Шаг резьбы
Содержание:
- Параметры резьбы и ее разновидности
- Основные размеры метрических резьб
- Как отличить метрическую резьбу от дюймовой
- Допуски и длина свинчивания дюймовой трубной резьбы
- Принципы обозначения
- Ход и шаг
- Классы точности и правила маркировки
- Нарезание наружной резьбы плашкой
- Таблицы размеров дюймовых и метрических мелких и крупных резьб
- Указываемые параметры
- Заключение
Параметры резьбы и ее разновидности
Процесс нарезания внутренних канавок в отверстии метчиком:1 – вороток; 2 – метчик; 3 – деталь с подготовленным отверстием
Принято делить резьбы по типам и назначению. Есть несколько критериев, которыми пользуются для определения определенного вида:
единицы измерения. Основными мировыми исчислениями для техники являются СИ и дюймовая система. Принято пользоваться миллиметрами или дюймами
Важно! При создании трубопроводной сети используют дюймовую трубную резьбу;
в зависимости от числа нарезаемых ручьев принято делить на: одно-, двух- и трехзаходные резьбовые изделия. Большее количество применяется крайне редко;
важным показателем является вид профиля вырезаемой канавки
Чаще всего применяют треугольный вид. Он может иметь 60 ⁰ при вершине (метрические) или 55 ⁰ – дюймовые. Помимо этого изготавливают прямоугольные (для ходовых винтов и гаек), круглые (для электрических ламп) и трапециевидные (упорные типы);
по направлению вращения делят на: правые (если смотреть вдоль оси и движении вперед, то вращение происходит по часовой стрелке), левые – закручивание производится вращением против часовой стрелки;
уже отмечалось, что нарезают канавки снаружи (наружная) и внутри (резьба в отверстии);
по форме образующей поверхности: цилиндрическая (распространена повсеместно) и коническая (используется при изготовлении затягивающихся пробок);
назначение резьбовых сочленений может быть различным: крепежное (соединяет детали в единый узел); крепежно-уплотнительный (не только фиксирует детали между собой, а также предотвращает проникновение газов и жидкостей между соединяемыми изделиями); ходовые, предназначенные для ориентированного перемещения вдоль оси винтовой поверхности на заданное расстояние.
Основные параметры резьбового соединения (метрическая, заглавные буквы обозначают внутреннюю поверхность гайки, строчные – отвечают за наружную болта):
d – наружный диаметр болта, на поверхности которого нарезается резьба. Номинальный параметр, мм;
D – наружный диаметр резьбы на гайке, мм;
d₂ – значение среднего диаметра на болте, мм;
D₂ – размер среднего диаметра гайки, мм;
D₁ – диаметр гайки внутри канавок, мм;
d₁ – диаметр болта по внутренней поверхности винтовой линии, мм;
D₁ – минимальный диаметр канавки на гайках, мм;
d₃ – минимальный диаметр болта по канавкам, мм;
Р – резьбовой шаг, мм;
Н – высота треугольника, задающего профиль резьбы.
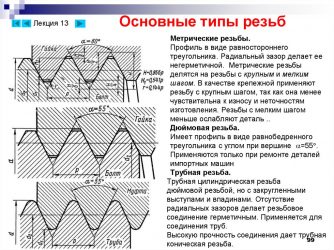
Основные типы резьбы
На практике чаще всего используется метрическая резьба. Ее обозначают буквой М (в импортном исполнении могут указывать букву J). Рядом указывается число, характеризующее номинальный диаметр соединения. Но кроме обычных метрических исполнений используются еще ряд специальных:
МК (JK) – метрическая для конусов;
G или R – дюймовая трубная. Для отечественных пользователей на чертежах указывается значок дюйма (“) и надпись трубная;
Е – круглая с профилем Эдисона используется для электрических ламп. В отечественном исполнении принято указывать номинальный диаметр и добавлять круглая электроламповая
Внимание! На практике специального инструмента для нареки подобных устройств нет. Винтовая линия производится накатыванием на тонкостенную жесть
Подобные операции выполняются в условиях крупных предприятий;
Тr – трапециевидная поверхность профиля. В отечественных изделиях обязательно прописывается слово трапециевидная с обязательным указанием параметров трапеции;
Кр – появление на рынке сантехнической арматуры импортного исполнения привело к тому, что появилась круглая резьба для санитарно-технических устройств, изготавливаемых на базе сплавов меди. Использование подобных изделий ограничено, но некоторые могут с ними столкнуться в повседневной практике;
S и S45 – упорный тип профиля резьбового соединения. Имеет довольно ограниченное применение. Она встречается в станках, а также на судах. S45 указывает на усиленное исполнение;
BSW, UTS – так обозначают дюймовые резьбы в спецификациях. BSW – это цилиндрическое исполнение. UTS – конический вид винтовой линии;
NPT – для нефтяников существует свой стандарт резьбовых соединений труб. Здесь традиционно применяется дюймовый размер. В зависимости от диаметра могут использоваться треугольные или прямоугольные виды профилей.
