Приспособление для заточки свёрл своими руками
Содержание:
- Виды заточки
- Процесс заточки
- Виды материала изготовления насадок
- Виды заточных станков
- Как сделать устройство для заточки?
- Виды заточек
- Полезные советы по сверлению нержавейки
- Уменьшение перемычки, и что оно даёт
- Преимущества и недостатки шлифовальных насадок
- Какие 3 условия должна обеспечивать правильная заточка режущей части наконечника при обработке металлов
- Особенности заточки сверла
- Видео описание
- Керамические камни
- 4 Заводские станки и приспособления для заточки сверл
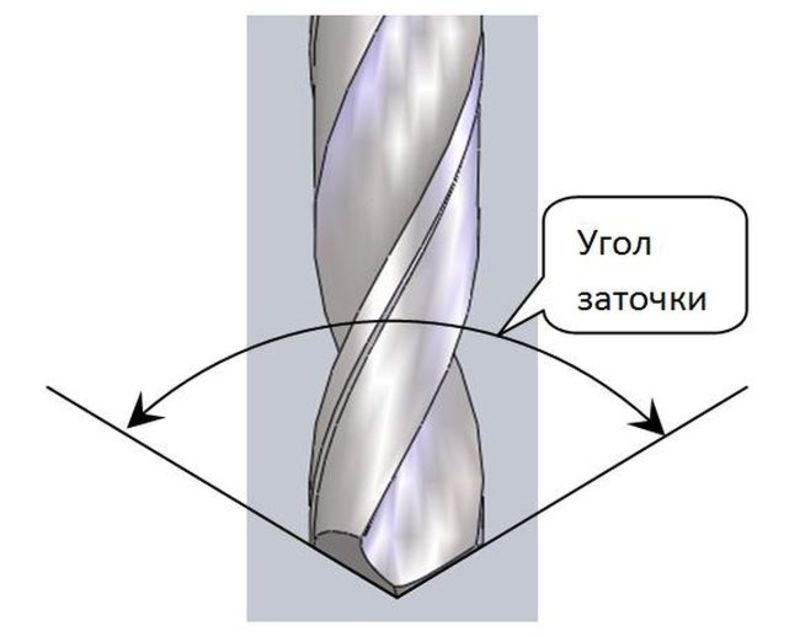
- Угол заточки
- Как изготовить станок для заточки спиральных сверл
- Что необходимо для процедуры
Виды заточки
Проектируя станок для заточки сверл своими руками, стоит учесть виды профилей. Они задаются производителем и остается только восстановить после «слизывания». Основных форм 5:
- Нормальный вид, маркирующийся буквой «Н». Самый распространенный тип, встречающийся на большинстве кромок до 12 миллиметров (для больших диаметров не подходит). При этом формируется только 2 режущие части и 1 поперечная.
- «НП» или нормальная с подточенной перемычкой. В этом случае поперечная короче. Подходит для кромок до 80 миллиметров, так как почти отсутствует нагрузка на заднюю часть.
- С подточкой перемычки и ленточки или «НПЛ». Необходима для сверления крупных отверстий в высокопрочной стали. Уменьшенные поперечные и ленты снижают трения.
- «ДП» или кромки с двойной подточкой. Кроме стандартных 2 кромок, есть еще дополнительные 4, представляющие ломаную линию. Активнее «вгрызается» в металл, снимая больше металла за 1 прокрут.
- Похожая кромка, но имеющая проточку ленты называется «ДПЛ». Сила трения дополнительно снижает трение.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
 Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Виды материала изготовления насадок
Диски для шлифования выбирают по материалу, из которого он изготовлен.
- Наждачное полотно — у него большой диапазон зернистости и жесткости.
- Мягкие материалы, к которым относится виниловая насадка на дрель, прекрасно удаляют с металлических поверхностей следы воздействия коррозии, а также старую грунтовку и шпатлевку. В процессе работы металл не нагревается, деликатная обработка повышает эффективность шлифования.
- Шлифовальные камни. Основное применение — для исправления сложных дефектов при проведении строительных работ, с ними легко обрабатывать металлоконструкции и бетонные поверхности.
