Дюймовая резьба по гост. таблица с размерами и диаметрами
Содержание:
- Таблица дюймовых резьб. Классификация
- Способы нарезки
- Основные сведения
- Нарезки, используемые в повседневной жизни
- Трубные резьбы, применяемые в быту
- Применение дюймовой резьбы
- Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»
- Конструкция инструмента
- Международные стандарты резьбы
- Чем отличается дюймовая резьба от метрической
- Классы точности и правила маркировки
- Трубная цилиндрическая резьба: таблица, размеры (диаметры, шаги и профиль)
- Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
- Правила обозначения американской дюймовой резьбы
Таблица дюймовых резьб. Классификация
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта — BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба). Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран. При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| N 1 — 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 — 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 — 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 — 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 — 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 — 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 — 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 — 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 — 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ — 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ — 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ — 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ — 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ — 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ — 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ — 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ — 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ — 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ — 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ — 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ — 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ — 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ — 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ — 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ — 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ — 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ — 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ — 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ — 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ — 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ — 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ — 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ — 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут — британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
|
1 или 2 |
6.8 |
|
5 |
8.8 |
|
6 |
10.9 |
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
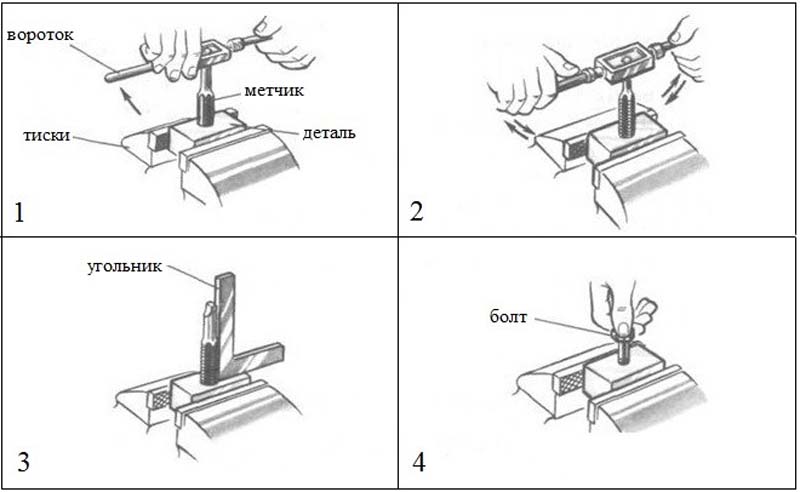
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).
Основные сведения
Дюймовая резьба — это разновидность резьбового соединения. Обычно ее наносят на бетонные или железобетонные трубы, хотя при необходимости ее можно адаптировать для обработки и других деталей (болты, шурупы, стержни, электронные запчасти). Такая резьба широко распространена в США и Великобритании, однако ее применяют и во многих других странах (Франция, Германия, Южная Корея, Япония, Италия). В России ее правила регулируются с помощью стандартов ГОСТ, а основным нормативным документом является ГОСТ 6111-52.
Базовые технические характеристики дюймовой резьбы:
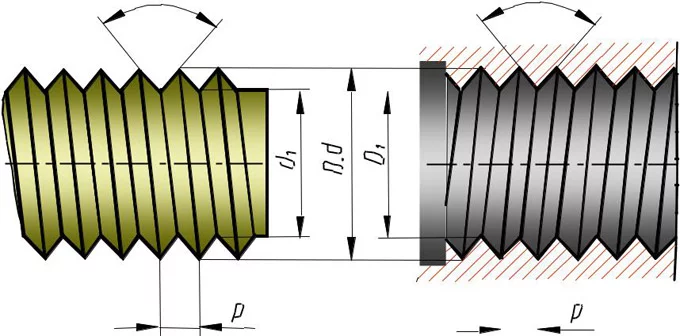
- Внешний диаметр. Представляет собой самое длинное расстояние между двумя точками трубы. Для измерения можно использовать линейку, штангенциркуль и любое другое оборудование с нанесенными метками.
