипшей стружки. Используют металлические щетки
Внимание! Стряхивать пальцами, незащищенными перчатками, или сдувать нельзя. Надо помнить, что правила техники безопасности написаны кровью
Не следует повторять ошибок тех, на чьих примерах формировались эти правила.
После полного прохода первым метчиком используют второй. Здесь процесс нарезания идет значительно легче. Обязательно смазывается инструмент. Можно делать два полных оборота, а потом совершать половину оборота в обратную сторону. Правило глубоких отверстий действует и при использовании второго номера. Желательно периодически вынимать наружу и удалять стружку. Она гораздо мельче, чем можно наблюдать при черновом нарезании резьб, но заполняет пространство тоже довольно быстро.
Третий номер используется для чистового нарезания. Можно проворачивать инструмент на два-четыре оборота, а потом совершать обратное вращение на целый оборот назад. Получается довольно качественное резьбовое отверстие.
Технология нарезания резьбы в отверстиях
Перед началом формирования резьбовых канавок с помощью инструмента сверлится отверстие. В зависимости от конструктивных особенностей оно может быть сквозным или глухим. Сверло сконструировано так, что винтовая поверхность выводит основную часть стружки. Но следует помнить, что внутри может оставаться определенная часть остатков от сверления. Поэтому, если позволяет масса и внешние параметры, производят вытряхивание на специальные уловители.
На громоздких изделиях подобные операции выполнить трудно, поэтому выдувают струей сжатого воздуха.
Внимание! Органы зрения и дыхания должны быть защищены от продуктов, которые могут оказаться внутри отверстий.
Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу. Самое простое – это воспользоваться формулой:
Dотв = 0,8·М, мм,
здесь Dотв – диаметр отверстия, мм; М – размер метрической резьбы по номеру.
Для большинства металлов подобное определение будет достаточным. Возможно, потребует приложить несколько большее усилие при выполнении работы, но результат будет удовлетворительным.
Например, для М6 нетрудно подсчитать по приведенной формуле требуемое значение сверла по металлу. Оно получится равным Dотв = 6 · 0,8 =4,8 мм.
Для более точного определения используют специальные таблицы.
Таблица 1: Размеры отверстий для нарезания метрической резьбы
| Номи-нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| М4 | 0,70 | 3,393 | 3,323 | 3,3 | 0,50 | 3,567 | 3,517 | 3,5 |
| М5 | 0,80 | 4,307 | 4,227 | 4,2 | 0,50 | 4,567 | 4,517 | 4,5 |
| М6 | 1,00 | 5,133 | 5,033 | 5,0 | 0,75 | 5,350 | 5,275 | 5,3 |
| М7* | 1,00 | 6,133 | 6,033 | 6,0 | 0,80 | 6,307 | 6,227 | 6,2 |
| М8 | 1,25 | 6,917 | 6,792 | 6,8 | 1,00 | 7,133 | 7,033 | 7,0 |
| М9* | 1,25 | 7,917 | 7,792 | 7,8 | 1,00 | 8,133 | 8,033 | 8,0 |
| М10 | 1,50 | 8,700 | 8,550 | 8,6 | 1,25 | 8,917 | 8,792 | 8,8 |
| М11* | 1,50 | 9,700 | 9,550 | 9,6 | 1,00 | 10,133 | 10,033 | 10,0 |