Основные типы резьбы по ГОСТ и отраслевым стандартам
Основные размеры метрических резьб
(выборкаиз ГОСТ8724 — 81)
| Номинальный (наружный) диаметр резьбы, ммd | Шаг резьбы, ммP |
| 6 | 1,0; 0,75; 0,5 |
| 8 | 1,25; 1,0; 0,75; 0,5 |
| 10 | 1,5; 1,25; 1,0; 0,75; 0,5 |
| 12 | 1,75; 1,5; 1,25; 1,0; 0,75; 0,5 |
| 16 | 2.0; 1,5; 1,0; 0,75; 0,5 |
| 20 | 2,5; 2,0; 1,5; 1,0; 0,75; 0,5 |
| 24 | 3,0; 2,0; 1,5; 1,0 |
| Внутренний диаметр резьбы: .Средний диаметр резьбы: . |
Обозначениеметрической резьбы cноминальным диаметром d=12мм, с крупнымшагом P= 1,75 мми с правой нарезкой: М12.
Обозначениеметрической резьбы cноминальным диаметром d=12мм, с мелкимшагом P= 1,25 мми с правой нарезкой: М12x1,25.
Обозначениеметрической резьбы cноминальным диаметром d=12мм, с крупнымшагом и с левой нарезкой: М12LH.
Метрическая(цилиндрическая)резьбас трапецеидальным профилемявляетсяосновным типом ходовойрезьбы (трапецеидальнаярезьба).Диаметрыи шагитрапецеидальной резьбы выполняются поГОСТ24738 — 81. Применяетсявреверсивных механизмахдля преобразования вращательногодвижениягайки в поступательное движение винтаили, наоборот, при значительных нагрузках.
Основноедостоинство трапецеидальных резьб– невысокий коэффициент приведенноготрения и соответственновысокий к.п.д.. Угол профиля стандартнойрезьбы = 300. Зазоры по наружному и внутреннемудиаметрам предусмотрены для смазки.Резьба стандартизирована для диаметровот 8 до 640 мм. Для каждого диаметрапредусмотрены 3 и более шагов.Трапецеидальнаярезьба может быть однозаходной илимногозаходной.
Основные размеры трапецеидальных резьб
(выборкаиз ГОСТ24738 — 81)
| Номинальный (наружный) диаметр резьбы, ммd | Шаг резьбы,ммP | Внутренний и средний диаметры резьбы, мм, |
| 10 | 2 | |
| 12, 14 | 3 | |
| 16, 18, 20 | 4 | |
| 22, 24, 26, 28 | 5 | |
| 30, 32, 34, 36 | 6 | |
| 38, 40, 42, 44 | 7 | |
| 46, 48, 50, 52 | 8 | |
| 55, 60 | 9 |
Обозначениетрапецеидальнойтрёхзаходной резьбыcноминальным диаметром d= 30мм,с шагом P= 6 мми с правой нарезкой: Tr30x18(P6).
Обозначениетрапецеидальнойоднозаходной резьбы cноминальным диаметром d= 60мм,с шагом P= 9 мми с левой нарезкой: Tr60x9 LH.
Расчётные зависимости для определения кпд и действующих напряжений
КПДрезьбы винтового соединения определяетсяпо формуле:
,
где –приведенныйугол трения:
, град;
–уголпрофиля резьбы, град;
–уголтрения:
, град;
f – коэффициенттрения между винтом и гайкой, принимаемый
равным0,1 – 0,2;
–уголподъема резьбы по среднему диаметру:
, град.
