Как и чем затачивать сверла?
Содержание:
- Самодельные приспособления для заточки
- Рекомендуемые углы заточки
- Полезные советы по сверлению нержавейки
- Режимы сверления
- Как заточить победитовое сверло с напайками
- Определяем угол заточки
- Разновидности
- Как правильно заточить сверло спирального типа
- Рекомендации
- Рекомендации при выборе товара
- Износ сверла
- Что собой представляет стойка для заточки сверл
- Техника безопасности
- Специфика заточки сверл с различной формой режущей части
- Как выбрать ступенчатое сверло?
- Особое мнение о заточке кромок на болгарке
Самодельные приспособления для заточки
 Если у вас нет соответствующего станка, то выполнить заточку можно с помощью других приспособлений. Речь идет об электродрели либо самодельном оборудовании, созданном по чертежу
Если у вас нет соответствующего станка, то выполнить заточку можно с помощью других приспособлений. Речь идет об электродрели либо самодельном оборудовании, созданном по чертежу
. Лучше всего отдать предпочтение второму варианту, в противном случае вы можете испортить множество сверл, прежде чем освоите правильную заточку.
Создать подходящее приспособление своими руками можно даже из древесины. Так, на горизонтальной поверхности закрепляется брус с отверстиями, соответствующими диаметру сверл. Упомянутые отверстия выполняют под небольшим наклоном, чтобы получился необходимый угол заточки.
Некоторые мастера отдают предпочтение электродрели, оборудованной соответствующими насадками. Естественно, ассортимент подобных элементов небольшой
, что усложняет выполнение заточки своими руками. Как правило, в комплекте с насадками идет камень и поводок. Если вы планируете затачивать сверла, используя конкретную дрель, поводок стоит сразу же укоротить.
При желании можно самостоятельно сделать подобную насадку для дрели, руководствуясь рекомендациями, данными в соответствующем видео. Подобные приспособления необходимо оборудовать крепежом для фиксации сверла.
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
https://youtube.com/watch?v=KCL27Bs9DYg
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
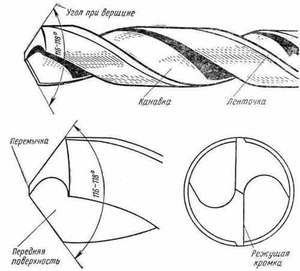
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.
При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Полезные советы по сверлению нержавейки
Из нержавеющей стали изготавливают много разных деталей и изделий. Этот металл востребован благодаря своей стойкости к коррозии. Во время обработки бывает нужно сделать отверстие в нем подручными средствами. Дело в том, что от обычной стали сплав отличается повышенной вязкостью, а это чревато быстрым выходом из строя режущего инструмента в связи с перегревом. И здесь возникает вопрос, как просверлить нержавейку в домашних условиях. Видеоуроки на эту тему помогут только в том случае, если знать тонкости проведения таких операций. Не каждый может позволить себе специализированный станок, позволяющий легко проводить обработку сплава. В условиях домашней мастерской чаще можно рассчитывать на обычную дрель и такие же сверла. Поэтому умельцы имеют целый арсенал хитростей, помогающих эффективно просверлить нержавейку.
Режимы сверления
Правильный выбор режима сверления является залогом получения качественно выполненного отверстия. Основными составляющими скорость, подача и крутящий момент.
Скорость резания — условная величина, определяющая, как быстро вращается точка, расположенная на поверхности инструмента относительно его центра. Это означает, что для разных диаметров сверл нужно выбрать различные обороты, чтобы добиться одной и той же скорости резания.
Пример. Для стали 08Х13Н толщиной 10-15 миллиметров в справочнике указана скорость резания 20м/мин. При необходимости просверлить отверстие диаметром 1 мм скорость вращения шпинделя сверлильного станка должна составлять 6366 оборотов в минуту. Если отверстие сверлится диаметром 10 мм то обороты не должны превышать 637 оборотов за 60 секунд.
Подача сверла в металл означает величину перемещения в глубину просверливаемого отверстия за определенное количество оборотов. То есть это скорость погружения. Измеряется в миллиметрах за 1 оборот
Важно выдерживать рекомендуемые величины для получения качественного результата и уменьшения воздействия стружки на режущие кромки
Крутящий момент, передающейся сверлу в процессе сверления, является важным фактором для сверла и материала, определяет выбор стали для сверла и состав охлаждающих жидкостей. Обычными словами, это нагрузка на сверло, возникающая вследствие сопротивления материала деформациям, создаваемым кромками сверла.