| М12 | 1,75 | 10,484 | 10,309 | 10,3 | 1,50 | 10,700 | 10,550 | 10,6 |
| М13* | 1,75 | 11,484 | 11,309 | 11,3 | 1,50 | 11,700 | 11,550 | 11,6 |
| М14 | 2,00 | 12,267 | 12,067 | 12,1 | 1,50 | 12,700 | 12,550 | 12,6 |
| М15* | 2,00 | 13,267 | 13,067 | 13,1 | 1,75 | 13,484 | 13,309 | 13,3 |
| М16 | 2,50 | 13,834 | 13,584 | 13,6 | 1,50 | 14,700 | 14,550 | 14,6 |
| М18 | 2,50 | 15,834 | 15,584 | 15,6 | 1,50 | 16,700 | 16,550 | 16,6 |
| М20 | 2,50 | 17,834 | 17,584 | 17,6 | 1,50 | 18,700 | 18,550 | 18,6 |
| М22 | 2,50 | 19,834 | 19,584 | 19,6 | 2,00 | 20,267 | 20,067 | 20,1 |
| М24 | 3,00 | 21,400 | 21,100 | 21,1 | 2,00 | 22,267 | 22,067 | 22,1 |
| М25* | 3,00 | 22,400 | 22,100 | 22,1 | 2,00 | 23,267 | 23,067 | 23,1 |
| М27 | 3,00 | 24,400 | 24,100 | 24,1 | 2,00 | 25,267 | 25,067 | 25,1 |
| М30 | 3,50 | 26,967 | 26,617 | 26,6 | 2,50 | 27,834 | 27,584 | 27,6 |
| М33 | 3,50 | 29,967 | 29,617 | 29,6 | 2,50 | 30,834 | 30,584 | 30,6 |
| М36 | 4,00 | 32,534 | 32,134 | 32,1 | 3,00 | 33,400 | 33,100 | 33,1 |
| М39 | 4,00 | 35,534 | 35,134 | 35,1 | 3,00 | 36,400 | 36,100 | 36,1 |
| М40* | 4,00 | 36,534 | 36,134 | 36,1 | 3,00 | 37,400 | 37,100 | 37,1 |
| М42 | 4,50 | 38,100 | 37,650 | 37,7 | 3,50 | 38,967 | 38,617 | 38,6 |
| М45 | 4,50 | 41,100 | 40,650 | 40,7 | 3,50 | 41,967 | 41,617 | 41,6 |
| М48 | 5,00 | 43,667 | 43,167 | 43,2 | 4,00 | 44,534 | 44,134 | 44,1 |
* – специальные типы резьбы.
Таблица 2: Размеры отверстий для нарезания дюймовой резьбы
| Номи- нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| 1/16″ | 0,40 | 1,203 | 1,163 | 1,2 | 0,30 | 1,328 | 1,298 | 1,3 |
| 1/12″ | 0,50 | 1,636 | 1,586 | 1,6 | 0,45 | 1,727 | 1,682 | 1,7 |
| 1/8″ | 0,60 | 2,598 | 2,538 | 2,5 | 0,50 | 2,742 | 2,692 | 2,7 |
| 1/10″ | 0,65 | 1,915 | 1,850 | 1,9 | 0,55 | 2,063 | 2,008 | 2,0 |
| 1/6″ | 0,70 | 3,561 | 3,491 | 3,5 | 0,50 | 3,753 | 3,703 | 3,7 |
| 3/16″ | 1,00 | 3,801 | 3,701 | 3,7 | 0,80 | 4,069 | 3,989 | 4,0 |
| 1/4″ | 0,75 | 5,629 | 5,554 | 5,6 | 0,75 | 5,700 | 5,625 | 5,6 |
| 5/16″ | 0,95 | 7,024 | 6,929 | 6,9 | 0,80 | 7,244 | 7,164 | 7,2 |
| 3/8″ | 1,10 | 8,468 | 8,358 | 8,4 | 0,95 | 8,702 | 8,607 | 8,6 |
| 7/16″ | 1,30 | 9,863 | 9,733 | 9,7 | 1,10 | 10,159 | 10,049 | 10,0 |
| 1/2″ | 1,55 | 11,210 | 11,055 | 11,1 | 1,34 | 11,539 | 11,405 | 11,4 |
| 9/16 | 1,60 | 12,750 | 12,590 | 12,6 | 1,40 | 13,074 | 12,934 | 12,9 |
| 3/4″ | 1,65 | 17,464 | 17,299 | 17,3 | 1,50 | 17,750 | 17,600 | 17,6 |
| 1″ | 2,54 | 22,959 | 22,705 | 22,7 | 1,89 | 23,762 | 23,573 | 23,6 |
| 1 1/4″ | 3,25 | 28,627 | 28,302 | 28,3 | 2,80 | 29,324 | 29,044 | 29,0 |
| 1 1/2″ | 4,25 | 34,015 | 33,590 | 33,6 | 3,72 | 34,876 | 34,504 | 34,5 |
| 1 3/4″ | 5,20 | 39,452 | 38,932 | 38,9 | 4,35 | 40,680 | 40,245 | 40,2 |
| 2″ | 6,34 | 44,707 | 44,073 | 44,1 | 5,64 | 45,913 | 45,349 | 45,3 |
Резьба метрическая. Диаметры и шаги.