Вболтовых соединениях при завинчиваниигайки в резьбе действует крутящий момент,обеспечивающий возникновение в соединенииосевой нагрузки.При заданной величине осевой нагрузкикрутящий момент завинчивания гайкиопределяется по формуле:
При расчётерезьбового соединения на растяжениепроверке на прочность подлежат:
– тело резьбовогостержня на растяжение по формуле:
, ;
– виткирезьбы на срез:
, ;
– виткирезьбы на смятие:
, .
Здесь,,– допускаемые напряжения на растяжение,срез и
насмятие;
–рабочаядлина резьбы, находящаяся под нагрузкой,мм;
–количестворабочих (нагруженных) витков резьбы:
– расчётныйкоэффициент, учитывающий тип резьбы(для треугольной
метрическойрезьбы = 0,87; длятрапецеидальной резьбы = 0,65);
– коэффициентнеравномерности распределения нагрузкипо виткам резьбы, принимаемый равным0,5 – 0,7.
Приложение.Образец бланка.
Студент(ка)
Группа
Кафедра«Промышленное и гражданское строительство»
Как отличить метрическую резьбу от дюймовой
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение
Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Читать также: Параллельное соединение светодиодной ленты
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Допуски и длина свинчивания дюймовой трубной резьбы
ГОСТ 6357 устанавливает допуски (отклонения), которые может иметь дюймовая трубная резьба. Они отсчитываются от номинального профиля в перпендикулярном к ее оси направлении.
Длина свинчивания может быть короткой, нормальной или длинной
Для допусков резьбового среднего диаметра характерно разбиение на два класса точности: А и В. Соответствующие значения для трубной резьбы дюймовой (ГОСТ 6357) даны в таблице (условные обозначения как в Таблице 1).
Таблица 3
| Обозначение резьбы | Шаг, *10 мм | Внутренняя резьба | Наружная резьба | ||||
| Диаметры | |||||||
| Внутренний | Средний | Средний | Наружный | ||||
| Допуски, *10 мкм | |||||||
| Для класса А | Для класса В | Для класса А | Для класса В | ||||
| a | 0,0907 | 28,2 | 10,7 | 21,4 | 10,7 | 21,4 | 21,4 |
| b | |||||||
| c | 0,1337 | 44,5 | 12,5 | 25,0 | 12,5 | 25,0 | 25,0 |
| d | |||||||
| e — h | 0,1814 | 54,1 | 14,2 | 28,4 | 14,2 | 28,4 | 28,4 |
| 1, j – n, 2 | 0,2309 | 64,0 | 18,0 | 36,0 | 18,0 | 36,0 | 36,0 |
| 6, o – v, 5, 3,4 | 21,7 | 43,3 | 21,7 | 43,4 | 43,4 |
Числовые значения для допусков в документе 6357 (4) установлены эмпирическим путем. Также в ГОСТ приведены длины свинчивания, которые разделены на 2 группы: длинные и нормальные. Соответствующие значения в миллиметрах даны в таблице (условные обозначения соответствуют Табл. 1).
Таблица 4
| Обозначение резьбы | Шаг, *10 | Нормальная длина свинчивания | Длинная длина свинчивания |
| a | 0,0907 | 4-12 | >12 |
| b | |||
| c | 0,1337 | 5-16 | >16 |
| d | |||
| e – h | 0,1814 | 7-22 | >22 |
| 1, j, k, m | 0,2309 | 10-30 | >30 |
| 2, l, n – q, 3 | 12-36 | >36 | |
| 6, 4, r – v, 5 | 13-40 | >40 |
Значения длины свинчивания в ГОСТ 6357 также определены эмпирическим путем.
И для внутренней, и для наружной резьбы существуют предельные отклонения по параметрам
Принципы обозначения
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
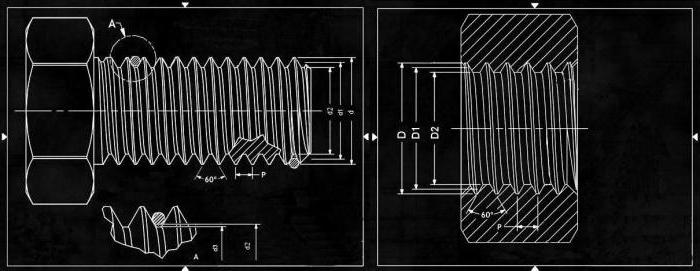
Наружный и внутренний виды резьбы
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Читать также: Поисковая катушка для металлоискателя своими руками
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
1.
В каких единицах измеряется метрическая резьба: •В мм2.