Выбор каждого из параметров обусловлен маркой нержавеющей стали, толщиной листа или детали, выбора оборудования, подбором способа охлаждения, материала сверла, шероховатости поверхности и прочих факторов. По основным маркам существует множество справочной литературы и режимных карт. Правильный подбор и высокая квалификация технолога, составляющего режимные карты, позволит избежать дополнительных обработочных операций и доводки, снижая себестоимость производства.
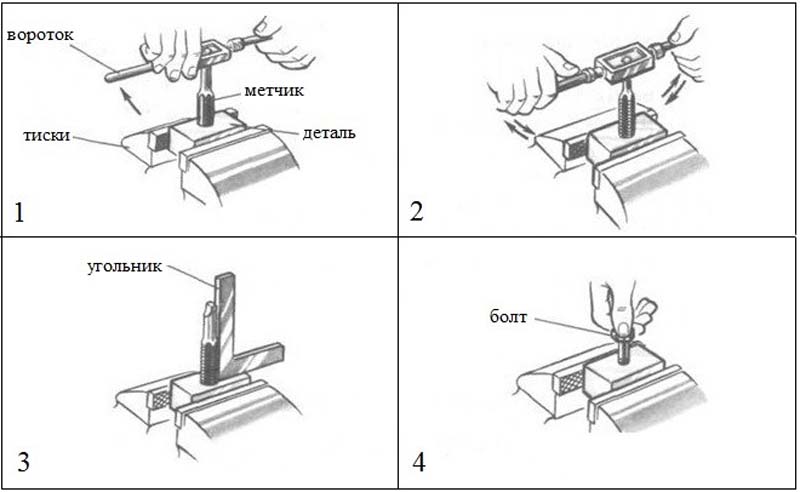
Как заточить победитовое сверло с напайками
Победитовое сверло также может затупиться. Тупое сверло перегревается во время работы, плохо сверлит и издает сильный визжащий звук. Конечно, можно поменять сверло, купив новое, но лучше сэкономить и заточить его своими руками. Для этого вам понадобится заточной станок (электрическое точило) с алмазным камнем и охлаждающая жидкость. Обыкновенный наждачный камень для заточки сверла из победита не годится.
До того, как приступите к заточке, убедитесь, что она возможна, в принципе. Для этого следует померить высоту режущей части сверла. При высоте режущей части сверла, т. е. напайки около 10 мм заточка возможна.
Не забываем: чем тверже материал, тем ниже должна быть скорость заточки. Угловая скорость (количество оборотов вращения камня) при заточке победитового сверла должна быть уменьшена вне зависимости от того, какой инструмент применяется для заточки.
Заточка сверла выполняется короткими касаниями сверлом наждачного камня. Победитовое сверло затачивается быстро, как правило вам там нужно лишь немного подправить слизавшиеся кромки, поэтому следует внимательно контролировать процесс, чтобы не срезать лишнее с рабочей победитовой поверхности сверла.
Сверла с напайками рекомендуется затачивать аналогично простым сверлам малого диаметра, т.е. следует делать заточку задней поверхности плоской. При этом точить заднюю поверхность следует, как показано на фото, стачивая сверло до самой напайки:
Заточенный бур по с напайкой.
Желательно подточить переднюю поверхность. Если напайка уже сточена до самого сверла, то без подточки просто нельзя обойтись, поскольку мягкий металл, выходит на режущую кромку со стороны передней поверхности. Передняя поверхность одновременно подтачивается так, чтобы толщина центра напайки стала меньше.
Подточка напайки со стороны передней поверхности.
Во время заточки сверла старайтесь быть точным и внимательно следите за тем, чтобы его режущие стороны были одного размера. Если это не удается достичь, то смещенный центр ости обязательно приведет к тому, что отверстие сверления будет увеличенным и неровным. Независимо от устройства, на котором выполняется заточка, нужно контролировать соотношение передних и задних углов кромки реза в направлении вращения.
Еще одно правило, которого следует придерживаться, чтобы правильно заточить сверло по бетону: чем тверже материал, тем больше угол заточки. Для победита он составляет 170 градусов.
В процессе заточки нельзя допускать нагревания сверла, т.к. могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы не допустить этого, периодически следует охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду.