По ГОСТ 8724 (СТ СЭВ 181) метрическая резьба может иметь диаметр 0,25…600 мм. Все диаметры разбиты на три ряда.
Примечания:
- При выборе диаметров резьб следует предпочитать первый ряд второму, а второй — третьему.
- Диаметры и шаги резьб, заключенные в скобки, по возможности не применять.
- Резьба 14×1,25 может применяться только для свечей зажигания.
- Резьба 35×1,5 может применяться лишь для стопорных гаек шарикоподшипников и при необходимости в легких конструкциях.
Обозначение резьб.
В условное обозначение резьбы с крупными шагами должны входить: буква М и номинальный диаметр резьбы, например М24, М64.
В обозначение резьбы с мелким шагом должны входить: буква М, номинальный диаметр резьбы и числовое значение шага, например, М24×2, М64×2 и т.д.
Правила обозначения
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение. Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр). В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.

Обозначение метрической резьбы
По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
- N – нормальная, которая не указывается в обозначении;
- S – короткая;
- L – длинная.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.

Пример обозначение резьбы на 24 мм различного типа (по ГОСТу 8724)
Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.

Пример обозначения посадки резьбового соединения на чертежах
Шаг резьбы основной и мелкий у болтов и гаек

Таблица болтов с шагом резьбы для болтов, гаек, винтов и резьбовых шпилек.
Как определить размер резьбы без резьбомера, читайте в нашей специальной статье.
|
Диаметр резьбы |
Шаг резьбы, мм |
|||
|
Шаг основной резьбы, мм / Диаметр отверстия под резьбу, мм |
Шаг мелкой резьбы, мм / Диаметр отверстия под резьбу, мм |
|||
|
Мелкая |
Мелкая 2 |
Супермелкая |
||
|
М 1 |
0.25 / 0.75 |
(0.2) / 0.8 |
— |
— |
|
М 1.2 |
0.25 / 0.95 |
(0.2) / 1 |
— |
— |
|
M 1.4 |
0.3 / 0.9 |
(0.2) / 1.2 |
— |
— |
|
M 1.6 |
0.35 / 1.2 |
(0.2) / 1.4 |
— |
— |
|
M 1.8 |
0.35 / 1.5 |
(0.2) / 1.6 |
— |
— |
|
M 4 |
0.7 / 3.3 |
0.5 / 3.5 |
— |
— |
|
M 5 |
0.8 / 4.2 |
0.5 / 4.5 |
— |
— |
|
M 6 |
1 / 5 |
0.75 / 5.2 |
0.5 / 5.5 |
— |
|
M 8 |
1.25 / 6.7 |
1 / 7 |
0.75 / 7.2 |
0.5 / 7.5 |
|
M 10 |
1.5 / 8.5 |
1.25 / 8.7 |
1 / 9 |
0.75 / 9.2 |
|
M 12 |
1.75 / 10.2 |
1.5 / 10.5 |
1.25 / 10.7 |
1 / 11 |
|
M 14 |
2 / 12 |
1.5 / 12.5 |
1.25 / 12.6 |
1 / 13 |
|
M 16 |
2 / 14 |
1.5 / 14.5 |
— |
1 / 15 |
|
M 18 |
2.5 / 15.4 |
2 / 16 |
1.25 / 16.6 |
1 / 17 |
|
M 20 |
2.5 / 17.4 |
2 / 18 |
1.25 / 18.6 |
1 / 19 |
|
M 22 |
2.5 / 19.4 |
2 / 20 |
1.5 / 20.5 |
1 / 21 |
|
M 24 |
3 / 20.9 |
2 / 22 |
1.5 / 22.5 |
1 / 23 |
|
M 27 |
3 / 23.9 |
2 / 25 |
1.5 / 25.5 |
(1) / 26 |
|
M 30 |
3.5 / 26.4 |
2 / 28 |
1.5 / 28.5 |
(1) / 29 |
|
M 33 |
3.5 / 29.4 |
2 / 31 |
1.5 / 31.5 |
— |
|
M 36 |
4 / 31.9 |
3 / 33 |
2 / 34 |
1.5 / 34.5 |
|
M 39 |
4 / 34.9 |
3(4) / 35.9 |
2 / 37 |