Большое разнообразие материалов и конфигураций насадок позволяет применять дрель для шлифовки любых поверхностей. Например, насадка на дрель для полировки автомобиля доведет до блеска окрашенную поверхность, а мелкие насадки, используемые в ювелирном производстве, зачистят самые труднодоступные места изделий.
Виды заточных станков
Чтобы заточить сверло своими руками правильно, необходимо использовать соответствующие станки. Подобные устройства делятся на 2 группы.
- Промышленное оборудование отличается значительной мощностью. С его помощью можно затачивать сверла диаметром в 20 мм и более. Эти станки устанавливаются на крупных предприятиях, причем заточка осуществляется в полуавтоматическом или полностью автоматическом режиме.
- Бытовые станки предназначены для использования в домашних условиях. Также их применяют на небольшом производстве. Подобное оборудование отличается мобильностью, средней мощностью и компактными размерами.
Рекомендации по выбору бытового станка
Если вас интересует вопрос, как заточить сверло по металлу, то обязательно приобретите соответствующий станок. Для домашних условий подойдет недорогая модель со средней мощностью. Она позволит заточить небольшие сверла по металлу.
Естественно, при покупке необходимо обращать внимание на уровень шума, а также конструкцию модели. Оптимальным вариантом станет простой станок, ведь подобрать для него нужные детали будет несложно
Покупать подобные приспособления необходимо только в специализированных местах, поскольку здесь в комплекте предусмотрено наличие технического паспорта. Более того, вам выдадут гарантийный талон.
Как сделать устройство для заточки?
Изготовить самодельную установку, сверяясь по самостоятельно разработанному или чужому чертежу, можно на основе гаечно-болтовых элементов, в качестве насадки на болгарку или дрель.
Из дверных петель
Процесс получения в домашних условиях вспомогательного инструмента для заточки свёрл, собранного из дверных петель, состоит в следующем. Разрежьте надвое одну из петель. Приварите стальной уголок к ней. Нарежьте резьбу под болт в просверленных отверстиях. Приварите к болту барашек для поворачивания упорной части. Зафиксируйте нижнюю часть петли рядом с ручкой болгарки. Верхнюю используйте для перемещения заготовки.
Данное приспособление позволяет подавать сверло по направлению вниз. Задняя грань делается плоской, что приведёт к перегреву сверла. Сориентировать сверло легко, но качество подтачивания затупленной кромки сомнительное.Достоинством такого приспособления является возможность улучшить его конструкцию.
О том, как сделать устройство для заточки сверла из дверной петли, вы можете узнать из видео ниже.
Из гайки
Чтобы сделать насадку для заточки сверла на основе гайки, мастеру нужен лишь минимальный набор расходных материалов.
- Отберите две разные по размеру гайки. На меньшей пропилите 9-миллиметровые разрезы с граней, чьи рёбра располагаются друг по отношению к другу под углом в 120 градусов.
- При помощи сварочного аппарата приварите вторую гайку к первой таким образом, чтобы образовались треугольно расположенные отверстия.
- Вкрутите в меньшую гайку болт, одинаковый по диаметру винтовой канавки с меньшей гайкой. Данный болт зажмёт обрабатываемое сверло.
- Проденьте заготовку в такой держатель. Она жёстко зафиксируется при помощи зажима.
Приспособление на основе гаек для заточки свёрл готово. Оно не даст сточить больше, чем вы хотите. Сверло после затачивания обретёт требуемую остроту и вновь станет работать штатно, как и до затупления. Гайки не дают выставленному углу отклониться от своего изначального значения. Недостаток – сплав, из которого изготовлена гайка, при соприкосновении со шлифовальным кругом частично сточится, так как гайки и болты изготавливают из низкоуглеродистой стали.
Из болгарки
Инструмент для заточки, приобретаемый в магазине, в основном изготовлен из пластиковых комплектующих. У них присутствуют стандартные технологические отверстия и зазоры. Собственноручно изготовленное приспособление – из металла, а не пластиковое. Оно прослужит не месяцы, а едва ли не всю жизнь мастера. Рекомендации заключаются в следующем:
- если применяется болгарка или дрель в качестве привода – затачивающий круг (вращающуюся наждачку) соединяют посредством кольца;
- наждачный конус изготавливается при помощи токарного станка;
- основа с отверстиями под свёрла разных диаметров выполняется из металлического бруска, но можно использовать и деревянный.