Предлогаем посмотреть подборку видеороликов по заточке сверл с победитовыми напайками.
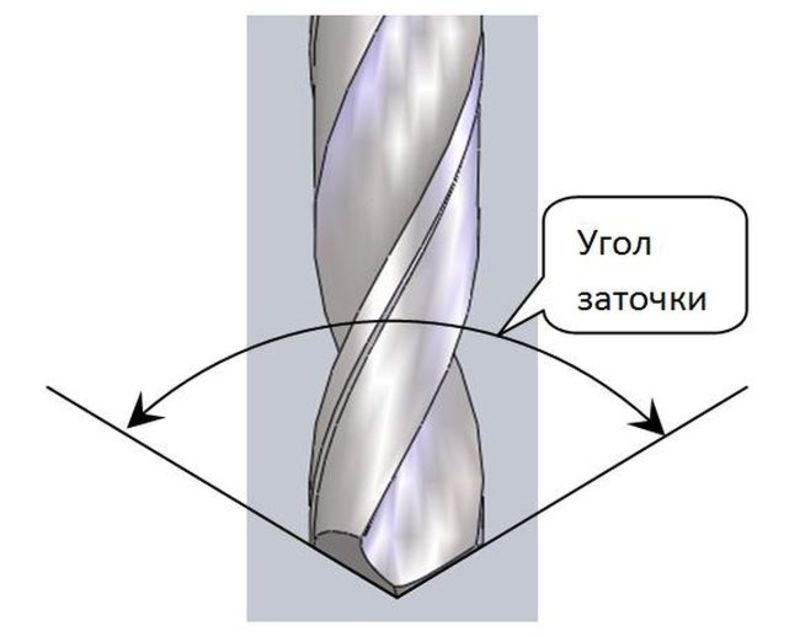
Определяем угол заточки
У разных сверл угол заточки тоже отличается. При этом имеет значение как то, на обработку какого материала рассчитан инструмент, так и особенности рабочей части. Уточнить данные можно в ГОСТ 19543-74.
Чаще всего в качестве «угла заточки» называют угол при вершине сверла, фактически – угол при вершине конуса, в который укладывается рабочая часть. Но это не единственный определяющий фактор.
Учитывается также угол спирали или, иначе, угол наклона винтовой канавки (обычно 30 градусов), задний угол и угол наклона поперечной режущей кромки
Обязательно принимается во внимание диаметр рабочей части инструмента – от этого зависит длина режущих кромок
Кроме того, выделяют одинарную и двойную заточку, подточку поперечного лезвия и ленточки.
На первый взгляд все это кажется довольно сложным. На деле же при небольшом навыке заточить сверло не так уж трудно.
Разновидности
На современном рынке можно встретить спиралевидные сверла, плоские и центровые модели:
- спиралевидные элементы, согласно своему названию, отличаются спиральной формой кромок;
- плоские изделия предназначены для проделки глубоких отверстий больших диаметров;
- центровые сверла используются для центрования элементов.
Все представленные разновидности сверл со временем затупляются. Снижение остроты режущего элемента мешает проведению строительных работ. А это значит, что изделие необходимо отреставрировать.
На сегодняшний день разработано 5 видов заточки сверл. Каждый отдельный метод соответствует типу материала режущего элемента и специфике его работы.
- «Н» – эта разновидность заточки является универсальной. Однако используется при реставрации сверл с максимальным диаметром 12 мм.
- «НП» – в данном случае производится заточка коротких поперечин.
- «НПЛ» – разновидность заточки предполагает удлинение поперечной кромки и ширины ленты.
- «ДП» – в профессиональной сфере данная разновидность заточки называется «двойная». Помимо поперечной кромки, происходит формирование еще 4-х кромок в форме ломаных линий.
- «ДПЛ» – описание аналогично 4-му способу заточки, добавляется лишь подтачивание ленты.