В каких размерах (единицах) выражается шаг дюймовой резьбы: •Число витков на длине 1 дюйма3.
В комплект, состоящий из 3 метчиков, входят, черновой, средний и чистовой метчики. У которого из них заборная часть имеет 3-4 срезанных нитки: •Черновой4.
Высоколегированные стали имеют суммарное содержание легирующих элементов •Более 10%5.
Для лекальных, граверных работ и для зачистки применяются: •Надфили6.
Для обработки какого материала предназначены рашпили •Очень мягких металлов и неметаллов7.
Для опиливания стали и чугуна применяют напильники •С двойной насечкой8.
Для разметки стальной поверхности нанесения линий (рисок) применяют: •Чертилку9.
Для чего перед шабрением поверхность детали окрашивают: •Для выявления неровностей10.
За один рабочий ход шабером снимается слой металла толщиной •0,005-0,07 мм11.
Зенкерование применяется для: •Обработки отверстий полученных ковкой, штамповкой, литьем и предварительно просверленных12.
Зенкерование применяют для: •Увеличения отверстия под головки болтов и винтов13.
Изменение формы и размеров изделия под действием внешне и внутренней силы называется: •Деформация14.
Инструмент, применяемый при рубке металла •Применяется: слесарная ножовка, труборез, ножницы по металлу15.
Казалось бы что в трубах сложного? Соединяй и крути. Но, если вы не сантехник и не инженер с профильным образованием, то обязательно возникнут вопросы за ответами на которые придется идти куда глаза глядят. А глядят они скорее всего первым делом в интернет )
Ранее мы уже говорили о диаметрах металлических труб в этом материале . Сегодня же попробуем внести ясность в резьбовые соединения труб различного назначения. Мы постарались не загромождать статью определениями. Базовую терминологию содержит ГОСТ 11708-82 с которым каждый может ознакомиться самостоятельно.
Ход и шаг
Важными резьбовыми элементами являются:
- Шаг.Этот параметр представляет собой расстояние, на котором расположены одноименные точки профиля в направлении, параллельном оси. Это участок, который разделяет одноименные точки на двух соседних витках. Обозначается буквой «Р». Исходя из размера диаметра изделия, используются соединения с шагами:
- крупным (основным);
- мелким.
Для изделий диаметром менее 68 мм применяются резьбы с крупными и мелкими шагами. Только с мелкими шагами нарезаются резьбы на изделия диаметром более 68 мм.
- Ход резьбы.Под этим определением следует понимать отрезок, длиной равной расстоянию по направлению, параллельному оси резьбы, между двумя одинаковыми точками на рядом расположенных витках одного захода. Обозначается Ph. Он равен у:
- однозаходной – шагу, т.е. Ph=P;
- многозаходной – произведению количества заходов на длину шага, т.е. Ph=nP.
Шаг указывается на маркировке, также его можно определить из параметрических таблиц. Крупные шаги, они являются основными, на маркировке не указываются. Также шаг определяется путем:
- измерения резьбовыми калибрами (резьбомерами);
- сопоставления резьб различных деталей между собой;
- ввинчивания во внутреннюю резьбу наружной, при этом не должно быть сопротивления ввинчиванию;
- измерения с помощью штангенциркуля хода и деления полученного значения на число заходов.
Для измерения шага рекомендуется использовать болт, а не гайку, потому что есть возможность контролировать процесс измерений визуально. Цель определения шага – правильный выбор инструмента для нарезания или сверла под отверстие для резьбы.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
| Номинальный диаметр
резьбы, мм |
Шаг, P | Диаметр стержня, мм | |
| номинальный | минимальный | ||
| 5 | 0,8 | 4,92 | 4,82 |
| 6 | 1 | 5,89 | 5,79 |
| 8 | 1,25 | 7,87 | 7,76 |
| 10 | 1,5 | 9,85 | 9,73 |
| 12 | 1,75 | 11,83 | 11,7 |
| 14 | 2 | 13,8 | 13,67 |
| 16 | 2 | 15,8 | 15,67 |
| 18 | 2,5 | 17,8 | 17,62 |
| 20 | 2,5 | 19,8 | 19,62 |
| 22 | 2,5 | 21,8 | 21,62 |
| 24 | 3 | 23,79 | 23,57 |
| 27 | 3 | 26,79 | 26,57 |
| 30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Таблицы размеров дюймовых и метрических мелких и крупных резьб
Теперь мы представим сравнительные табличные данные. Сразу укажем, что невозможно и нецелесообразно в рамках одной данной статьи предоставлять все нормативные документы, поскольку узнать исчерпывающую информацию по всем типоразмерам можно в соответствующих ГОСТах. Мы представим самые распространенные. Сначала отметим, что шаг бывает:
- более 68 мм;
- до 68 мм включительно.