Перед изготовлением приспособы полезно ознакомиться, из каких деталей собран промышленный его аналог. Приспособление для болгарки является более лёгким вариантом – заточка и шлифовка болгарочным приводом происходит в штатных, естественных условиях. Закрепить сверло под требуемым углом легко.
Прикрепите к корпусу болгарки стальной уголок, служащий направляющей для инструмента. Отрегулировать угол подачи (наклона) можно вручную. Недостаток – неравномерное стачивающее воздействие на шлифовально-отрезной диск. Подтачивая свёрла в одном и том же положении, пользователь рискует срывом диска на полном ходу из-за постоянной проточки абразивного материала, из которого сделан отрезной круг. Трудоёмкость изготовления данного варианта значительно выше, чем у предыдущего.
Виды заточек
О некоторых видах заточек уже было сказано выше, но ещё раз повторимся. Итак, существует пять разновидностей заточки, которые выбираются из расчёта типа материала и специфики работ, связанных со сверлением.
Первая из них – нормальная под титром «Н». Эта разновидность является универсальной, но применяется лишь в том случае, если необходимо заточить сверло диаметром не больше 12 мм. По сути, на инструменте формируются две режущие кромки и одна поперечная. Для этого приходится выдерживать угол в пределах 118-120°.
И остальные:
- НП – заточка делается с короткой поперечиной, чтобы снизить на неё нагрузки;
- НПЛ – кроме поперечной кромки уменьшается и ширина ленточки, цель – понизить силу трения, которая создаётся между сверлом и заготовкой;
- ДП – это так называемая двойная заточка, где кроме поперечной кромки формируются ещё четыре кромки, которые собой представляют ломаные линии;
- ДПЛ – все тот же предыдущий вариант, только дополнительно подтачивается ленточка.
Правильно проведённая заточка сверла Источник tehnomuza.ru
Полезные советы по сверлению нержавейки
Из нержавеющей стали изготавливают много разных деталей и изделий. Этот металл востребован благодаря своей стойкости к коррозии. Во время обработки бывает нужно сделать отверстие в нем подручными средствами. Дело в том, что от обычной стали сплав отличается повышенной вязкостью, а это чревато быстрым выходом из строя режущего инструмента в связи с перегревом. И здесь возникает вопрос, как просверлить нержавейку в домашних условиях. Видеоуроки на эту тему помогут только в том случае, если знать тонкости проведения таких операций. Не каждый может позволить себе специализированный станок, позволяющий легко проводить обработку сплава. В условиях домашней мастерской чаще можно рассчитывать на обычную дрель и такие же сверла. Поэтому умельцы имеют целый арсенал хитростей, помогающих эффективно просверлить нержавейку.
Уменьшение перемычки, и что оно даёт
Многие недооценивают важность уменьшения поперечной перемычки сверла. А ведь это действие значительно снижает силу трения, что способствует более долгой работе инструмента без заточки
Дело в том, что по мере заточки свёрл (приближения к хвостовику) перемычка становится толще. Именно поэтому её необходимо стачивать. Но делать это следует крайне аккуратно, чтобы не повредить рабочую кромку сверла или не сточить лишнего, сделав перемычку совсем тонкой. В этом случае сверло может отколоться при работе.
ФОТО: Stroy-podskazka.ruПоложение сверла в горизонтальной плоскости для стачивания перемычки
ФОТО: Stroy-podskazka.ruПоложение сверла в вертикальной плоскости для стачивания перемычки
Преимущества и недостатки шлифовальных насадок
Несмотря на обилие решений, подобные приспособления всё же являются вспомогательными и для решения специфических задач не подходят. Один из главных недочётов – вес дрели. Тяжёлый инструмент сложно удерживать на вытянутых руках или над головой. Из-за этого страдает качество обработки поверхности и продолжительность процедуры.
Но там, где высокая точность не требуется, вроде зачистки материалов или обдирки стен, этот момент не критичен. Одним словом, шлифовальная насадка для дрели – бытовое приспособление, не претендующее на профессиональный уровень.