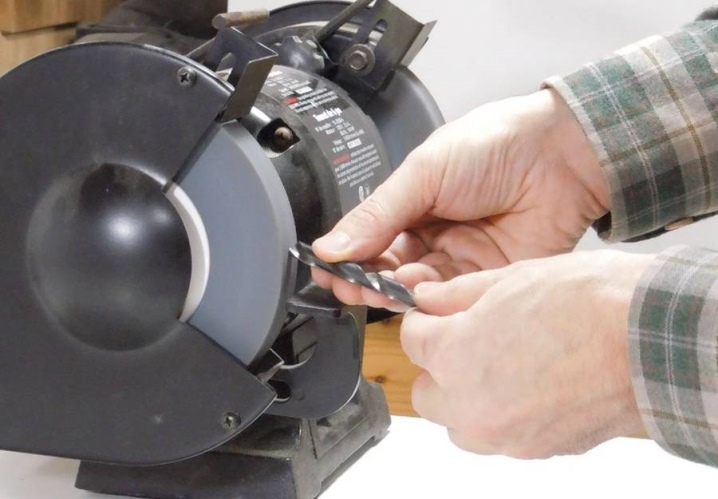
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
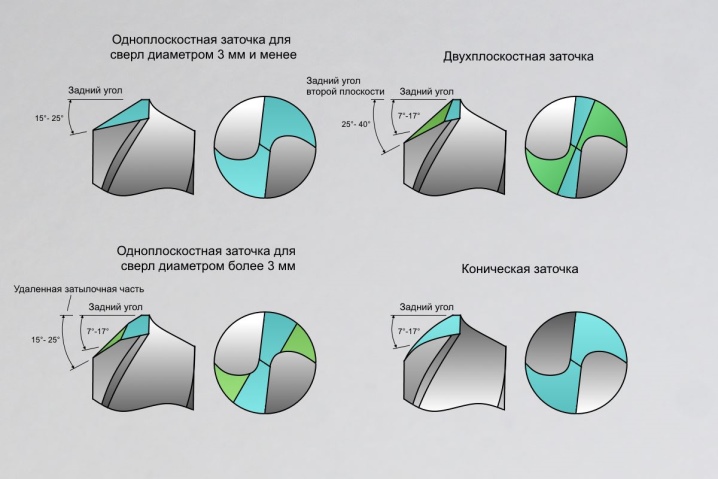
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
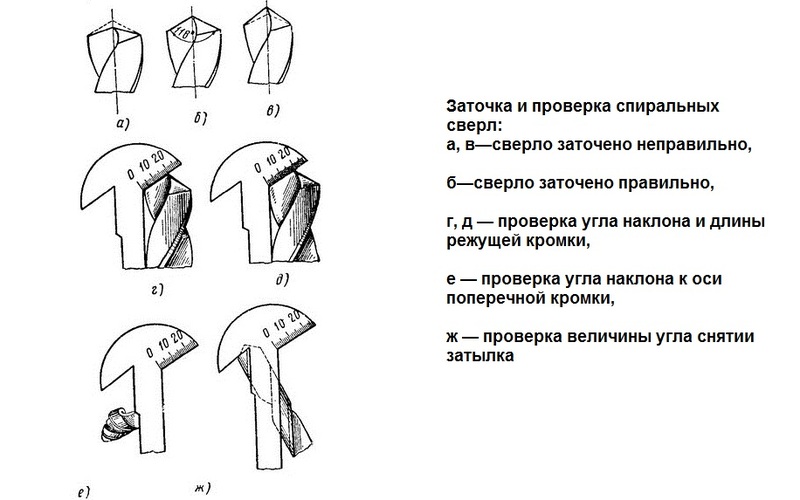
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Рекомендации
Обычные свёрла подтачиваются своими руками на простом точиле, пильном станке с большим шлифдиском, болгарке или дрели с насадкой. Но для корончатых может потребоваться особый станок. Дело в том, что коронка обладает осью – основным сверлом, представляющим собой обычное изделие. И если оно точится по-простому, то зубчатая, похожая на пилу кромка коронки потребует станочных условий. То же самое справедливо и для конусно-ступенчатых буров.

В худшем случае из-за интоксикации ржавеющей в солёной среде глаза сталью человек запросто его потеряет. Будьте осторожны, не сверлите «в потолок» без каски – падающая стружка также попадает в незащищённые глаза.
Подбирайте верный угол подточки. Слишком «пологое» сверло не просверлит сталь, слишком «крутое» – дерево, алюминий, бронзу, магний, пластик. Неправильно подобранный угол либо заставит сверло вилять, и отверстие сместится, либо оно заклинит и сломается.
Не сверлите обычной быстрорежущей сталью стекло, керамогранит, гранит, керамику, высокопрочную глину. Для этих материалов есть так называемый победит. Победитовый сплав значительно превосходит быстрорежущую сталь по прочности. Не пытайтесь просверлить закалённое стекло – оно тут же рассыплется.