Отсюда приведем два списка с рассматриваемой маркировкой и указанием в миллиметрах:
| Обозначение | Укрупненная спираль, мм |
| М1 | 0.25 |
| М1.2 | 0.25 |
| М1.4 | 0.3 |
| М1.6 | 0.35 |
| m1.8 | 0.35 |
| m2 | 0.4 |
| М2.2 | 0.45 |
| М2.5 | 0.45 |
| М3 | 0.5 |
| М3.5 | 0.6 |
| М4 | 0.7 |
| М5 | 0.8 |
| М6 | 1.0 |
| М8 | 1.25 |
| М10 | 1.5 |
| М12 | 1.75 |
| М14, 16 | 2.0 |
| М18, 20, 22 | 2.5 |
| М24, 27 | 3.0 |
| М30, 33 | 3.5 |
| М36, 39 | 4.0 |
| М42, 45 | 4.5 |
| М48, 52 | 5.0 |
| М56, 60 | 5.5 |
| М64, 68 | 6.0 |
Отличия от метрической
И так как все развитие резьбового инструмента пришлось преимущественно на Великобританию и ее колонии, то использовалась дюймовая система исчисления
Интересно, что само слово произошло из голландского языка и означает большой палец, потому что в Англии измеряли все, принимая во внимание части человеческого тела. Поэтому английский дюйм – это ни что иное как ширина большого пальца руки или 1/12 часть фута, то есть мужской стопы
Исчисление весьма интересное, особенно исходя из того, что все люди, мягко говоря, разные. История умалчивает, ноги и руки какого «эталонного» англичанина подвергались измерению.
Сейчас, безусловно, все соответствия между мерами длины давно запротоколированы, и математики всех стран сошлись на том, что в 1 единице находится ровно 2 сантиметра и 54 миллиметра. Можно даже рассчитать шаг для дюймовой резьбы без таблицы. Но этого можно не делать вручную, ведь вся конвертация из одной меры в другую уже проведена.
Так появилась указанная нами в заглавии шкала. Но зачем ее менять на метрическую? В 1801 году Э. Уитни сделал увлекательное представление, целью которого было доказать, что всему миру необходима полная взаимозаменяемость деталей – как внутри одной страны, так и между государствами. Так он положил на стол несколько полных комплектов для сборки одинакового оружия, но разного производства. А затем собрал один готовый мушкет из разных запчастей – по одной из каждой кучки. С этого момента появилась и затем внедрялась идея унификации, которая воплотилась в сегодняшних нормативных документах: ГОСТ, ДСТУ, DIN, ISO и других.
Интересен тот факт, что из-за постоянного соперничества Великобритании и Франции, первые «вставляли палки в колеса» индустриальному развитию. Они давали неверную информацию, делали так, чтобы французы могли собирать английскую технику и машины только инструментом, привезенным из Англии. Но после революции система была усвоена и переведена на привычную для Франции метрическую. А в России, кстати, сам Менделеев был противником древнерусских измерений с локтями, саженями, аршинами и прочими единицами.
Метры распространили по Европе именно французы во время завоеваний Наполеона. Но так как в Англию он не заходил и не покорял ее, то там осталась привычная дюймовая, как и во всех колониальных странах – в Америке, Японии, Канаде, Австралии. К слову, сами американцы и англичане называют ее имперской.
Вроде бы понятно, что разница только в методике исчислений, но есть и отличительные черты в нанесении резьбовых соединений, а именно:
- профиль;
- порядок вычисления шага и хода.
Также может меняться угол нарезки – он обычно составляет 55 градусов, а в более привычной нам метрической – все 60. На самом деле на уровне небольших гаек и болтов этот наклон фактически незначительный, но все же для крепкого стыка рекомендовано подбирать крепежную пару соответствующих координат.