1.5 / 37.5 |
|
M 42 |
4.5 / 37.4 |
3(4) / 37.9 |
2 / 40 |
1.5 / 40.5 |
|
M 45 |
4.5 / 40.4 |
3(4) / 40.9 |
2 / 43 |
1.5 / 43.5 |
|
M 48 |
5 / 42.8 |
3 / 44.9 |
2 / 46 |
1.5 / 46.5 |
|
M 52 |
5 / 46.8 |
(4)3 / 48.9 |
2 / 50 |
1.5 / 50.5 |
|
M 56 |
5.5 / 50.4 |
4 / 51.9 |
3(2) / 53 |
1.5 / 54.5 |
|
M 60 |
5.5 / 64.4 |
4 / 55.8 |
3(2) / 67 |
1.5 / 58 |
|
M 64 |
6 / 57.8 |
4 / 59.8 |
3 / 61 |
2(1.5) / 62 |
|
M 68 |
6 / 61.8 |
4 / 63.8 |
3 / 65 |
2(1.5) / 66 |
Буква «М» около диаметра резьбы дает нам знать, что резьба метрическая, т.е. не дюймовая, а именно метрическая
Метрический шаг резьбы — расстояние в миллиметрах между двумя идентичными точками, расположенными на одноименных боковых соседних витках профиля. Измеряется параллельно оси резьбы.
Это один из ключевых параметров резьбового изделия, наряду с диаметрами (номинальным, внутренним, наружным), направлением вращения, типом профиля, количеством ходов.
В ГОСТ 8724-2002 указано соответствие этих характеристик в диапазоне диаметров от 0,25 до 600 мм и шагов от 0,075 до 8 мм.
В соответствии с нормативным документом предприятиями-производителями может выпускаться крепеж с 2-мя типами шагов метрической резьбы — мелким и крупным.
Для одного размера крепежного изделия стандартом определен только один крупный и несколько мелких шагов резьбы.
Для крепежа номинальным диаметром менее 1 мм в соответствии с ГОСТом установлен только крупный, от 1 мм до 64 мм — крупный и мелкий, от 72 мм до 600 мм — только мелкий.
Выбираем параметры
Как правильно выбрать метизы, с какими параметрами? Основной шаг резьбы для метизных изделий, используемых на территории РФ — метрический крупный. Практически весь строительный крепеж с крупным шагом резьбы.
Он продается продается повсеместно в метизных магазинах и компаниях и является рекомендуемым к применению. Резьбовые метизы с мелким шагом в основном используют в точках крепления, подверженных вибрационным, динамическим знакопеременным нагрузкам.
Например, гайки и болты с мелким шагом резьбы крепят колесные диски к ступице. Крепеж с мелкой резьбой высоко востребован в автомобиле-, судо-, станко- и авиастроении.
Шаг резьбы в маркировке крепежа
Соответственно ГОСТ 8724-2002 обозначение крупного шага резьбы в маркировке опускается, а размер мелкого указывается.
Например:
М16 — резьба метрическая (знак “М”) с номинальным диаметром 16 мм и крупным шагом (крупный шаг резьбы болта, гайки, шпильки, винта 2,0 мм);
М16 х 1 — резьба метрическая (знак “М”) с номинальным диаметром 16 мм и мелким шагом 1,0 мм.
Обозначение шагов резьбы гаек, штанг, болтов, винтов идентично, независимо от того, внутренняя или наружная.
Полное обозначение резьбы включает:
- М — метрическая;
- номинальный диаметр;
- размер шага в миллиметрах (крупный опускается);
- направление — для левой LH;
- специальное обозначение многозаходной Ph со значением хода.