Не точите победитовые свёрла простыми наждаками и каменно-остеклованными кругами – для этих изделий есть алмаз, вроде тех кругов, которыми режут камень, кирпич и калёную сталь. Обтачивайте победитовые свёрла на малых оборотах.

Не перегревайте сверло при обточке – перегретая сталь испытает отпуск и станет заметно хуже. Она уже не будет ни калёной, ни быстрорежущей (инструментальной).
Не охлаждайте раскалённое докрасна точёное сверло в воде или иных холодных жидкостях – от резкого охлаждения оно пронизывается микротрещинами. При первой же попытке просверлить заготовку изделие тут же сломается.
Не отклоняйте сверло при обточке. Малейший уход – хотя бы на градус – приведёт к неравномерному обтачиванию, возникнет вибрация, ломающая сам бур и расшатывающая редуктор и двигатель дрели.

Длина рабочей части не должна быть менее сантиметра. Если сверло сломалось пополам, и часть режущей области выброшена, то не обтачивайте свёрла, чья рабочая часть составляет теперь менее сантиметра.
Буры с напайкой твёрдого сплава (например, с победитовым наконечником, алмазным напылением) точатся теми же средствами, что и цельноизготовленные буры из тех же материалов.
Как легко заточить сверло, смотрите далее.
Рекомендации при выборе товара
Конусные сверла имеют высокую стоимость, поэтому при их выборе необходимо изучить все характеристики. Согласно государственным стандартам, качественные изделия изготавливают из легированной стали высокой прочности в диапазоне следующих параметров:
- с диаметрами от 5 до 80 мм;
- длина рабочего конуса – от 58 до 85 мм;
- диаметр хвостовой части – от 6 до 12 мм.
Цвет металла, как показатель его прочности
Важной характеристикой товара является цвет материала, из которого он изготовлен. По цвету ступенчатого сверла понимают его качество
 По цвету ступенчатого сверла понимают его качество
По цвету ступенчатого сверла понимают его качество
Серый со стальным отливом цвет конусного сверла предупреждает о том, что сталь не подвергалась закаливанию. Следовательно, товар не отличается высоким качеством и долго не прослужит.
Обработка горячим паром делает сталь более прочной, изделия из такой стали имеют значительный рабочий ресурс и выделяются черным цветом.
Конусные изделия золотистого цвета изготовлены из более качественного металла, в котором устранены остаточные напряжения. Они более долговечны и комфортны в работе.
Высокую износостойкость имеют элементы более яркого золотистого цвета. Они покрыты титановым или алмазным напылением, значительно увеличивающим срок их эксплуатации. Длительный рабочий ресурс объясняет высокую стоимость изделий.
Износ сверла
 Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Помимо условий хранения срок износа зависит от предназначения инструмента и обрабатываемой им поверхности. Например, сверла предназначенные для работы с древесиной сохраняют свою рабочую поверхность в течение нескольких лет по причине того, что дерево — относительно мягкий материал.
В связи с тем, что металл является более твердым и прочным материалом, сверла для работы с ним изнашиваются гораздо быстрее. Работа тупым инструментом недопустима, поскольку отверстия будут проделываться дольше, сложнее, не получатся ровными. Само же сверло будет сильно нагреваться, в связи с чем дальнейший износ происходит еще быстрее и обязательно приведет к тому, что инструмент сломается. Кроме того, облом часто сопровождается разбросом мелких осколков на большой скорости, что может привести к различным травмам. Признаками того, что сверлильный инструмент затупился, являются:
- Скрипы и прочие нестандартные звуки, издаваемые при работе;
- Сильный нагрев инструмента;
- Низкое качество создаваемых отверстий.
Работать тупым сверлом трудно, зачастую невозможно. Помимо того, что оно не сверлит заготовку, эксплуатация изношенного сверлильного инструмента грозит его переломом, что часто приводит к порче обрабатываемой детали и к трудностям извлечения обломанной части инструмента, застрявшей внутри поверхности.