Явный плюс тандема из дрели и насадки – дешевизна с доступностью. Потратив несколько сотен рублей, можно получить более чем адекватную для домашних нужд отдачу. Тогда как покупка профессионального оборудования влетит в серьёзную копеечку. И не факт, что инструмент понадобится после проведения необходимых работ.

Какие 3 условия должна обеспечивать правильная заточка режущей части наконечника при обработке металлов
Затачивание сводится к восстановлению остроты режущей кромки за счет снятия части металла с обратной поверхности.

При этом созданная форма РК и расположение задних поверхностей должны отвечать трем требованиям:
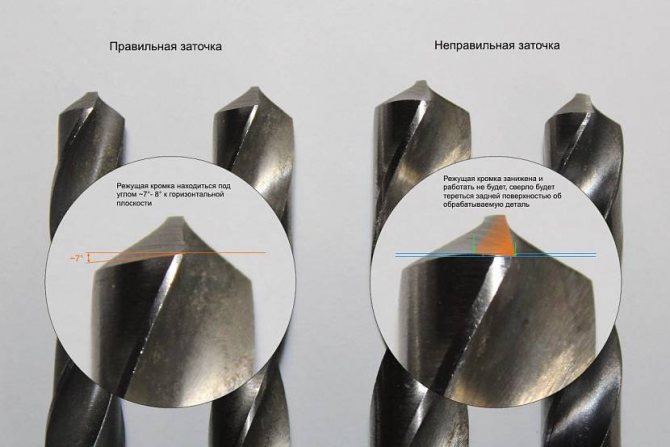
- одинаковый задний угол резания у обеих кромок, лежащий в пределах 7-10 градусов;
- строгая симметричность углов при вершине;
- равенство длин и формы обеих режущих кромок.
Одинаковый задний угол резания у обеих кромок обеспечивает:
- контакт только перемычки и режущей кромки с обрабатываемым металлом;
- небольшое удаление от металла любых других точек задних поверхностей;
Без создания оптимального и одинакового заднего угла резания сверление просто невозможно.
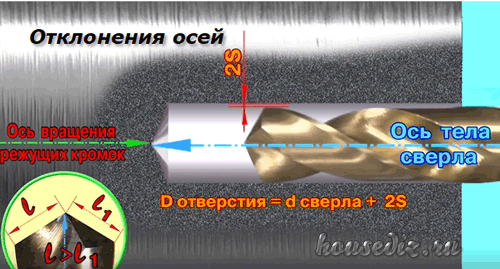
Углы при вершине могут изменяться по величине в зависимости от задач сверления и обрабатываемых материалов. Но они всегда должны быть равны с обеих сторон и расположены максимально симметрично.

Дело в том, что они направляют положение режущего наконечника в металле, формируют его вращение относительно оси РК и перемычки, а не самого сверла. Поэтому их несоответствие требуется сводить к минимуму.

Тогда геометрическая ось сверла совпадет с осью вращения режущей головки, а диаметр создаваемого отверстия будет выполнен точно. При неправильной заточке плоскости РК сформируют разные углы.

Соответственно, ось вращения режущего наконечника сместится в сторону от заданного направления. При этом диаметр создаваемого отверстия будет увеличен на удвоенное отклонение осей.

Этот дефект дополнительно увеличивает механические и тепловые нагрузки, быстрее затупляет режущие кромки, сокращает срок эксплуатации инструмента.
Равенство длин и формы режущих кромок определяет качество сверления.
Если длина каждой стороны резания будет немного отличаться, то происходит смещение осей вращения и геометрической формы.

Оно тоже приводит к увеличению диаметра сверления на удвоенную погрешность.
В этом случае также повышаются механические и тепловые нагрузки, увеличивается износ.
Особенности заточки сверла
Основными правилами, обеспечивающим качественную заточку являются:
- за один проход необходимо снимать незначительный слой металла;
- в процессе выполнения работы выполняется неоднократное охлаждение сверла в водном или водно-содовом растворе;
- скорость вращения наждачного круга должна быть минимально возможной;
- сверло, во время заточки, не должно перегреваться;
- в процессе выполнения работы сверло направляется против движения абразивного круга.
Объем и характер выполняемой работы зависят от вида его износа режущего инструмента. Износ можно квалифицировать по:
- задней поверхности;
- перемычки;
- уголкам;
- фаске;
- передней поверхности.