- Внутренний диаметр. Параметр отражает самое длинное расстояние между наивысшими точками резьбовых гребней. Для измерения также используется стандартное оборудование (линейки, штангенциркуль).
- Резьбовой шаг. Представляет собой расстояние между соседними витками резьбового соединения. Резьбовой шаг обычно составляет не более 3 миллиметров, поэтому для измерения применяются высокоточные линейки или косвенные методики подсчета.
Дюймовая резьба может быть цилиндрической или конусной. В случае конусного соединения резьба сохраняет размер внешнего и внутреннего диаметра по всей длине запчасти. Резьбовой шаг обладает фиксированными размерами, а количество витков напрямую определяется шагом, длиной диаметра. Запчасти с цилиндрическим соединением являются более прочными, надежными, универсальными.
В случае конусного соединения резьба имеет переменный показатель диаметра. Обычно применяется модель сужающегося диаметра, когда диаметр у основания больше диаметра у конца запчасти. Конусные соединения могут иметь двойную маркировку, когда указывается не только начальный, но и конечный диаметр. Конусная дюймовая резьба является более прочной, реже растрескиваются, имеет повышенный срок годности. Однако ее сложнее наносить, а ошибки нарезки могут серьезно ухудшить качество соединения.
Нарезки, используемые в повседневной жизни
В бытовых условиях чаще всего используются трубные изделия с такими видами нарезок:
- Четырнадцать ниток на дюйм (шаг равен 1,815 мм).
- Одиннадцать ниток на дюйм (шаг равен 2,310 мм).
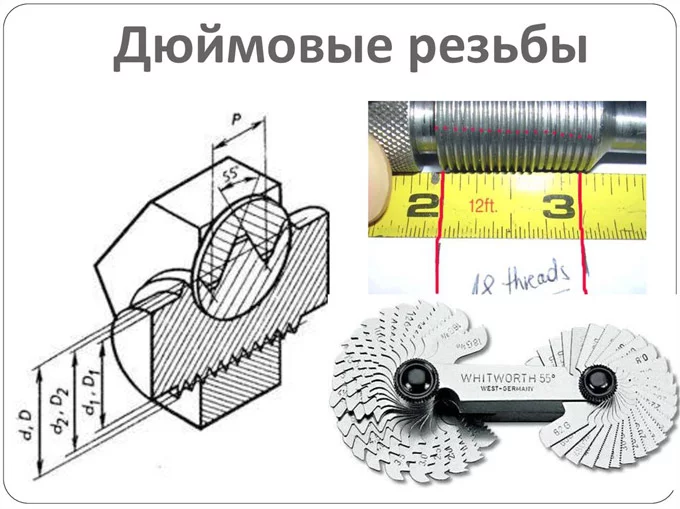
Чтобы установить вид и шаг дюймовой резьбы, применяют предмет, называемый резьбомером. Кроме того, возможно использовать обыкновенную линейку, штангенциркуль.

Калибровочным элементом может послужить муфтовая, штуцерная деталь. На ней должна быть выполнена нарезка, располагающая размером, который соответствует диаметру дюймовой резьбы. Деталь закручивают в резьбовое соединение. Если никаких сложностей не возникло, она крепко засела в трубном изделии, значит, измерение можно заканчивать. В противном случае выполняют повтор процедуры с другой калибровочной деталью.
С резьбомером все еще легче. Его измеряющие пластинки напоминают комплект пилочек. Данные пилочки необходимо придавить к нарезке, выполненной на изделии либо внутри его. Если профиль пластинки совпал с трубным, это обозначает, что размер дюймовой резьбы такой же, как и у пилочки.
Штангенциркулем возможно замерить только наружный размер нарезки. Ввиду этого наилучшими приспособлениями для установления шага и размера нарезки считаются калибровочные детали, резьбомеры.
В действительности, разумеется, мало кто сможет достичь безукоризненно точного соблюдения размеров резьбы. Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа.
Трубные резьбы, применяемые в быту
Отечественными ГОСТ регламентируется два основных вида трубной резьбы: конические и цилиндрические, главное отличие которых состоит в профиле заготовки. В первом случае он конической формы (конусность 1 к 16), во втором типе основанием является цилиндрическая заготовка.