Выше мы сказали, что с конвертацией из одного исчисления в другое математики уже определились, соотношение составляет 1 к 2,54 сантиметрам. Опять вдаваться в историю производства метизов не будем, а просто упомянем как факт, что при переделке маркировок с английской на французскую манеру используется не стандартный параметр, а специальный – трубный. Один такой дюйм (международное сокращение и то, как обозначается дюймовая резьба, – двойной апостроф – ?) равен 3,324 см. Отсюда и делаем вывод, что порядок вычисления является особенным. Так, например, диаметр 3/4? = 25 мм. Приведем краткую таблицу их соотношений в двух системах:
| значение | наружный d, мм | внутренний d, мм |
| 3/16 | 4,762 | 3,408 |
| 1/4 | 6,35 | 4,724 |
| 3/8 | 9,525 | 7,492 |
| 1/2 | 12,7 | 9,989 |
| 3/5 | 19,05 | 15,798 |
| 1 | 22,225 | 21,334 |
| 1; 1/2 | 38,1 | 32,679 |
Хочется отметить, что такая маркировка смотрится лаконичнее.
Указываемые параметры
В многозаходных резьбах шаг указан отдельно (в скобках), а на его месте указывается количество заходов. Вот как этот и другие дополнительными параметры указываются при маркировке:
- (P1) — где P — это шаг в 1 мм, а витков — 3 (пример: M42×3(P1));
- LH — левая резьба (пример: M40×2LH);
- МК — метрическая резьба коническая (пример: МК24х1,5);
- EG-M или GM, где G обозначает резьбу на цилиндрической основе проволочной вставки или фитинга (пример: EPL 6-GM5);
- g,h,H — поле допусков, составляет допуск среднего диаметра в сочетании с диаметром выступа (пример: М12-6g), а при разных допусках внутреннего и внешнего диаметров в маркировке обозначаются оба допуска (пример: М12-6g/8H).
Заключение
Данный инструмент точно заслуживает внимания, должен быть в арсенале самоделкина, если пользоваться им с умом, то он прослужит долго.
В основном я использую этот метчик для нарезания резьбы в стальных уголках для крепления вспышек, прожекторов и прочего оборудования. Так же удобно делать широкие устойчивые площадки для фотоаппарата и через переходники прикручивать штативное головки. Получается низкий устойчивый штатив. Ну ещё я переделал старый фотоувеличитель УПА 510, на его штативе так же нарезал резьбу и использую его при макросъемке и съемке видео.
Ну и напоследок несколько фоток, что я сделал с его помощью:
Универсальная пластина для крепления всего чего хочется!
На кусок оргстекла толщиной 8 мм с помощью винтов прикрепил стальную пластину толщиной 2 мм, просверлил сквозные отверстия диаметром 5 мм и нарезал в них резьбу 1/4″-20, а для удобства еще и несколько отверстий с резьбой М6.
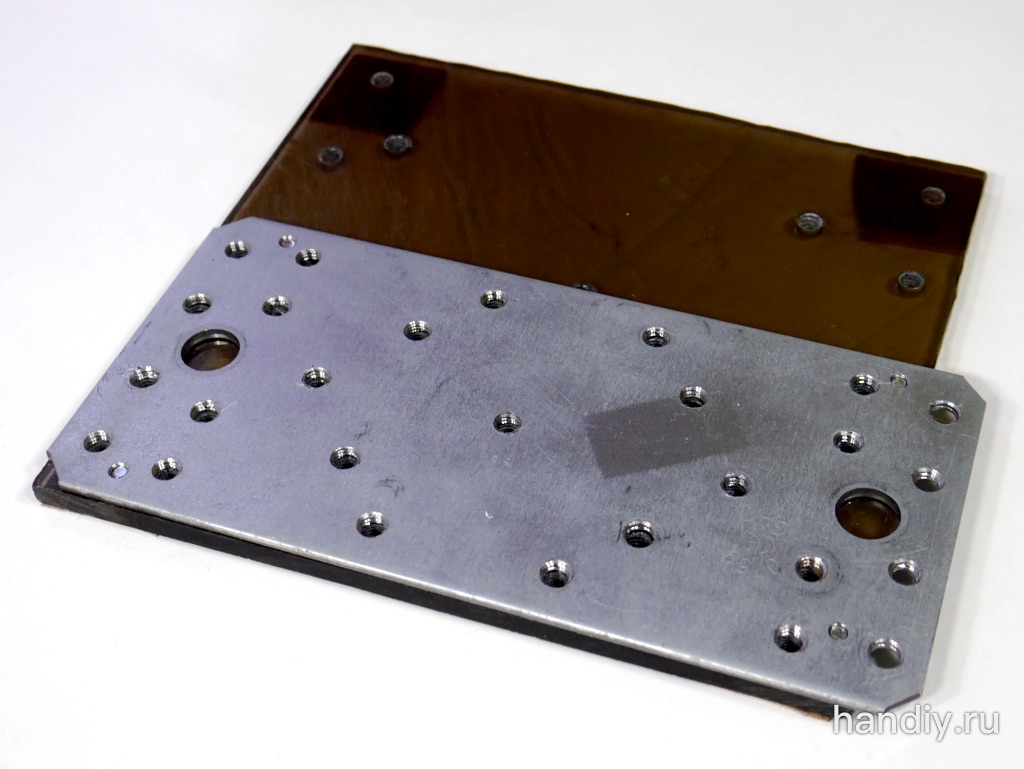 Универсальная пластина для крепления принадлежностей с нарезанной в отверстиях внутренней резьбой 1/4″-20
Универсальная пластина для крепления принадлежностей с нарезанной в отверстиях внутренней резьбой 1/4″-20