В зависимости от вида заточки сверла, его технических характеристик, а также назначения, рекомендуются следующие виды их обработки, как-то:
| Вид заточки | Диаметр | Назначение и характеристики угла заточки |
|---|---|---|
| Одинарная нормальная – «Н» | до 12,0 мм | Для универсального применения. Угол– в соответствии с обрабатываемым материалом. |
| Одинарная с подточкой перемычки – «НП» | до 12,0 мм | Для обработки стального литья. Угол– 115-120°. |
| Одинарная с подточкой перемычки и ленточки – «НПЛ» | свыше 12,0 мм | Для стали и стального литья, а также чугуна. Угол– 115-120°. |
| Двойная с подточкой перемычки – «ДП» | свыше 12,0 мм | Для стали и чугуна с неснятой коркой. Заточка выполняется под двумя углами: 116-118° и 70-75°. |
| Двойная с подточкой перемычки и ленточки – «ДПЛ» | свыше 12,0 мм | Для универсального использования. Угол– в соответствии с обрабатываемым материалом. |
| По методу Жирова | свыше 12,0 мм | Используется при обработке хрупких материалов. Основной угол заточки – 118*, дополнительные – 70° и 55°. |
Видео описание
В видео показано, как мастер сделал приспособления, помогающее правильно заточить сверло по металлу:
Как заточить сверло с помощью дрели
Если точильного станка в наличии нет, можно приспособить дрель, на вал которой устанавливают точильный круг. Здесь два варианта проведения процесса:
- зажать дрель в тиски и подводить сверло к камню руками;
- зажать в тисках режущий инструмент и подводить камень с дрелью вручную.
Оба варианта непростые, но второй проще первого.
Как правильно заточить сверло в этом случае:
- режущий инструмент надо установить в тисках в вертикальном положении;
- с помощью круга, установленного на дрель, снимается задняя кромка, цель – удалить следы износа;
- затем производится заточка под требуемым углом – обычно 120°.
Но есть более простой способ. Для этого надо приобрести специальную насадку. Её устанавливают на дрель и вставляют в специальный жёлоб сверло. Последнее относительно вращающегося точильного инструмента располагается под определённым углом, равным углу заточки. Это хорошо видно на фото ниже.

Заточка сверла с помощью дрели и специальной насадки Источник yandex.net
Керамические камни
Самым простым, и одновременно сложным способом заточки ножа является использование полноразмерных абразивных керамических камней. Некоторые требуют для работы предварительного замачивания, и соответственно называются водными камнями, которые для эффективной работы требует смазки специальным маслом, и соответственно называются масляными камнями. Смазка водой или маслом, требуется для того, чтобы кусочки металла и отработанного камня не забивали поры абразива, тем самым снижая эффективность работы.
Камень требует предварительно замочить в холодной чистой воде, на 10-15 минут. После того как перестанут подниматься мелкие пузырьки, это будет означать что камень напился воды в достаточной мере, его можно перенести на рабочее место.
Для заточки необходимо расположить абразивный камень на ровной поверхности, на основе которая не даст камню скользить в процессе работы. Обычно камни продаются в комплекте с подставкой на резиновом основании.
После чего используя приспособление «Костыль», которое представляет собой шпильку с закругленным основанием, к шпильке прикреплён зажим для ножа, выставить необходимый угол заточки. Необходимо особо отметить, что назначение ножа определяет угол заточки. Так для охотничьих либо туристических ножей, которым приходится сталкиваться с тяжелыми работами, угол заточки составляет 40 градусов. В некоторых случаях возможно выполнение микро-подвода, чтобы обеспечить дополнительную прочностью режущей кромке. Для кухонных ножей, от которых требуется агрессивный и качественный рез, но при этом не предполагаются большие нагрузки на режущую кромку, оптимальным будет угол около 30 градусов. Для опасных бритв, которые в работе сталкиваются только бритьем волос угол может составлять 20 градусов.
Выставить угол можно как с помощью специального приспособления, так и просто скачав приложение на смартфон. На крайний случай использовать обычный транспортир. Важный момент, если точим охотничий нож, то полный угол составляет 40 градусов, соответственно выставляет угол 20 градусов на сторону.