Также известны американские разновидности стандартов трубных дюймовых накаток NPSM и NPT, главное отличие которых — профильный угол в 60 градусов. Отечественный аналог американского стандарта NPT — ГОСТ 6111-52 на коническую резьбу с углом конуса гребня в 60 градусов.
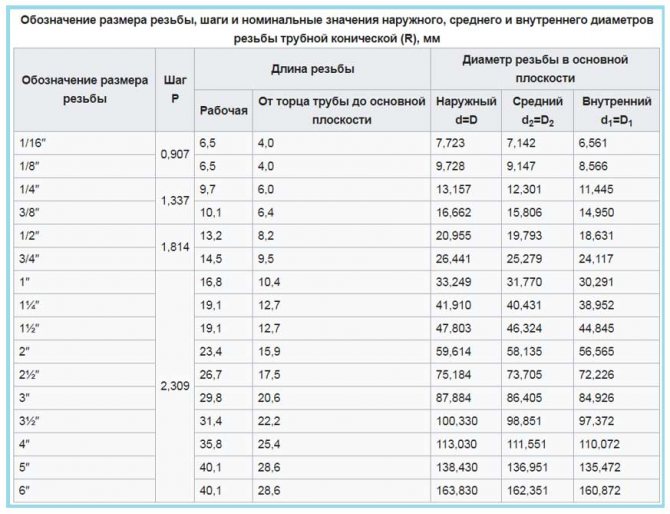
Рис. 3 Таблица резьбы трубной конической
Применение дюймовой резьбы
Для обеспечения высокой прочности создаваемого соединения с США и Канаде применяются рассматриваемые резьбы с углом при вершине 60 градусов. Исключением можно назвать производство сантехники. Болты с дюймовой резьбой встречаются и на территории Европы. Они характеризуются высокой прочностью. Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов.
Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
В заключение отметим, что не следует путать английскую индустриальную резьбу с той, которая широко применяется сегодня. Старый образец использовался еще 1841 году. Этот вариант исполнения практически полностью повторяет рассматриваемый, однако отличительные особенности все же есть. Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Отличия метрической и дюймовой резьбы. Элементы резьб.
Резьбы по системе мер делятся на метрическую и дюймовую. Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Резьбовыми называют разъемные соединения, выполняемые с помощью резьбовых крепежных деталей – болтов, винтов, гаек, шпилек или резьбы, непосредственно нанесенной на соединяемые детали.
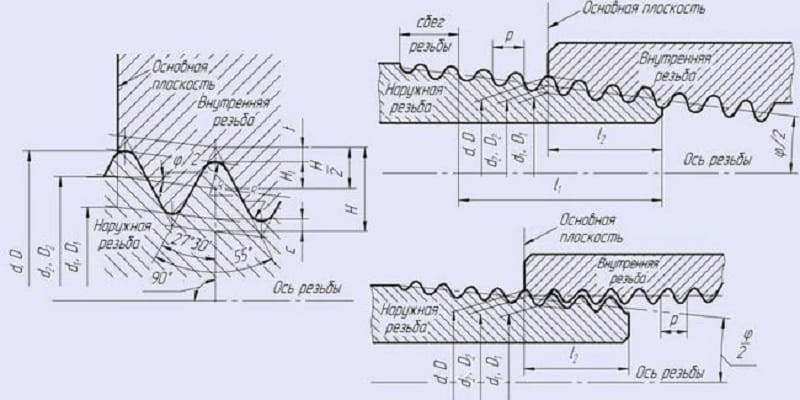
1. Метрическая резьба (рис. 1) имеет в профиле вид равностороннего треугольника с углом при вершине, равном 60°. Вершины выступов сопрягающихся винта и гайки срезаны. Характеризуется метрическая резьба диаметром винта в миллиметрах и шагом резьбы в миллиметрах. Метрическую резьбу выполняют с крупным и мелким шагом. За