Что собой представляет стойка для заточки сверл
Стойки, которые используются для заточки сверл, могут относиться к промышленному или бытовому типу. Промышленные стойки, предназначенные для заточки сверл на производственных участках, являются более функциональными приспособлениями, с помощью которых такую операцию можно выполнять по нескольким методикам. В отличие от промышленных, бытовые стойки для заточки отличают компактные габариты. Это позволяет использовать такие приспособления для оснащения домашних мастерских. Наиболее сложными в заточке являются сверла, диаметр которых не превышает 3 мм: для восстановления геометрии их режущей части используется специальное оборудование.
В этих стойках для фиксации сверла используется сверлильный патрон
Стойки, предназначенные для заточки сверл, применяются в комплекте с точильными станками. Такие приспособления крепятся на станину оборудования при помощи болта и шайбы. Сверло, режущую часть которого необходимо заточить, фиксируется в зажимном устройстве стойки при помощи специальных болтов. За обеспечение заточки задней поверхности режущей части под определенным углом отвечает дуговой ход, совершаемый приспособлением. Для того чтобы заточка, выполняемая при помощи стойки, была проведена в соответствии со всеми требуемыми параметрами, необходимо правильно фиксировать инструмент в зажимном устройстве.
При заточке металл, из которого изготовлено сверло, подвергается интенсивному нагреву, что может привести к его размягчению и даже растрескиванию. Чтобы такого не происходило, сверло в процессе заточки необходимо регулярно охлаждать в естественных условиях или (если поверхность инструмента не сильно раскалена) использовать для этих целей обычную воду.
Техника безопасности
Прежде всего, нужно соблюдать правила безопасной работы на наждачных кругах. Все просто. Обязательно используем защитные очки для защиты глаз от кусочков окалины и абразива, даже если наждак оборудован прозрачным защитным экраном. Обязательно отсутствие перчаток на руках — достаточно зацепиться одной нитке, а за ней намотает и всю кисть в рукавице. По этой же причине тщательно застегиваем все пуговицы (особенно на рукавах) — и никаких пышных развевающихся одежд. Заточной камень должен быть тщательно выровнен и не иметь биений — в конечном счете, соблюдение этого пункта скажется и на качестве заточки. Подручник тоже должен быть отрегулирован — большой зазор между ним и камнем является источником потенциальной опасности, особенно при заточке тонких сверл, поскольку туда может затянуть и сверло, и пальцы.
А вообще, есть еще одно правило безопасной работы на электроинструменте: не надо его бояться. Но вот проявлять уважение — обязательно.
Специфика заточки сверл с различной формой режущей части
Первым признаком, свидетельствующим о том, что сверло нуждается в заточке, является характерный скрип в начале его работы. Пренебречь данным показателем нельзя, потому как это может иметь дальнейшие негативные последствия:
- кромка сверла начнет крошиться;
- двигатель будет испытывать перегрузку;
- появятся заусенцы на обрабатываемой поверхности.
В первую очередь, способ заточки будет зависеть от формы режущей части сверла
Вопрос о том, как правильно заточить сверло, будет рассмотрен на примере спирального варианта. Способ заточки зависит от формы, которую необходимо придать режущей части. Вид заточки может быть следующим:
- одноплоскостным;
- двухплоскостным;
- цилиндрическим;
- коническим.
В ходе одноплоскостной заточки сверло просто приставляется параллельно к абразивному кругу, не перемещается. Таким простым способом можно затачивать сверла размером до 3 мм. Двухплоскостная заточка выполняется подобным образом.
Несколько сложнее производится коническая заточка. Сверло следует взять двумя руками: левой – ближе к конусной рабочей части, правой – за хвостовик. Прижимать инструмент нужно к торцевой части шлифовального круга режущей кромкой и задней плоскостью. Правой рукой следует покачивать сверло. Подобным способом выполняется и цилиндрическая заточка.
Заточка сверла конической формы производится с торцевой стороны шлифовального круга
Как заточить сверло правильно: возможные ошибки и их предупреждение
Несмотря на большое количество информации о том, как точить сверла по металлу, даже имея достаточные теоретические, а иногда и практические знания, многие допускают ряд ошибок. Предсказать последствия нетрудно: при обточке крошится режущая кромка, инструмент перегревается, рез имеет погрешности размеров, возможны шероховатости и неровности на обработанных поверхностях.
К типичным ошибкам при заточке сверл относятся следующие отклонения от нормы:
- Разная длина режущих кромок. Центр сверления является смещенным относительно оси инструмента. Заточенное таким образом сверло будет испытывать биение, попасть точно в центр станет крайне затруднительным. Чаще всего такие сверла в процессе работы ломаются.