Зажав нож в зажиме, и определив необходимый для заточки угол, без лишних усилий прижимаем клинок ножа к поверхности абразива и возвратно-поступательными движениями приступаем к заточке. Главным условием эффективной заточки является то, что категорически нельзя прикладывать заметных усилий к ножу. Абразив сам снимет необходимый объем металла. Не зря процесс заточки часто сравнивают с медитацией.
В процессе заточки с противоположной стороны режущей кромки будет образовываться заусенец, его легко можно нащупать ногтем. Это связано с тем, что в процессе сема материала с одной стороны, часть стекает на противоположную сторону режущей кромки, загибаясь при этом. После образования заусенца, следует перевернуть нож на другую сторону и продолжить заточку. В процессе которой регулярно смачивать абразив водой.
После того как заусенец отвалится, можно перейти на более высокую гритность. Для грубой обдирки, и чернового формирования режущей кромки можно использовать камни с гритностью 120/300 единиц. Для чистовой обработки режущей кромки используются камни с гритностью 600-1000 единиц. Для финиширования применяются абразивы с гритностью 2000-3000 единиц и выше.
В некоторых случаях, для полировки подводов используются полировальные алмазные пасты. Но следует сказать, что это далеко не всегда является хорошим выбором. Можно завалить режущую кромку на финише и получить так называемый мыльный рез. То есть нож будет лихо брить волосы на руки, в лапшу шинковать бумажку, но будет скользить по шкурке помидоров. Поэтому рекомендую финишировать при заточке на керамических высоко гритных абразивах.
По мере наработки навыка, можно отказаться от использования приспособления, и перейти на заточку руками.
4 Заводские станки и приспособления для заточки сверл
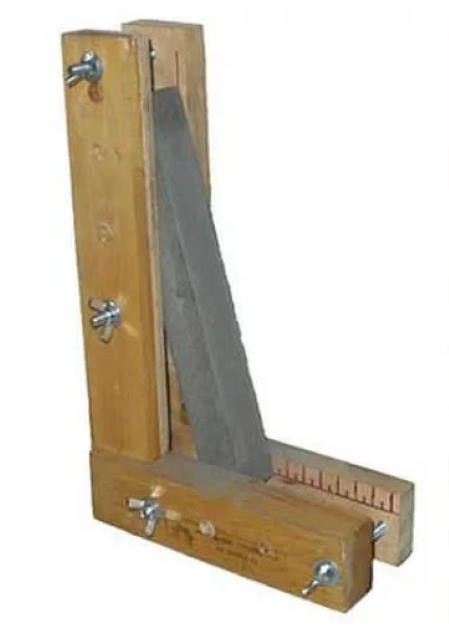
На предприятиях в некоторых случаях сверловщик затачивает сверла сам вручную на обычных заточных станках, которые оборудованы для этой цели специальным приспособлением. Для этого он предварительно должен изучить правила затачивания сверл и пройти специальные подготовительные курсы. Используемое приспособление для заточки сверл представляет из себя стальную конструкцию, оснащенную подвижным зажимом для сверла с регулируемым углом наклона относительно вращающегося шлифовального круга и имеющее крепление для фиксации на корпусе заточного станка.
Также нередки случаи, когда на предприятии при затачивании вручную на обычном заточном станке вовсе не используют никаких приспособлений. При этом сверло правой рукой держат за хвостовик, а левой – насколько возможно ближе к режущей части. Режущую кромку инструмента прижимают к боковой поверхности абразивного круга и одновременно правой рукой плавно покачивают сверло, стремясь добиться, чтобы задняя его поверхность приняла нужную форму и приобрела правильный наклон. Снимать металл нужно небольшими слоями, слабо прижимая инструмент к кругу. Надо следить, чтобы у сверла режущие кромки были одинаковой длины и имели одинаковые углы заточки.

Ошибки, допущенные во время ручной заточки, могут привести к следующим недостаткам сверла:
- режущие кромки неравной длины;
- углы, образуемые режущими кромками с осью инструмента, разные;
- у поперечного лезвия односторонняя выточка.
В результате этих дефектов сверло будет:
- бить;
- неправильно, односторонне нагружаться на режущих кромках – может сломаться;
- просверливать отверстия большего диаметра, чем само сверло.