основную принята резьба с крупным шагом. Мелкую резьбу применяют для регулировки, для свинчивания тонкостенных, а также динамически нагруженных деталей. Метрическую резьбу с крупным шагом обозначают буквой М и числом, выражающим номинальный диаметр в миллиметрах, например М20. Для мелкой метрической резьбы дополнительно указывают шаг, например М20х1,5
Рис. 1 Метрическая резьба
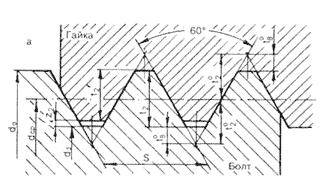
2. Дюймовая резьба (рис. 2) имеет в профиле такой же вид, как метрическая резьба, но у нее угол при вершине равен 55° (резьба Витворта – британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF). Hаpужный диаметp pезьбы измеpяется в дюймах (1″ = 25,4мм) – штpихи («) обозначают дюйм. Характеризуется эта резьба числом ниток на один дюйм. Дюймовую американскую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
Рис. 2 Дюймовая резьба
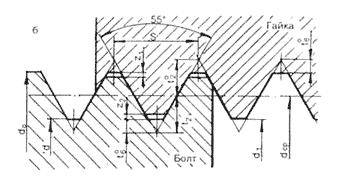
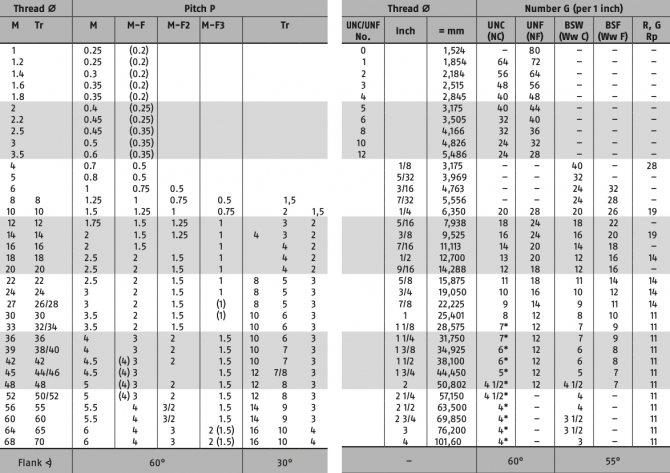
Табл1. Таблица размеров крепежных изделий для американской дюймовой машиностроительной резьбы UNC с крупным шагом (угол профиля 60 градусов)
Метрический и дюймовый крепеж – это крепеж, который распространен на территории Великобритании и Америки, а так же стран содружественных с ними. Дюймовый крепеж имеет отличительный внешний вид (от метрического) за счет шага резьбы (UNC и UNF), мерой длины является – дюйм, а угол при вершине 55° или 60°. Метрический крепеж имеет более широкую сферу производства, измеряется в миллиметрах и имеет угол при вершине только 60°.
Резьбы по системе мер делятся на метрическую и дюймовую. Метрическая и aдюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Резьбовыми называют разъемные соединения, выполняемые с помощью резьбовых крепежных деталей – болтов, винтов, гаек, шпилек или резьбы, непосредственно нанесенной на соединяемые детали.

Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
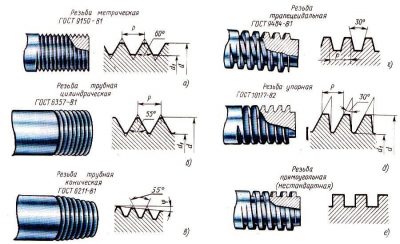
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
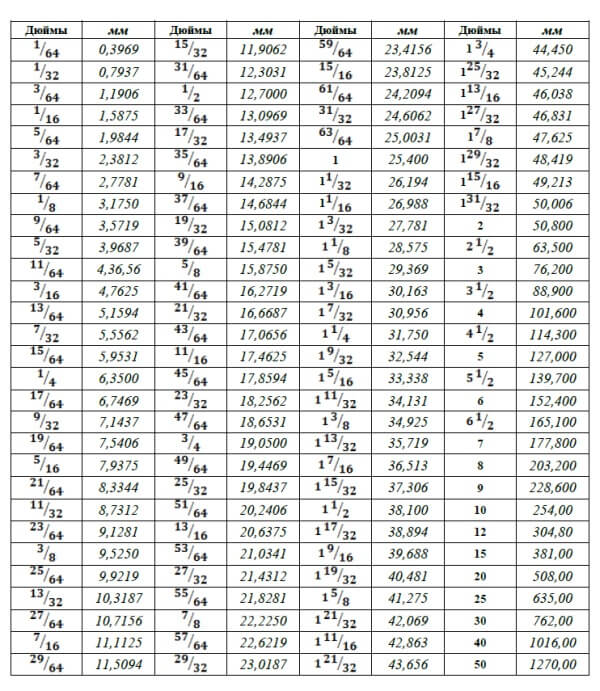
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Таблица соответствия диаметром и шагов метрической резьбы
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | — | 1/8″ | — | — | — |
| 9,3-9,7 | 8,5-8,9 | 27 | — | — | — | — | 1/8″ |
| 9,7-9,9 | 8,2-8,6 | — | 1,5 | — | M10x1,5 | — | — |
| 10,9-11,1 | 9,7-10,0 | 20 | — | — | — | 7/16″-20 | — |
| 11,6-11,9 | 10,2-10,6 | — | 1,5 | — | M12x1,5 | — | — |
| 12,4-12,7 | 11,3-11,6 | — | — | — | — |
Конструкция инструмента
Метчик UNF/UNC представляет собой винт со стружечными канавками и соответствующей заточкой переднего, заднего и других углов. Основными элементами инструмента являются режущая (заборная) и калибрующая части, канавки для удаления стружки. Режущая часть изготовлена из быстрорежущей марки стали или твердого сплава. Для ручного использования или установки в патрон имеется соответствующий хвостовик.

Достоинством инструмента является простота и технологичность конструкции, а также высокая точность нарезки и возможность работы за счет самоподачи. Сложностью является необходимость приложения больших сил резания и сил трения, трудности с удалением стружки.
В зависимости от конструкции метчики UNF/UNC подразделяются на:
- ручные или слесарные;
- машино-ручные;
- машинные;
- гаечные и другие.
Международные стандарты резьбы
Camera mount Thread
В фотографии стандартизованы резьбы для сменных объективов, которые не зависят от производителя. Они называются «Резьбы для объективов» (lens thread).
Резьба для объектива — предшественник соединения типа «байонет», преимущественно используемого в настоящее время. Объективы на резьбе использовались, главным образом, до 80-х годов 20 века. Однако, резьба для объектива M42 все еще представляет собой недорогую и практичную альтернативу для зеркальных фотоаппаратов с высококачественными линзами.
Резьба для объективов M39x26 Gg (M39-Screw Thread M39 x 26Gg) M39-Screw Thread M39 x 26Gg — также известная, как Leica L-Mount — применялась в миниатюрных камерах с 1930-х годов. Компании, использовавшие эту резьбу:
- Leica
- Voigtlander
- Canon
- Ricoh
Высококачественные объективы с такой резьбой выпускаются до сих пор.
Резьба для объективов M40 (M40-Screw Thread) M40-Screw Thread — очень редкий тип резьбы. Использовался, в основном, в 1930-е годы. Например, в камерах Praktiflex и Praktiflex II марки Practica. В настоящее время эта резьба используется в некоторых цифровых камерах.
Резьба для объектива M42x1 (M42-Screw Thread M42 x 1.0) M42 — название для стандартизованной резьбы, которая использовалась в камерах Praktica, Voigtlander, Fujica ST, Ricoh и Pentax. M42 — преемник для устаревшей M39 резьбы, и применялась во времена, когда производитель еще не пытался привязать пользователей к использованию объективов с байонетами их собственного производства.
Резьба для объектива T2 (T2-screw thread M42 x 0.75) T2 — старый стандарт Tamron. Существует множество адаптеров, подходящих к T2. Как от T2 к другим резьбам, так и наоборот. Для многих областей крепление T2 стало стандартом, например, для микроскопов, телескопов, проекторов.