- Асимметричность углов при точно выставленном центре. После такой обработки у инструмента останется рабочей только одна режущая кромка. Сверло будет нагреваться, а выполненное им отверстие приобретет диаметр больше, чем у инструмента.
Ошибки при заточке сверл допускают не только новички, но иногда даже профессионалы
Перечисленные выше ошибки более всего являются следствием неправильно разработанного точильного устройства. И здесь снова стоит вернуться к чертежам. Приспособление для заточки сверл своими руками должно иметь функциональный держатель угла заточки. Его применение обеспечит правильное выполнение обработки режущих поверхностей.
Показатели величины углов заточки сверл по металлу
Независимо от того, на каком устройстве выполняется заточка, процесс должен быть контролируемым. В данном плане наиболее совершенные станки с электронным управлением. Возможность регулировки на электромеханических устройствах также позволяет качественно выполнить обработку.
Очень важным показателем является величина угла заточки. Она неодинакова у разных материалов, так как последние отличаются уровнем плотности и спецификой структуры.
Таблица, содержащая информацию о правильных углах заточки сверл:
| Обрабатываемый материал | Угол заточки |
| Сталь, чугун, бронза твердосплавная | 115-120° |
| Бронза мягкая, латунные сплавы | 125-135° |
| Медь красная | 125° |
| Алюминий и мягкие сплавы на его основе | 135° |
| Гранит, керамика | 135° |
| Древесина любых пород | 135° |
| Магний и сплавы на его основе | 85° |
| Силумин | 90-100° |
| Пластик, текстолит | 90-100° |
Контролировать правильность заточки сверл удобно при помощи шаблонов.
Как выбрать ступенчатое сверло?
Для правильного подбора изделия нужно взвесить все положительные и отрицательные качества, а также рассмотреть важные характеристики. Как выбрать хорошее ступенчатое сверло:
Цвет. Золотистый оттенок – признак правильной обработки и качественного изделия. Яркий оттенок золота указывает на нанесение нитрида титана, такое продукт прослужит дольше.
Вид стали. Для работ на большой скорости подходит металл с маркировкой HSS. Он при перегреве не поддается деформированию.
Диаметр начального и завершающего порога
Чтобы не переплачивать, важно правильно подобрать ступенчатое сверло.
Возможность заточки. В этом случае можно при надобности вернуть изделию первоначальное состояние.
Производитель
Для приобретения качественного товара рекомендует обратить внимание на проверенные бренды.

Ступенчатые сверла – рейтинг
Среди всего предложенного на рынке разнообразия рекомендуется обратить внимание на следующие торговые марки:
- Ступенчатое сверло «Зубр». Продукция отечественного производства. Имеет сравнительно невысокую цену при хорошем качестве. Изделия могут быть с покрытием или без него.
- «Атака». Ступенчатые сверла производства России. По качеству и цене не уступают лучшим товарам зарубежных компаний.
- «Bosch». Немецкая торговая марка. Маркировку наносят с помощью лазера. Вершина заточена крестообразно, что увеличивает общую скорость сверления. Шлифование можно осуществлять в разных направлениях.
- «Falon-Tech». Немецкая продукция с титановым покрытием. Эти ступенчатые сверла имеют повышенный в несколько раз ресурс по сравнению с другими торговыми марками. Благодаря особой форме хвостовика изделие можно использовать с разным инструментом.
Особое мнение о заточке кромок на болгарке
На канале Ютуб многие видеоблогеры показывают этот способ как наиболее доступный. Примеры приводить не буду, можете сами найти по поисковым запросам.
Под эту методику даже разрабатываются специальные заточные приспособления.

Возможно, что в какой-то критической ситуации эта технология может выручить, но брать ее за основу, особенно при обучении, я не советую по следующим причинам:
- отрезные круги создаются для разрезов металла, направленных перпендикулярно оси их вращения. Они не предназначены для боковых нагрузок, могут разлететься;
- обороты у диска болгарки высокие;
- обработка режущего наконечника производится на плоской поверхности и позволяет только выправить задний угол резания без доводки двух других обязательных условий.
Обработанное таким способом сверло будет более-менее нормально работать в древесине, пластмассах, а с твердым металлом быстро возникнут проблемы.
Мой вывод: технология правки режущих кромок на болгарке опасна и не надежна.