Посмотреть соотношение диаметров метизов с основным и мелким шагом резьбы можно в таблице выше.
Полезные советы 09.07.2019 14:48:23
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Читать также: Не работает отпариватель в утюге
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
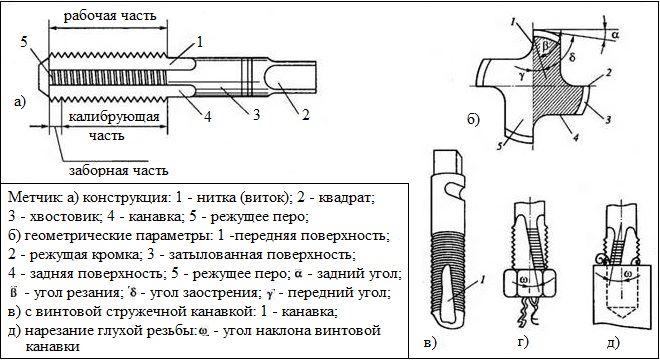
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия

Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.

Некоторые разновидности воротков для метчиков
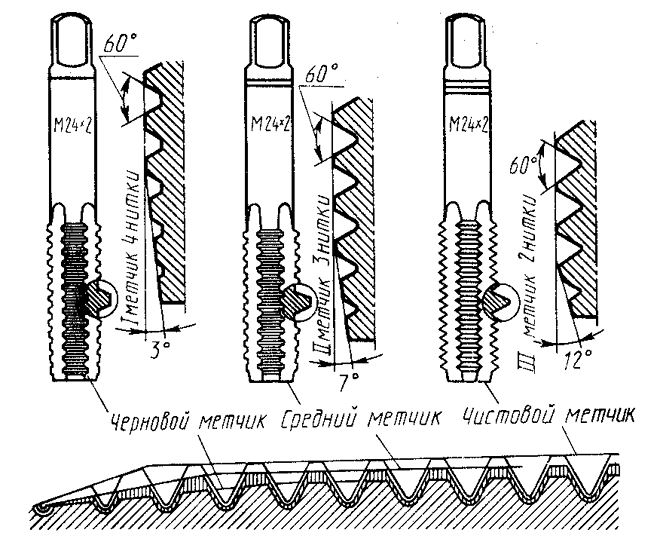
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
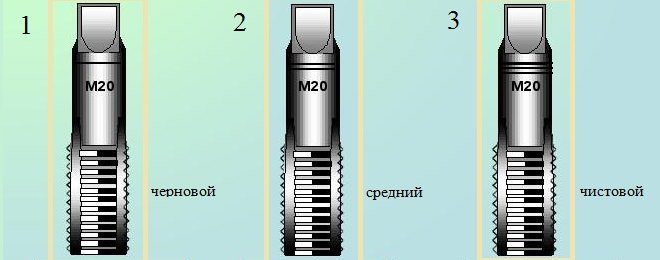
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Читать также: Номинальный диаметр резьбы винта
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
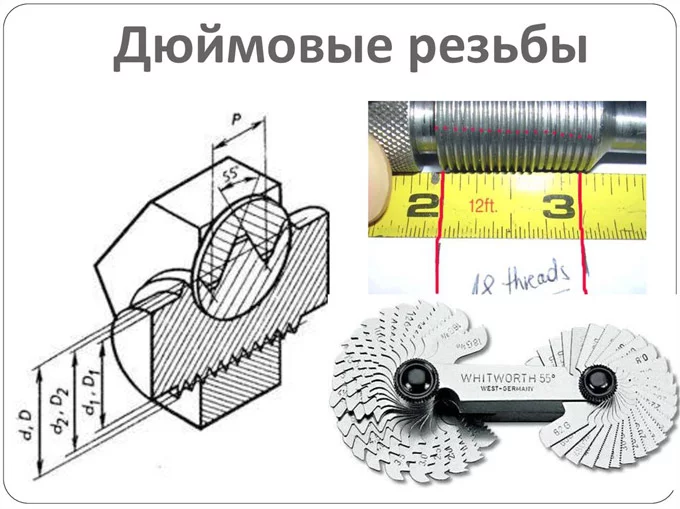
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.