После заточки у инструмента следует проверять для поперечной кромки ее ширину и правильность положения относительно режущих кромок, длину последних, угол: в плане φ, наклона поперечной кромки, задний угол α, двойной заточки φ1, при вершине 2φ. Для проверки всех этих параметров на предприятиях используют специальные шаблоны. Правильность расположения перемычки выясняют с помощью оптического прибора. На предприятиях в ряде случаев проверяют биение сверла – используют для этого специальное приспособление.

Сверла по металлу из быстрорежущих сталей затачивают на кругах для шлифования из электрокорунда белого и нормального на керамической связке зернистостью 16–40, твердостью СМ, а также на кругах из эльбора. При заточке инструмента, который оснащен твердосплавными пластинами, применяют круги для шлифования из синтетических алмазов, а также из зеленого карбида кремния зернистостью 16–40.
Угол заточки
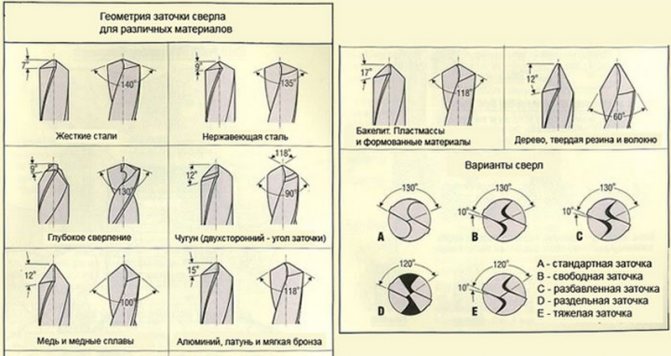
Как уже было сказано выше, перед тем как правильно заточить сверло по металлу, необходимо правильно выбрать угол его заточки. Во-первых, этот параметр табличный. Во-вторых, он зависит от того, какой металл надо сверлить. Если это:
- чугунная заготовка или стальная, то угол должен варьироваться в пределах от 116° до 118°;
- если это латунь или бронза, то от 120° до 130°;
- если заготовка из меди, то 125°;
- алюминий – 140°.
Неправильно заточено сверло приводит к перегреву самого инструмента. Но, как показывает практика, именно неправильно выбранный угол заточки приводит к снижения качества проводимого процесса.
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
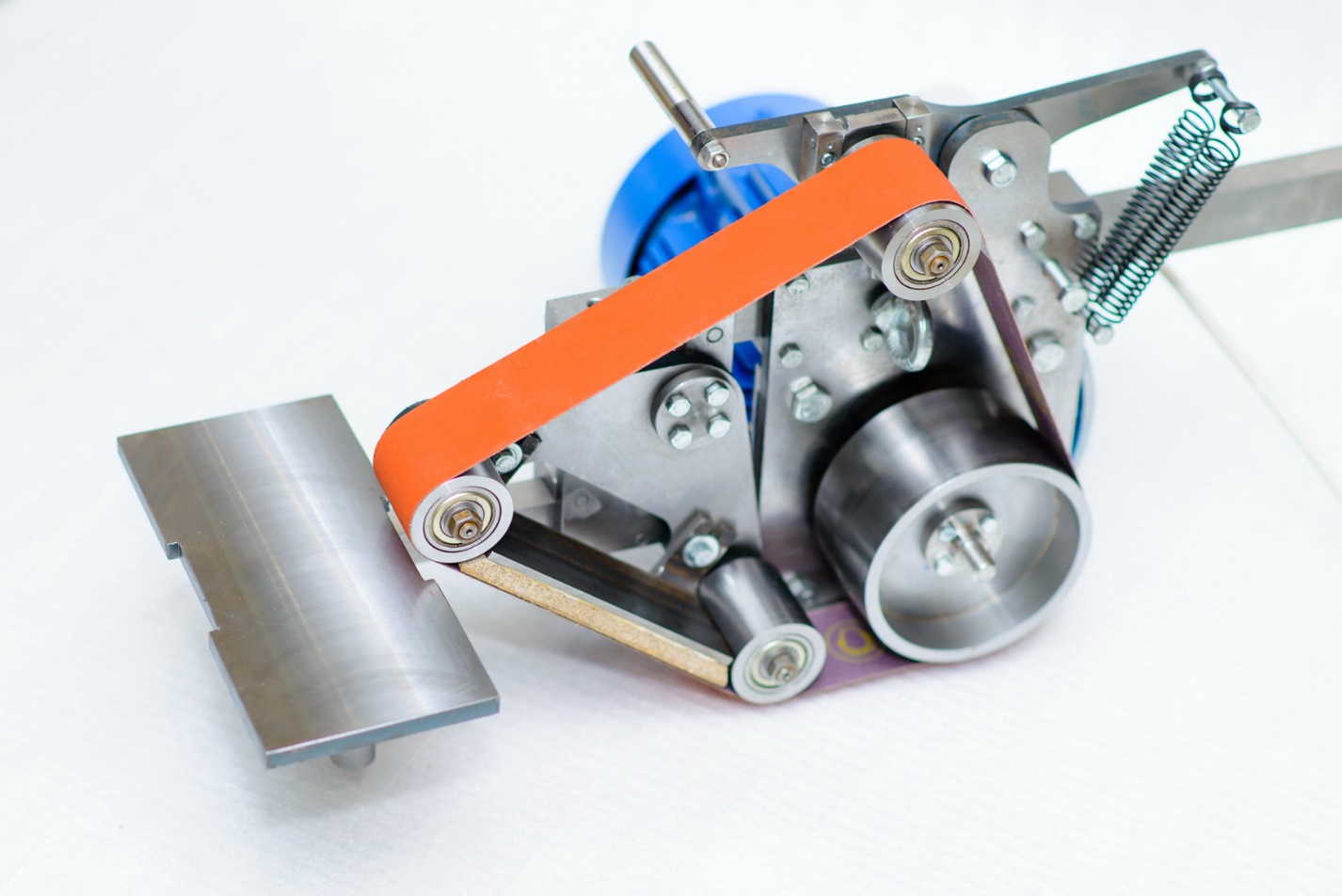
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Детали приспособления
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Направляющий паз пластины
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Что необходимо для процедуры