Штатив для света, фотовспышки, телефона своими руками. Устойчивое основание, мебельный стальной уголок толщиной 4 мм с отверстиями диаметром 5,5 мм и нарезанной в них резьбой 1/4″-20, адаптер переходник с наружной резьбой 1/4″-20 и 3/8″-16, шаровая головка с посадочной внутренней резьбой 3/8″-16, видеосвет WanSen W12II LED.
 Стальной уголок на универсальной пластине с прикрепленным к нему переходником 3/8″-16-1/4″-20, шаровой головкой и накамерный свет.
Стальной уголок на универсальной пластине с прикрепленным к нему переходником 3/8″-16-1/4″-20, шаровой головкой и накамерный свет.
Низкий устойчивый штатив для фотоаппарата или видеокамеры своими руками. Универсальная пластина, адаптер 1/4″-20 3/8″-16, штативная шаровая головка, ну и зеркальный фотоаппарат Canon EOS 600D для полноты композиции:).
 Низкий устойчивый штатив своими руками. Универсальная пластина, переходник адаптер 3/8″-16 — 1/4″-20, шаровая головка, фотоаппарат Canon
Низкий устойчивый штатив своими руками. Универсальная пластина, переходник адаптер 3/8″-16 — 1/4″-20, шаровая головка, фотоаппарат Canon Стальной уголок для крепления видео-света (прожекторов) с нарезанной внутренней резьбой 1/4″-20
Стальной уголок для крепления видео-света (прожекторов) с нарезанной внутренней резьбой 1/4″-20
Штатив для видео и макросъемки своими руками из старого фотоувеличителя УПА 510. Массивное основание, жесткий штатив с ручкой регулировки по высоте делают его удобным для макросъемки и видео. Снял с него осветитель и блок крепления объектива. Сделал несколько отверстий диаметром 5 мм и нарезал резьбу 1/4″-20. Через переходник креплю шаровую головку и фотоаппарат. С помощью мебельных уголков различных размеров изменяю конструкцию по своему усмотрению.
 Переделал старый фотоувеличитель УПА-510 в штатив для макросъемки и съемки видео. Нарезал резьбу 1/4″-20, соединил переходник-адаптер и шаровую голову для фотоаппарата
Переделал старый фотоувеличитель УПА-510 в штатив для макросъемки и съемки видео. Нарезал резьбу 1/4″-20, соединил переходник-адаптер и шаровую голову для фотоаппарата
Штатив для смартфона своими руками. Любите снимать видео? А таскать с собой громоздкое и тяжелое оборудование? Небольшой штатив для телефона — незаменимая вещь! занимает совсем мало места и позволяет снимать устойчивую картинку. Держатель, маленькая шаровая головка, адаптер-переходник, основание.
 Штатив для телефона своими руками. Тяжелое основание, болт с отверстием в шляпке и нарезанной внутренней резьбой 1/4″-20, адаптер переходник, маленькая шаровая головка для фото, держатель для телефона
Штатив для телефона своими руками. Тяжелое основание, болт с отверстием в шляпке и нарезанной внутренней резьбой 1/4″-20, адаптер переходник, маленькая шаровая головка для фото, держатель для телефона