Резьба для объективов C-Mount 1″ x 32 TPI UN 2A Стандартная резьба для объективов цифровых камер со стандартным рабочим отрезком объектива, равным 17,526 мм.
Резьба для объективов CS-Mount 1″ x 32 TPI UN 2A Аналогична C-Mount креплению, кроме стандартного рабочего отрезка объектива. CS-Mount имеет стандартный рабочий отрезок 12,5 мм.
Резьбы для штативов
1/4″ — 20 UNC спользуется в дальномерных пленочных камерах до среднего формата, устройствах автоспуска и панорамных головках.
3/8″ — 16 UNC Некоторые среднеформатные и почти все крупноформатные камеры. Большинство треног и панорамных головок.
# Ссылка
Чем отличается дюймовая резьба от метрической
Конструктивное отличие дюймовой резьбы от метрической заключается в более острых гребнях: они расположены под углом 55° друг к другу, тогда как у метрической резьбы угол между гребнями составляет 60°.
Благодаря более острым углам гребней, дюймовая резьба обеспечивает повышенное качество соединения. За счет этого узел сопряжения лучше выдерживает переменные нагрузки и высокое давление, что имеет большое значение при монтаже трубопроводов. В некоторых случаях дюймовые резьбы применяют при изготовлении винтов, болтов и других метизов, при производстве деталей некоторых видов техники (например, они широко применяются в фотоаппаратах).
Для определения параметров разных видов резьб применяют разные единицы измерения. Для метрической используются миллиметры, а для дюймовой — дюймы. Размеры дюймовой резьбы указываются в дробных и целых числах. Шаг дюймовой резьбы в таблицах может указываться в нитках — количестве витков, нарезанных на одном дюйме длины.
Определить соответствующие основные размеры резьбы метрической и дюймовой разных видов можно по специальным таблицам. Пример такой таблицы:
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
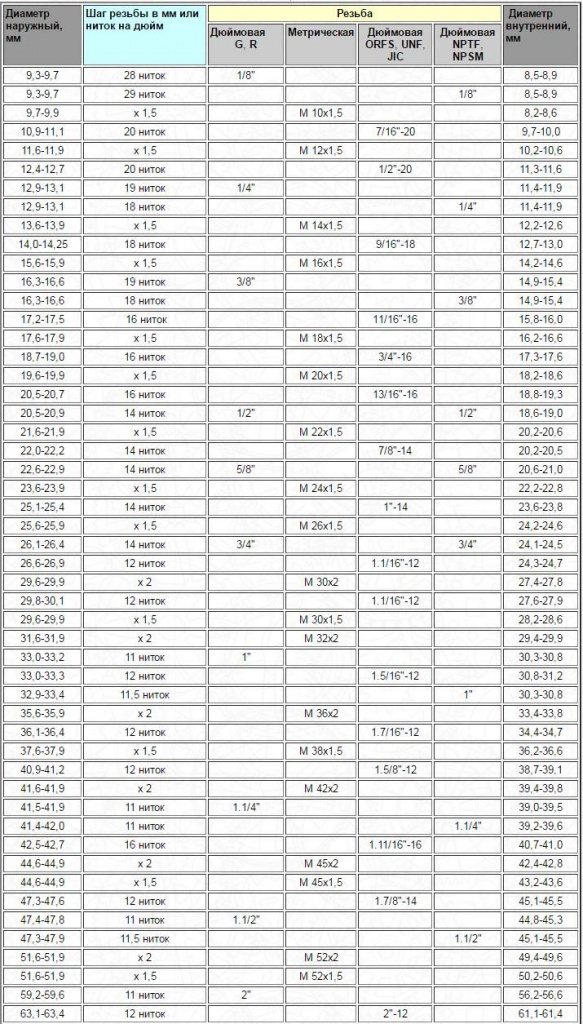
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Трубная цилиндрическая резьба: таблица, размеры (диаметры, шаги и профиль)
Подробности Категория: Справочные таблицы
Трубная цилиндрическая резьба по ГОСТ 6357-81 применяется в цилиндрических резьбовых соединениях, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой по ГОСТ 6211-81.