Чтобы заточить сверло по металлу самому, необходимо в первую очередь определить, для решения каких задач оно будет применяться. В производственных условиях для заточки сверл используются, как правило, специальные приспособления, обеспечивающие максимальную точность и производительность такого процесса. При выполнении заточки сверл в домашних условиях всегда приходится искать способы, позволяющие сделать результат этого процесса качественным.
В минимальный набор для заточки сверл по металлу должны входить:
- наждачный станок;
- точильные круги различной твердости, выбираемые в зависимости от материала изготовления сверла, которое необходимо заточить;
- емкость для охлаждающей жидкости и сама жидкость, в качестве которой может использоваться обычная вода (или машинное масло);
- приспособления, позволяющие выдержать правильные углы заточки.
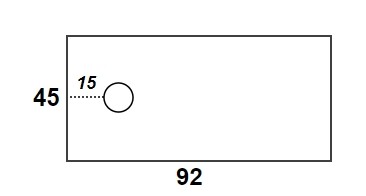
Стойка для заточки сверл устанавливается рядом с абразивным диском и позволяет затачивать режущую кромку под точным углом
При заточке сверл своими руками нужно обращать внимание на следующие параметры:
- угол между плоскостью передней части сверла и основанием его режущей кромки (такой угол, измеряемый в главной режущей плоскости, называется передним);
- задний угол, который измеряется так же, как и передний, но по задней плоскости сверла;
- угол при вершине инструмента, измеряемый между двумя режущими кромками.
Для заточки сверл по металлу по всем правилам надо придерживаться следующих значений вышеуказанных параметров:
- передний угол режущей части – 20°;
- задний угол – 10°;
- угол при вершине – 118°.
Таблица 1. Углы при вершине сверла в зависимости от обрабатываемого материала
Таблица 2. Задние и передние углы сверла
Если вам необходимо заточить сверло по металлу в производственных или в домашних условиях, вы должны строго соблюдать технику безопасности. Этот процесс сопровождается образованием большого количества искр, от воздействия которых необходимо защищать органы зрения. Кроме того, поскольку такая процедура выполняется с остро заточенными инструментами из металла, осуществлять ее следует, используя перчатки для защиты рук.