Размеры трубной цилиндрической резьбы
| Обозначение резьбы | Число шагов z на длине 25,4 мм | Шаг P | Диаметр резьбы | Рабочая высота профиля H1 | Радиус закругления R | H | H/6 | |||
| 1-й ряд | 2-й ряд | Наружн. d = D | Средн. d2 = D2 | Внутрен. d1 = D1 | ||||||
| 1/16» | — | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 1/8» | 9,728 | 9,147 | 8,566 | |||||||
| 1/4» | — | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 3/8» | 16,662 | 15,806 | 14,950 | |||||||
| 1/2» | — | 14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| — | 5/8» | 22,911 | 21,749 | 20,587 | ||||||
| 3/4» | — | 26,441 | 25,279 | 24,117 | ||||||
| — | 7/8» | 30,201 | 29,039 | 27,877 | ||||||
| 1» | — | 11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| — | 1 1/8» | 37,897 | 36,418 | 34,939 | ||||||
| 1 1/4» | — | 41,910 | 40,431 | 38,952 | ||||||
| — | 1 3/8» | 44,323 | 42,844 | 41,365 | ||||||
| 1 1/2» | — | 47,803 | 46,324 | 44,845 | ||||||
| — | 1 3/4» | 53,746 | 52,267 | 50,788 | ||||||
| 2» | — | 59,614 | 58,135 | 56,656 | ||||||
| — | 2 1/4» | 65,710 | 64,231 | 62,752 | ||||||
| 2 1/2» | — | 75,184 | 73,705 | 72,226 | ||||||
| — | 2 3/4» | 81,534 | 80,055 | 78,576 | ||||||
| 3» | — | 87,884 | 86,405 | 84,926 | ||||||
| — | 3 1/4» | 93,980 | 92,501 | 91,022 | ||||||
| 3 1/2» | — | 100,330 | 98,851 | 97,372 | ||||||
| — | 3 3/4» | 106,680 | 105,201 | 103,722 | ||||||
| 4» | — | 113,030 | 111,551 | 110,072 | ||||||
| — | 4 1/2» | 125,730 | 124,251 | 122,772 | ||||||
| 5» | — | 138,430 | 136,951 | 135,472 | ||||||
| — | 5 1/2» | 151,130 | 149,651 | 148,172 | ||||||
| 6» | — | 163,830 | 162,351 | 160,872 | ||||||
| При выборе размеров резьб 1-й ряд следует предпочитать 2-му |
Трубная цилиндрическая резьба — длины свинчивания
| Обозначение размера резьбы | Длина свинчивания | |
| Нормальная (N) | Длинная (L) | |
| 1/16» | 4-12 | > 12 |
| 1/8» | ||
| 1/4» | 5-16 | > 16 |
| 3/8» | ||
| 1/2» | 10-30 | > 30 |
| 5/8» | ||
| 1» | ||
| 1 1/8» | ||
| 1 1/4» | ||
| 1 3/8» | ||
| 1 1/2» | 12-36 | > 36 |
| 1 3/4» | ||
| 2» | ||
| 2 1/4» | ||
| 2 1/2» | ||
| 2 3/4» | ||
| 3» | ||
| 3 1/4» | 13-40 | > 40 |
| 3 1/2» | ||
| 3 3/4» | ||
| 4» | ||
| 4 1/2» | ||
| 5» | ||
| 5 1/2» | ||
| 6» |
Условное обозначение для левой резьбы дополняется буквами LH.
Примеры условного обозначения резьбы:
— класса точности А: G 1/2-A;
— левой резьбы класса точности В: G 1/2LH-B.
Длина свинчивания N в обозначении резьбы не указывается.
Длина свинчивания L указывается в миллиметрах — G 1/2LH-B-40.
Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
Резьбовые соединения этого вида предназначены для работы в условиях высокого давления, применяются в гидравлических системах мобильного инструмента, приводящих в движение тяжелые механизмы (гидростанции), для подключения гибких рукавов и муфт, рассчитанных на давление 700 и более бар. Данный вид резьбового соединения имеет следующие особенности:
- ГОСТ регламентирует не только максимальный наружный диаметр в 6″, но и длину нарезки, которая разбивается на полную длину и рабочую часть.
- Уклон конуса имеет соотношение 1:16 по всей длине, ход резьбовой насечки включает в себя четыре позиции и привязан к внешнему диаметру.
- Маркировка включает в себя номинальный диаметр резьбы в дюймах и тип изделия, который обозначается латинской буквой R с дополнительными символами C и Р, означающими внутреннюю коническую или внутреннюю цилиндрическую нарезку. Направление указывается для левостороннего исполнения, имеет символьное обозначение LH.
Правила обозначения американской дюймовой резьбы
Дюймовой американской резьбой все больше стали интересоваться в связи с популярностью на отечественном рынке приборов, машин и автомобилей, для сборки которых необходимы различные элементы крепежа ANSI (американской системы обозначения). Принятая в России система обозначения сильно отличается от правил обозначения, справедливых для дюймового крепежа.
В Америке используются для описания крепежа две системы стандартов:
- для материалов и механических свойств крепежа используют ASTM,
- для описания размеров и геометрии резьбового крепежа используется американский стандарт ANSI.
В них за единицу измерения длины приняты дюймы, поэтому она называется дюймовой, а для измерения силы – фунты. Именно поэтому потребителям сложно разобраться в обозначениях на импортных крепежных деталях. Чтобы правильно подобрать нужный крепеж, следует помнить, что сила указывается в фунтах, а длина – в дюймах; диаметр резьбы и прочие параметр размеров обозначают целыми числами или частями дюйма в зависимости от типа крепежа. К примеру, 1/6 или 1/2. Из этого правила есть исключения: если диаметр резьбы не превышает дюйма и не является целой дробью.
В американских стандартах использованы таблицы, где каждому диаметру присвоен свой номер, а для определенных диаметров есть и свои размеры шага резьбы. Шаг резьбы в американских стандартах – это число полных витков резьбы, которые помещаются на 1 дюйме стержня. Если крепеж имеет одинаковую длину, то это не значит, что у него одинаковые шаги. Шаги в таких случаях могут быть крупные (резьба UNC) или мелкие (резьба UNF). Чем крупнее шаг, тем меньше витков будет у резьбы на 1 дюйм. Чтобы легко подобрать крепеж, существуют специальные таблицы, которые помогут сориентироваться в непривычной для российских потребителей американской системе.
Параметры резьбы UNC и резьбы UNF приведены ниже:
| Номинальный размер | Наружный диаметр (мм.) | UNC, ниток на дюйм | UNF, ниток на дюйм |
| №0 | 1,524 | 64 | 80 |
| №1 | 1,778 | 64 | 72 |
| №2 | 2,184 | 56 | 64 |
| №3 | 2,515 | 48 | 56 |
| №4 | 2,845 | 40 | 48 |
| №5 | 3,175 | 40 | 44 |
| №6 | 3,505 | 32 | 40 |
| №8 | 4,165 | 32 | 36 |
| №10 | 4,826 | 24 | 32 |
| №12 | 5,486 | 24 | 28 |
| 1/4 | 6,35 | 20 | 28 |
| 5/16 | 7,937 | 18 | 24 |
| 3/8 | 9,525 | 16 | 24 |
| 7/16 | 11,113 | 14 | 20 |
| 1/2 | 12,7 | 13 | 20 |
Обозначение резьбы, как правило, включает в себя буквенное обозначение типа резьбы и ее номинальный диаметр. Иногда в обозначении приводятся:
- шаг резьбы (или TPI — threads per inch — число витков на дюйм),
- число заходов для многозаходной резьбы,
- диаметр отверстия под резьбу,
- направление (левое, правое).
Следует помнить, что 1 дюйм ≈ 25,4 мм.
Пример: болт с американской резьбой 1/4” – 28UNFх2 1/2”